一种用于曲面定位钻孔组合工具及使用方法与流程
1.本发明属于钣金零件成型技术领域,具体为一种用于曲面定位钻孔组合工具及使用方法。
背景技术:
2.飞机蒙皮组件一般由蒙皮零件与长珩零件铆接装配而成,为保证长珩零件与蒙皮零件的装配相对位置,需通过相互定位的装配孔进行定位铆接。受飞机蒙皮曲面外形影响,长珩零件的铆接面具有曲面特征,进而装配孔需设置在长珩零件曲面上。按传统方法,先使用平面钻孔样板对平面状态的零件钻装配孔,再成型零件曲面,由于曲面成型过程中存在材料流动,导致装配孔位置偏移,不能满足相互装配定位要求。若使用钻模制装配孔,由于零件类型多,导致钻模数量多、成本高且制造周期长,不适用企业发展需求,现需要一种结构简单、定位准确、使用简便的组合工具在曲面上钻制装配孔。
技术实现要素:
3.本发明目的是提供一种可以根据零件曲面特征,结构简单、使用方便定位钻孔的组合工具。
4.技术方案
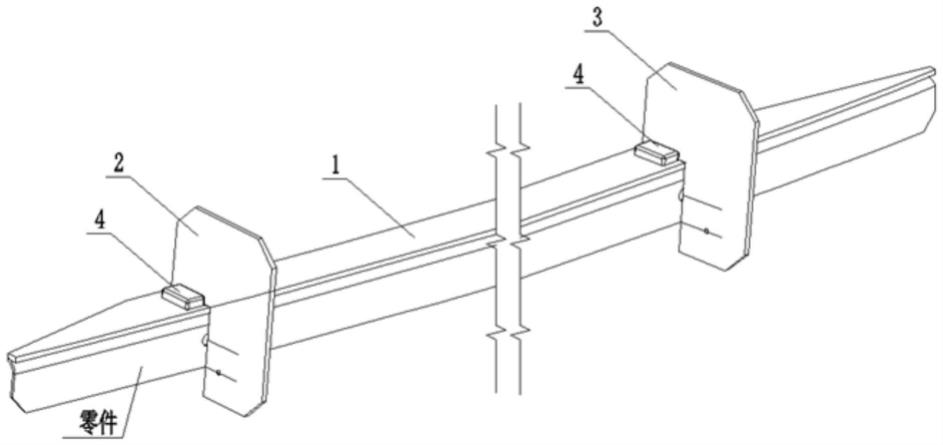
5.一种用于曲面定位钻孔组合工具,包括:外形定位板(1)、第一孔定位卡板(2)、第二孔定位卡板(3)、挡块(4)。所述外形定位板(1)的定位外形(1-1)与零件外形一致、外形定位板(1)的第一卡板位置线(1-2)和第二卡板位置线(1-3)分别为第一孔定位卡板(2)和第二孔定位卡板(3)的放置位置,第一孔定位卡板(2)的定位外形(2-1)与零件截面外形一致、第一孔定位卡板(2)的孔中心线(2-2)为零件其中一个装配孔孔位中心线、第一孔定位卡板(2)的切割线(2-3)为零件截面外形边界法线,第二孔定位卡板(3)的定位外形(3-1)与零件截面外形一致、第二孔定位卡板(3)的孔中心线(3-2)为零件另一个装配孔孔位中心线、第二孔定位卡板(3)的切割线(3-3)为零件截面外形边界法线,两块挡块(4)焊接在定位板(1)上,挡块(4)的定位面(4-1)分别与第一卡板位置线(1-2)、第二卡板位置线(1-3)平齐。
6.进一步的,外形定位卡板(1)的第一卡板位置线(1-2)和第二卡板位置线(1-3)贯穿外形定位卡板(1)。
7.进一步的,第一孔定位卡板(2)的孔中心线(2-2)和第二孔定位卡板(3)的孔中心线(3-2)长度为20mm。
8.进一步的,第一孔定位卡板(2)的切割线(2-3)和第二孔定位卡板(3)的切割线(3-3)长度通常为20mm。
9.进一步的,所述切割线(3-3)上切割圈尺寸为φ2mm。
10.进一步的,所述外形定位板(1)、第一孔定位卡板(2)、第二孔定位卡板(3)、挡块(4)均由不锈钢材料制成。不锈钢材料能够满足钢度需求。
11.进一步的,所述外形定位板(1)第一孔定位卡板(2)、第二孔定位卡板(3)厚度为
1.2mm。
12.进一步的,所述第一孔定位卡板(2)、第二孔定位卡板(3)的四周尖角均设有倒角。起到安全防护作用,避免刮伤。
13.一种用于曲面定位钻孔组合工具的使用方法,包括以下几个步骤:
14.步骤一:将外形定位卡板(1)放置在零件表面,且定位外形(1-1)与零件表面外形对齐;
15.步骤二:将第一孔定位卡板(2)和第二孔定位卡板(3)分别放置在第一卡板位置线(1-2)
16.和第二卡板位置线(1-3)上;
17.步骤三:调整第一孔定位卡板(2)和第二孔定位卡板(3)姿态,直至第一孔定位卡板
18.(2)和第二孔定位卡板(3)的侧面与定位面(4-1)贴合,定位外形(2-1)
19.和定位外形(3-1)与零件曲面贴合无缝隙,切割线(2-3)和切割线(3-3)
20.与零件曲面边缘贴合;
21.步骤四:通过孔中心线(2-2)和孔中心线(3-2)在零件曲面上获取装配孔孔中心点,
