一种增材式填丝自调节搅拌摩擦焊的装置及其方法
1.本发明涉及搅拌摩擦焊技术领域,特别是涉及一种增材式填丝自调节搅拌摩擦焊的装置及其方法。
背景技术:
2.作为一种低热输入的固相焊接方法,搅拌摩擦焊施焊过程中无焊材的额外补充,焊缝成形依靠对接材料的塑化流动。待焊材料对接面间隙的大小决定着焊缝区的塑化材料量,是影响焊接质量的关键因素之一。
3.对接间隙的波动将影响焊缝成形质量的稳定性,诱发焊缝中孔洞等缺陷的产生。因此,对接材料在焊前需细致的机加整形预处理以及严格装夹,保证材料对接面接触的严丝合缝。并且,如火箭筒段等大型件的对接焊接,其在焊件尺寸因素的影响下进一步放大了对接间隙的控制难度,焊接成形质量稳定性差。
4.因此,亟需开发一种增材式填丝自调节搅拌摩擦焊的装置及其方法,用以解决上述问题。
技术实现要素:
5.本发明的目的是提供一种增材式填丝自调节搅拌摩擦焊的装置,包括:
6.进丝送料机构,所述进丝送料机构包括送料本体,所述送料本体上开设有送料进丝部;
7.搅拌摩擦机构,所述搅拌摩擦机构包括安装底座,所述安装底座底端固接有摩擦搅拌部,所述摩擦搅拌部位于所述送料进丝部内,所述安装底座顶端固接有夹持部;
8.进丝定位杆,所述进丝定位杆位于所述送料本体的一侧,所述进丝定位杆与所述送料本体可拆卸连接;
9.激光测距传感器,所述激光测距传感器位于所述送料本体远离所述进丝定位杆的一侧,所述激光测距传感器与所述送料本体可拆卸连接。
10.优选的,所述送料进丝部包括储料腔和送料孔,所述送料本体上贯穿开设有所述储料腔,所述送料本体侧壁上开设有所述送料孔,所述送料孔与所述储料腔连通,所述摩擦搅拌部位于所述储料腔内。
11.优选的,所述摩擦搅拌部包括送料螺杆、碎料刀片和搅拌针,所述送料螺杆固接在所述安装底座底端,所述碎料刀片固接在所述送料螺杆顶部外壁,所述搅拌针固接在所述送料螺杆底端,所述搅拌针为锥形结构,所述搅拌针的底端面与所述送料本体的下端面齐平,所述送料螺杆、所述碎料刀片和所述搅拌针均位于所述储料腔内。
12.优选的,所述送料螺杆、所述碎料刀片和所述搅拌针的硬度、熔点高于待焊材料的硬度、熔点,所述送料螺杆、所述碎料刀片和所述搅拌针的材质包括高速工具钢、热作模具钢、硬质合金、聚晶立方氮化硼。
13.优选的,所述碎料刀片为螺旋状结构,所述碎料刀片刃口的形状包括方形、梯形、
波浪形。
14.优选的,所述送料螺杆与所述储料腔内壁之间留有间隙,所述间隙为丝材原料直径的0.2-1倍,所述送料螺杆的螺距为所述丝材原料直径的0.5-10倍。
15.优选的,所述送料本体外壁固定套设有上端盖,所述上端盖位于所述送料孔的上方,所述上端盖上周向等间距开设有若干通孔,所述通孔用于和搅拌摩擦焊机的主轴进行装配,所述上端盖侧壁固接有两个凸耳,两所述凸耳关于所述送料本体对称设置,两所述凸耳上均开设有螺纹孔,两所述螺纹孔沿所述上端盖中心对称,两所述螺纹孔分别用于安装进丝定位杆与激光测距传感器。
16.优选的,所述送料本体的下端面外径为储料腔直径的1.2-1.8倍。
17.一种增材式填丝自调节搅拌摩擦焊方法,使用上述的一种增材式填丝自调节搅拌摩擦焊的装置及其方法,包括如下步骤:
18.s1:进丝,将与待焊材料同质或异质丝材原料由进丝定位杆送进送料孔;
19.s2:送料,丝材原料在碎料刀片与储料腔内壁的配合下,碎成颗粒状原料,送料螺杆旋转方向与螺纹旋向相匹配,颗粒状原料在高速旋转的送料螺杆作用下,达到热塑化状态,并随着螺杆向下运动;
20.s3:焊接,搅拌针扎入对接材料的对接面,被塑化的两侧材料和送料螺杆挤下的原料一起塑化流动成形。
21.优选的,在s3中,激光测距传感器对待焊材料间隙发射激光,通过对激光往返时间的测定,计算出相应的距离,经信号转换器发送指令到判断单元,判断单元对指令进行处理后,启动装置及驱动装置被依次激活,驱使送丝机按指令工作,采样保持及反馈调节单元对送丝机的送丝速度实时检测反馈,调节稳定送丝速度。
