一种用于油管杆身份信息的激光刻码标识方法与流程
本发明涉及物流管理,特别涉及一种用于油管杆身份信息的激光刻码标识方法。
背景技术:
1、在油气开采过程中大量的应用油管、抽油杆及钻杆(以下简称“油管杆”),而在油管杆的新制及修复工艺过程中的单支油管杆身份信息的标记及识别是智能化产线所必备的关键因素,有效的身份信息标记及识别方法可以准确的跟踪油管杆在智能化产线中的实时位置并可以完成产线工艺数据的传递,其重要性已经引起各油管杆生产及修复企业的高度重视。
2、目前国内通用的油管杆标记技术主要集中在rfid芯片标记方式、油墨喷码方式、颜色标记方式等。
3、cn110539939a公开了一种便于钢号区分的钢管分类标识方法,其方法是采用六种不同颜色标记钢管的材质信息,但无法有效解决不同油管杆个体信息区分的问题。
4、cn1547181a公开了一种用于钢管标识的方法,其特征是采用贴附条码标签的方式将钢管身份信息粘贴到管体上,然后采用条码读码设备读取进行使用,但是在实际使用过程中由于钢管在产线中流转时条码会被污染导致读取成功率低等问题。因此,提出一种用于油管杆身份信息的激光刻码标识方法来解决上述问题很有必要。
技术实现思路
1、本发明的目的在于提供一种用于油管杆身份信息的激光刻码标识方法,以解决上述背景技术中提出的问题。
2、为实现上述目的,本发明提供如下技术方案:一种用于油管杆身份信息的激光刻码标识方法,包括旧油管杆修复线激光标识方法和新油管杆加工线激光标识方法;
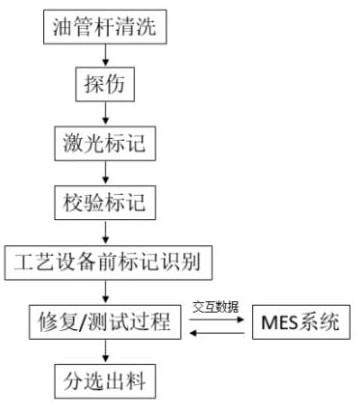
3、所述旧油管杆修复线激光标识方法包括以下步骤:
4、s1:油管杆清洗,使用清洗装置将旧油管杆进行清洗;
5、s2:探伤,使用探伤装置对旧油管杆进行探伤;
6、s3:激光标记,将激光刻码装置安装于清洗装置或探伤装置之后,将旧油管杆的标记信息发送给激光刻码装置,激光刻码装置将编码刻到油管杆表面;
7、s4:校验标记,对旧油管杆刻码完成后立即进行编码识别校验,识别成功进入后续生产环节,不合格报警提示;
8、s5:工艺设备前标记识别,在螺纹检测、水压测试、修复、出料分选前设置识别装置读取编码及其生产数据供给工艺设备使用,每支油管杆具有唯一的身份信息编码;
9、s6:修复/测试过程,集控mes系统可根据该编码完成每支油管杆在生产工艺中的实时追踪和记录;
10、s7:分选出料,将合格的旧油管杆分选出来;
11、所述新油管杆修复线激光标识方法包括以下步骤:
12、a1:管杆本体除锈,使用除锈设备将新油管杆进行除锈;
13、a2:探伤,使用探伤装置对新油管杆进行探伤;
14、a3:激光标记,将激光刻码装置安装于产线进料除锈设备之后,将新油管杆的标记信息发送给激光刻码装置,激光刻码装置将编码刻到新油管杆表面;
15、a4:校验标记,对新油管杆刻码完成后立即进行编码识别校验,识别成功进入后续生产环节,不合格报警提示;
16、a5:工艺设备前标记识别,在探伤、车扣、拧接、水压、测量点及喷涂设备前读取编码及其生产数据供给工艺设备使用,每支油管杆具有唯一的身份信息编码;
17、a6:新加工/测试过程,集控mes系统可根据该编码完成每支油管杆在生产工艺中的实时追踪和记录;
18、a7:喷涂打包出料,将合格的新油管杆喷涂后打包出料。
19、优选的,所述s3和a3中的激光刻码装置刻到旧油管杆或新油管杆上的编码包括但不限于二进制码、二维码、条码和字符。
20、优选的,所述s3和a3中的激光刻码装置刻到旧油管杆或新油管杆上的编码采用360度全角度刻码方式。
