一种适用薄壁筒段自动钻铆的柔性夹持保型装置的制作方法
1.本发明属于航空发动机薄壁筒段加工技术领域,涉及一种适用薄壁筒段自动钻铆的柔性夹持保型装置。
背景技术:
2.某航空发动机薄壁筒形件外壁需铆接多排支架,每排多个支架,沿周向均布,铆接完成后,需同外部组件装配连接,尺寸偏差不大于0.5mm。该薄壁筒形件焊后变形严重,此前采用手工加工方式进行钻孔铆接,主要的工艺路线为划线-定位焊-假装配-钻孔-打磨-铆接。由于手工加工生产效率低,零件加工质量不稳定,易出现返工现象,已无法满足生产需求。为解决这种现象,采用自动钻铆加工技术进行替代。采用自动钻铆加工系统进行钻孔铆接,需专用的保型夹具从内部将薄壁筒形件涨紧保型才能确保孔位置精度,因此亟需一种专用保型装置以实现薄壁筒形件的自动钻铆加工。
技术实现要素:
3.为解决上述技术问题,本发明的目的是提供一种适用薄壁筒段自动钻铆的柔性夹持保型装置,可从内部将薄壁筒形件涨紧确保自动钻铆加工时孔位置的精度。
4.本发明提供一种适用薄壁筒段自动钻铆的柔性夹持保型装置,包括:基座、主驱动锥齿轮和多个柔性夹持单元,所述主驱动锥齿轮通过第一轴承安装在基座的中心处,多个柔性夹持单元以主驱动锥齿轮为中心均匀设置在基座上;柔性夹持单元包括直线导轨、滑块、丝杠、小锥齿轮和型面卡爪,多个柔性夹持单元的直线导轨均匀设置在基座上,所述丝杠一端通过第二轴承安装在直线导轨上,另一端与滑块转接,所述滑块滑动设置在直线导轨上,所述小锥齿轮套设在丝杠的末端并与主驱动锥齿轮啮合,所述型面卡爪与滑块连接,所述型面卡爪的轮廓与薄壁筒段的内型面匹配;驱动装置通过依次驱动主驱动锥齿轮、小锥齿轮以及丝杠旋转,以带动滑块沿直线导轨滑动,进而实现多个型面卡爪同步移动到薄壁筒段内型面处将薄壁筒段涨紧。
5.在本发明的适用薄壁筒段自动钻铆的柔性夹持保型装置中,所述基座后面安装有电机和减速机,电机输出轴连接减速机,减速机的端头连接主驱动锥齿轮,驱动主驱动锥齿轮旋转。
6.在本发明的适用薄壁筒段自动钻铆的柔性夹持保型装置中,所述基座包括连接部和多个固定部,所述主驱动锥齿轮通过第一轴承安装在连接部的中心处,多个固定部与连接部一体成型制成并以连接部为中心均匀设置,多个柔性夹持单元设置在对应的固定部上。
7.在本发明的适用薄壁筒段自动钻铆的柔性夹持保型装置中,所述夹持保型装置还设有多个自动压紧机构,所述自动压紧机构包括:气动夹钳和压紧板,所述气动夹钳安装在对应的滑块上,型面卡爪固定在气动夹钳上,气动夹钳的翻转轴连接压紧板的连接端,气动夹钳带动压紧板做90度翻转以压紧或松开所述薄壁筒段的外壁。
8.在本发明的适用薄壁筒段自动钻铆的柔性夹持保型装置中,所述压紧板与薄壁筒段的外壁接触的压紧端设有橡胶压头。
9.本发明的一种适用薄壁筒段自动钻铆的柔性夹持保型装置,至少具有以下有益效果:1、保型装置可满足现场使用需求,通过八个型面卡爪同步运动均匀撑起薄壁筒段,保证钻铆加工过程中加工位置的精度。
10.2、八个型面卡爪可无级调整夹持筒段的直径,适应夹持单元行程范围类所有筒段的加工。同时,该装置通过更换不同支撑面轮廓形状、不同角度的型面卡爪,便可实现各种不同类型薄壁环形件的涨紧保型功能。
11.3、该柔性夹持保型装置操作简单方便,采用该装置夹持零件加工质量的稳定性高。更换下的卡爪质量轻,占用空间小,工人劳动强度低。并且面向新品零件进行夹具升级时,仅重新设计制造卡爪便可满足加工需求,成本较低。
附图说明
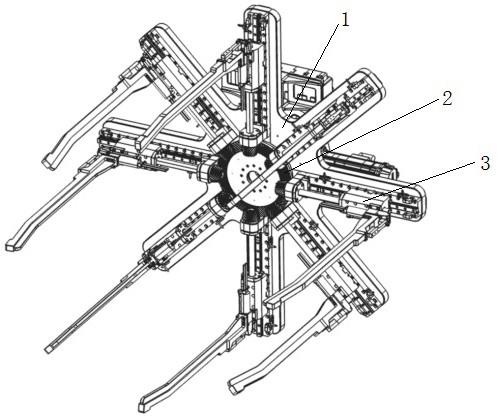
12.图1是本发明的一种适用薄壁筒段自动钻铆的柔性夹持保型装置的结构示意图;图2是柔性夹持单元与主驱动锥齿轮连接示意图;图3是本发明的柔性夹持保型装置的使用实施例。