22.本发明公开了以下技术效果:
23.1、本发明突破搅拌摩擦焊接过程中待焊材料焊前需细致机加预处理及严苛装夹的限制,节约原料,简化工序,同时提高焊接效率及保证焊缝质量稳定性。
24.2、本发明通过丝材原料材质的调控,可选用强度更高的异质材料对焊缝进行物料的补给,实现焊缝性能的多自由度优化。
25.3、本发明通过搅拌针上部碎料刀片、送料螺杆的一体化设计,辅以进丝送料机构,无需其他额外装置即可实现搅拌摩擦焊接过程中的原料补给,结构设计高效,运行稳定。
26.4、本发明通过激光测距传感器对接间隙大小进行实时检测,并根据检测结果对送丝速度进行动态调整,适量补充对接间隙处所缺失的原料量,保证焊缝的稳定成形。
附图说明
27.为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将对实施例中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动性的前提下,还可以根据这些附图获得其他的附图。
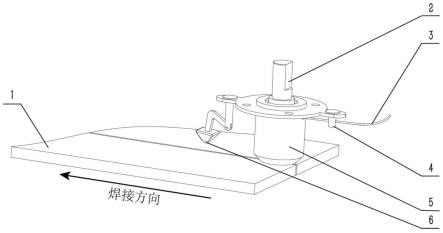
28.图1为一种增材式填丝自调节搅拌摩擦焊的装置及其方法示意图;
29.图2为搅拌摩擦机构示意图;
30.图3为进丝送料机构示意图;
31.图4为进丝送料机构俯视图;
32.图5为进丝送料机构a-a剖视图;
33.图6为搅拌摩擦机构与进丝送料机构装配关系示意图;
34.图7为反馈调节送丝设计逻辑图;
35.其中,1、待焊材料;2、搅拌摩擦机构;201、夹持部;202、安装底座;203、碎料刀片;204、送料螺杆;205、搅拌针;3、丝材原料;4、进丝定位杆;5、进丝送料机构;501、上端盖;502、送料孔;503、螺纹孔;504、通孔;505、储料腔;506、下端面;6、激光测距传感器。
具体实施方式
36.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一机构分实施例,而不是全机构的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
37.为使本发明的上述目的、特征和优点能够更加明显易懂,下面结合附图和具体实施方式对本发明作进一步详细的说明。
38.本发明提供一种增材式填丝自调节搅拌摩擦焊的装置,包括:
39.进丝送料机构5,进丝送料机构5包括送料本体,送料本体上开设有送料进丝部;
40.搅拌摩擦机构2,搅拌摩擦机构2包括安装底座202,安装底座202端面与搅拌摩擦焊机刀柄相配合,用于定位安装,安装底座202底端固接有摩擦搅拌部,摩擦搅拌部位于送料进丝部内,安装底座202顶端固接有夹持部201;
41.进丝定位杆4,进丝定位杆4位于送料本体的一侧,进丝定位杆4与送料本体可拆卸连接;
42.激光测距传感器6,激光测距传感器6位于送料本体远离进丝定位杆4的一侧,激光测距传感器6与送料本体可拆卸连接,通过设置激光测距传感器6能够对对接间隙大小进行动态检测,并通过检测结果对送丝速度进行实时调节,稳定送丝速度,适量补充对接间隙处所缺失的原料量,保证焊缝的稳定成形。
43.进一步的,送料进丝部包括储料腔505和送料孔502,送料本体上贯穿开设有储料腔505,送料本体侧壁上开设有送料孔502,送料孔502与储料腔505连通,摩擦搅拌部位于储料腔505内。
44.进一步的,送料孔502的直径为0.5-10mm。
45.进一步的,摩擦搅拌部包括送料螺杆204、碎料刀片203和搅拌针205,送料螺杆204固接在安装底座202底端,碎料刀片203固接在送料螺杆204顶部外壁,搅拌针205固接在送料螺杆204底端,搅拌针205为锥形结构,搅拌针205的底端面与送料本体的下端面506齐平,送料螺杆204、碎料刀片203和搅拌针205均位于储料腔505内。
46.通过搅拌针205上部碎料刀片203、送料螺杆204的一体化设计,辅以进丝送料机构5,无需其他额外结构即可实现搅拌摩擦焊接过程中的原料补给,结构设计高效,运行稳定。