22.进而按孔中心点进行制孔。
23.技术效果
24.本发明设计一种用于曲面定位钻孔的组合工具,与现有技术相比,该组合工具结构简单,钻孔定位方便、准确。进而避免大批钻孔工装的投入,大幅度降低制造成本,缩短制造周期,有效保证曲面钻孔效率和质量。该发明不局限于长珩类零件的曲面钻孔,可拓展至类似结构特征的钣金零件曲面钻孔领域,提升钻孔效率,降低制造成本。
附图说明
25.图1是本发明的结构示意图;
26.图2是本发明外形定位板(1)的结构示意图;
27.图3是本发明第一孔定位卡板(2)的结构示意图;
28.图4是本发明第二孔定位卡板(3)的结构示意图;
29.图5是本发明挡块(4)的结构示意图。
具体实施方式
30.下面结合实施例对本发明作进一步描述。以下所述仅为本发明一部分实施例,非全部实施例。基于本发明实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
31.下面对本发明做进一步详细说明。参见图1、图2、图3、图4,图5、;本发明包括定位板1、定位卡板2、定位卡板3、挡块4;所述外形定位卡板(1)的定位外形(1-1)与零件外形一致、外形定位卡板(1)的第一卡板位置线(1-2)和第二卡板位置线(1-3)按第一孔定位卡板(2)和第二孔定位卡板(3)的放置位置刻画出。挡块(4)长方体焊接在定位板(1)上,且定位面(4-1)分别与第一卡板位置线(1-2)和第二卡板位置线(1-3)平齐。第一孔定位卡板(2)的
定位外形(2-1)与零件截面外形一致、第一孔定位卡板(2)的孔中心线(2-2)为零件一个装配孔孔位中心线、第一孔定位卡板(2)的切割线(2-3)为零件截面外形边界法线。第二孔定位卡板(3)的定位外形(3-1)与零件截面外形一致、第二孔定位卡板(3)的孔中心线(3-2)为零件另一个装配孔孔位中心线、第二孔定位卡板(3)的切割线(3-3)为零件截面外形边界法线。先将外形定位卡板(1)放置在零件表面,且外形(1-1)与零件表面外形对齐,再将第一孔定位卡板(2)和第二孔定位卡板(3)分别放置在第一卡板位置线(1-2)和第二卡板位置线(1-3)上,调整第一孔定位卡板(2)和第二孔定位卡板(3)姿态,直至第一孔定位卡板(2)和第二孔定位卡板(3)的侧面与定位面(4-1)贴合,定位外形(2-1)和定位外形(3-1)与零件曲面贴合无缝隙,切割线(2-3)和切割线(3-3)与零件曲面边缘贴合,最后通过孔中心线(2-2)和孔中心线(3-2)在零件曲面上获取装配孔孔中心,进而按孔中心进行制孔。
32.外形定位卡板(1)的第一卡板位置线(1-2)和第二卡板位置线(1-3)贯穿外形定位卡板(1)。
33.第一孔定位卡板(2)的孔中心线(2-2)和第二孔定位卡板(3)的孔中心线(3-2)长度为20mm
34.第一孔定位卡板(2)的切割线(2-3)和第二孔定位卡板(3)的切割线(3-3)长度通常为20mm,切割圈尺寸通常为φ2mm。
35.本技术领域技术人员可以理解的是,除非另外定义,这里使用的所有术语(包括技术术语和科学术语)具有与本发明所属领域中的普通技术人员的一般理解相同的意义。还应该理解的是,诸如通用字典中定义的那些术语应该被理解为具有与现有技术的上下文中的意义一致的意义,并且除非像这里一样定义,不会用理想化或过于正式的含义来解释。以上所述的具体实施方式,对本发明的目的、技术方案和有益效果进行了进一步详细说明,所应理解的是,以上所述仅为本发明的具体实施方式而已,并不用于限制本发明,凡在本发明的精神和原则之内,所做的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1