21、优选的,所述s4和a4中对旧油管杆或新油管杆刻码完成后立即进行编码识别校验中使用机器视觉系统实现。
22、优选的,所述机器视觉系统加装到各工艺设备前。
23、优选的,所述各工艺设备包括清洗装置、探伤装置、激光刻码装置和除锈设备。
24、优选的,所述各工艺设备还包括给旧油管杆螺纹检测、水压测试、修复、出料分选的设备。
25、优选的,所述各工艺设备还包括给新油管杆探伤、车扣、拧接、水压、测量点及喷涂的设备。
26、本发明的技术效果和优点:
27、1、本发明的一种用于油管杆身份信息的激光刻码标识方法,包括旧油管杆修复线激光标识方法和新油管杆加工线激光标识方法,可适用于新油管、抽油杆及钻杆生产制造及其利旧修复生产过程,可以解决传统生产过程中对于管杆单支流转追踪的技术痛点;
28、2、本发明的一种用于油管杆身份信息的激光刻码标识方法,该方法主要借助于激光刻码、机器视觉及自研编码等先进技术,通过布置在油管杆产线前端的激光刻码装置将自身份信息编码(二进制码、二维码、条码或字符等)刻到管体表面,为便于读取,采用360度全角度刻码方式,在各工艺设备前通过加装机器视觉系统进行读码,该标记识别系统读取信息后,可将油管杆身份信息发送至生产管理系统供各设备及管理系统使用。
技术特征:
1.一种用于油管杆身份信息的激光刻码标识方法,其特征在于:包括旧油管杆修复线激光标识方法和新油管杆加工线激光标识方法;
2.根据权利要求1所述的一种用于油管杆身份信息的激光刻码标识方法,其特征在于:所述s3和a3中的激光刻码装置刻到旧油管杆或新油管杆上的编码包括但不限于二进制码、二维码、条码和字符。
3.根据权利要求1所述的一种用于油管杆身份信息的激光刻码标识方法,其特征在于:所述s3和a3中的激光刻码装置刻到旧油管杆或新油管杆上的编码采用360度全角度刻码方式。
4.根据权利要求1所述的一种用于油管杆身份信息的激光刻码标识方法,其特征在于:所述s4和a4中对旧油管杆或新油管杆刻码完成后立即进行编码识别校验中使用机器视觉系统实现。
5.根据权利要求4所述的一种用于油管杆身份信息的激光刻码标识方法,其特征在于:所述机器视觉系统加装到各工艺设备前。
6.根据权利要求5所述的一种用于油管杆身份信息的激光刻码标识方法,其特征在于:所述各工艺设备包括清洗装置、探伤装置、激光刻码装置和除锈设备。
7.根据权利要求5所述的一种用于油管杆身份信息的激光刻码标识方法,其特征在于:所述各工艺设备还包括给旧油管杆螺纹检测、水压测试、修复、出料分选的设备。
8.根据权利要求5所述的一种用于油管杆身份信息的激光刻码标识方法,其特征在于:所述各工艺设备还包括给新油管杆探伤、车扣、拧接、水压、测量点及喷涂的设备。
技术总结
本发明公开了一种用于油管杆身份信息的激光刻码标识方法,涉及到物流管理技术领域,包括旧油管杆修复线激光标识方法和新油管杆加工线激光标识方法,可适用于新油管、抽油杆及钻杆生产制造及其利旧修复生产过程,可以解决传统生产过程中对于管杆单支流转追踪的技术痛点;该方法主要借助于激光刻码、机器视觉及自研编码等先进技术,通过布置在油管杆产线前端的激光刻码装置将自身份信息编码刻到管体表面,为便于读取,采用360度全角度刻码方式,在各工艺设备前通过加装机器视觉系统进行读码,该标记识别系统读取信息后,可将油管杆身份信息发送至生产管理系统供各设备及管理系统使用。
技术研发人员:邹波,王相荣,董宁,李明,任伯权,邹建亭
受保护的技术使用者:青岛中瑞泰软控科技股份有限公司
技术研发日:
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!