47.进一步的,为了促进材料的流动,搅拌针205周向外壁设置有包括螺纹结构、均布铣平面结构。
48.进一步的,送料螺杆204、碎料刀片203和搅拌针205的硬度、熔点高于待焊材料1的
硬度、熔点,送料螺杆204、碎料刀片203和搅拌针205的材质包括高速工具钢、热作模具钢、硬质合金、聚晶立方氮化硼。
49.进一步的,碎料刀片203为螺旋状结构,碎料刀片203刃口的形状包括方形、梯形、波浪形。
50.进一步的,送料螺杆204与储料腔505内壁之间留有间隙,间隙为丝材原料3直径的0.2-1倍,在不堵料/漏料的情况下确保丝材原料3的充分塑化及向下流动,送料螺杆204的螺距为丝材原料3直径的0.5-10倍,以确保丝材原料3的充分塑化流动。
51.进一步的,送料本体外壁固定套设有上端盖501,上端盖501位于送料孔502的上方,上端盖501上周向等间距开设有若干通孔504,通孔504用于和搅拌摩擦焊机的主轴进行装配,上端盖501侧壁固接有两个凸耳,两凸耳关于送料本体对称设置,两凸耳上均开设有螺纹孔503,两螺纹孔503沿上端盖501中心对称,两螺纹孔503分别用于安装进丝定位杆4与激光测距传感器6。
52.进一步的,通孔设置有4-8个。
53.进一步的,送料本体的下端面506外径为储料腔505直径的1.2-1.8倍,确保焊接过程中合适面积的下端面506与待焊材料1摩擦以提供匹配的热输入。
54.一种增材式填丝自调节搅拌摩擦焊方法,使用上的一种增材式填丝自调节搅拌摩擦焊的装置及其方法,包括如下步骤:
55.s1:进丝,将与待焊材料1同质或异质丝材原料3由进丝定位杆4送进送料孔502;
56.进一步的,丝材原料3的送料速度为600-10000mm/min。
57.进一步的,丝材原料3与待焊材料1同质时,丝材原料3包括铝及其合金丝、铜及其合金丝、镁及其合金丝材、钛及其合金丝以及钢丝。
58.进一步的,丝材原料3与待焊材料1异质时,如将强度更高的2系铝合金丝材用于5系铝合金待焊材料1的焊接过程中,通过高强材料的补给,实现焊缝性能的调节。
59.s2:送料,丝材原料3在碎料刀片203与储料腔505内壁的配合下,碎成颗粒状原料,送料螺杆204旋转方向与螺纹旋向相匹配,例如送料螺杆204的螺纹旋向为左旋时,其工作时应为顺时针旋转,颗粒状原料在高速旋转的送料螺杆204作用下,达到热塑化状态,并随着螺杆向下运动;
60.进一步的,送料螺杆204的旋转速度为200-6000rpm。
61.s3:焊接,搅拌针205扎入对接材料的对接面,被塑化的两侧材料和送料螺杆204挤下的原料一起塑化流动成形。
62.进一步的,焊接速度为20-2000mm/min,送料本体的下端面506与待焊材料1的距离应为-2-0mm。
63.进一步的,在s3中,激光测距传感器6对待焊材料1间隙发射激光,通过对激光往返时间的测定,计算出相应的距离,经信号转换器发送指令到判断单元,判断单元对指令进行处理后,启动装置及驱动装置被依次激活,驱使送丝机按指令工作,采样保持及反馈调节单元对送丝机的送丝速度实时检测反馈,调节稳定送丝速度。
64.根据激光测距传感器6对对接间隙的大小进行动态检测,并对送丝速度进行实时调整,焊接过程中对接间隙处所缺失的原料量进而得到适量补充,保证焊缝的稳定成形。
65.在本发明的描述中,需要理解的是,术语“纵向”、“横向”、“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。
66.以上所述的实施例仅是对本发明的优选方式进行描述,并非对本发明的范围进行限定,在不脱离本发明设计精神的前提下,本领域普通技术人员对本发明的技术方案做出的各种变形和改进,均应落入本发明权利要求书确定的保护范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1