具体实施方式
13.如图1和2所示,本发明的一种适用薄壁筒段自动钻铆的柔性夹持保型装置,包括:基座1、主驱动锥齿轮2和多个柔性夹持单元3,所述主驱动锥齿轮2通过第一轴承安装在基座1的中心处,多个柔性夹持单元3以主驱动锥齿轮2为中心均匀设置在基座1上。柔性夹持单元3包括直线导轨31、滑块32、丝杠33、小锥齿轮34和型面卡爪35,多个柔性夹持单元3的直线导轨31均匀设置在基座1上,所述丝杠33一端通过第二轴承36安装在直线导轨31上,另一端与滑块32转接,所述滑块32滑动设置在直线导轨31上。所述小锥齿轮34套设在丝杠33的末端并与主驱动锥齿轮2啮合。所述型面卡爪35与滑块32连接,所述型面卡爪35的轮廓与薄壁筒段的内型面匹配。驱动装置通过依次驱动主驱动锥齿轮2、小锥齿轮34以及丝杠33旋转,以带动滑块32沿直线导轨31滑动,进而实现多个型面卡爪35同步移动到薄壁筒段内型面处将薄壁筒段涨紧。
14.所述基座1后面安装有电机和减速机,电机输出轴连接减速机,减速机的端头连接主驱动锥齿轮,驱动主驱动锥齿轮旋转。
15.所述基座1包括连接部和多个固定部,所述主驱动锥齿轮2通过第一轴承安装在连接部的中心处,多个固定部与连接部一体成型制成并以连接部为中心均匀设置,多个柔性夹持单元3设置在对应的固定部上。
16.所述夹持保型装置还设有多个自动压紧机构,所述自动压紧机构包括:气动夹钳37和压紧板38,所述气动夹钳37安装在对应的滑块32上,型面卡爪35固定在气动夹钳37上,气动夹钳37的翻转轴连接压紧板38的连接端,气动夹钳37带动压紧板38做90度翻转以压紧或松开所述薄壁筒段的外壁。
17.所述压紧板38与薄壁筒段的外壁接触的压紧端设有橡胶压头。
18.为了解决薄壁筒形焊接件在自动钻铆加工系统中无法保证加工位置精度问题,进行了柔性夹持保型装置的设计。本发明的柔性夹持保型装置由8个柔性夹持单元3组成,8个柔性夹持单元3安装于同一个基座1之上,每个柔性夹持单元中由小锥齿轮34带动丝杠33转动来驱动型面卡爪35进行定位。所有柔性夹持单元3的小锥齿轮34由同一个主驱动锥齿轮2驱动,能够保证八个型面卡爪35同步运动,均匀撑起筒段,以确保筒段外轮廓度,由于齿轮的间隙换算到丝杠的转动角度上,可显著降低误差,进而保证自动钻铆加工位置精度。
19.如图3所示,是本发明的一种适用薄壁筒段自动钻铆的柔性夹持保型装置的使用实施例。在对某筒段自动钻铆加工过程中,将本发明的柔性夹持保型装置100安装于工业机器人300末端,通过工业机器人300坚持住柔性夹持保型装置的基座1,从而能够实现筒段在空间的定位。零件200位于待加工区,柔性夹持保型装置100的压紧板38抬起,处于未压紧状态,由工业机器人300夹持柔性夹持保型装置100进入零件200内部,主驱动锥齿轮2带动小锥齿轮34,进而联动丝杠33及滑块32,型面卡爪35沿直线导轨31运动至所夹持零件内型面,对零件涨紧后,气动夹钳37驱动压紧板38落下,压紧零件。本发明的柔性夹持保型装置100可随工业机器人300旋转,完成空间角向定位,移动及旋转过程中保持涨紧状态,确保零件200轮廓度满足加工要求,进而保证自动钻铆加工精度。
20.本发明的一种适用薄壁筒段自动钻铆的柔性夹持保型装置,可解决薄壁筒形焊接件在自动钻铆加工系统中无法保证加工位置精度的问题,并可满足多种筒形件的加工需求,实现低成本,高精度,高效率加工。
21.以上所述仅为本发明的较佳实施例,并不用以限制本发明的思想,凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1