一种高效环形焊接机及其使用方法与流程
1.本技术涉及焊接机技术领域,更具体地说,涉及一种高效环形焊接机及其使用方法。
背景技术:
2.焊接就是运用各种可熔的合金(焊锡)联接金属部件的进程。焊锡的熔点比被焊材料的低,这样部件就会在不被熔化的情况下,通过其表面发生分子间的联络结束焊接。
3.现有技术公开号为cn107717226a的文献提供一种高效环形多光路激光焊接机,该装置通过第一滑块和第一滑槽的方式,能够使液压伸缩杆在承重板上进行前后移动,同时在通过第一轴承的方式,能够使条形板在液压伸缩杆上进行三百六十度旋转,上述的两种方式同时配合使用,能够有效提高焊接的效率,有效的提高了焊接质量,有效的提高了产品的合格率。
4.上述中的现有技术方案虽然通过现有技术的结构可以实现有关的有益效果,但是仍存在以下缺陷;该焊接机在进行使用时,由于该装置不便于对焊件进行限位固定,导致其在进行使用时需要人工手持,较为费时费力,影响焊接效率。
5.鉴于此,我们提出一种高效环形焊接机。
技术实现要素:
6.1.要解决的技术问题
7.本技术的目的在于提供一种高效环形焊接机,解决了上述背景技术中提出的技术问题,实现了对焊件的限位固定,代替人工手持,从而提高了焊接效率的技术效果。
8.2.技术方案
9.本技术实施例提供了一种高效环形焊接机,包括:焊接台、焊烟收集机构、液压杆、焊接机本体、调节杆、转动座、焊件旋转机构及焊件限位机构,所述焊接台上连接固定设置有焊烟收集机构;
10.所述液压杆连接固定设置于焊烟收集机构上,所述焊接机本体连接固定设置于液压杆的活动杆上;
11.焊接台上可转动的设置有调节杆;
12.调节杆的一端固定设置有转动座;调节杆上可滑动的设置有活动杆;活动杆的一端固定设置有转动座;
13.转动座上均可转动的设置有两个焊件旋转机构;所述焊件旋转机构可以带动焊件进行旋转,进行圆周焊接;
14.焊件旋转机构上均固定设置有多个焊件限位机构,所述焊件限位机构可以实现对不同形状的焊件进行限位固定的作用。
15.作为本技术文件技术方案的一种可选方案,所述焊烟收集机构包括收集座、进气罩、扇叶和驱动机构,所述收集座与焊接台连接固定设置,所述收集座进气端通过软管连接
固定设置有进气罩,所述进气罩连接固定设置于焊接机本体一侧,所述收集座内部转动连接设置有扇叶,收集座出气端内壁放置有活性炭。焊接台内设置有驱动机构,扇叶可转动的设置在驱动机构上,驱动机构可带动扇叶转动。
16.通过采用上述技术方案,启动电机a带动连接的扇叶转动,通过进气罩将焊接时产生的烟气抽吸到收集座内进行净化处理。
17.作为本技术文件技术方案的一种可选方案,所述驱动机构包括电机a、主动轮和从动轮,所述电机a位于焊接台内部,所述电机a输出端与扇叶连接固定设置,所述电机a输出端连接固定设置有主动轮,所述主动轮一侧啮合设置有从动轮;所述从动轮一侧连接固定设置有电推杆,所述电推杆另一端贯穿并与焊接台转动连接设置。
18.通过采用上述技术方案,启动电推杆带动连接的驱动轮移动,使得驱动轮与环形齿条啮合。
19.作为本技术文件技术方案的一种可选方案,所述调节杆另一端外壁转动连接设置有调节套,所述调节套内壁螺纹连接设置有活动杆,所述活动杆外壁与调节杆内壁滑动配合设置。
20.作为本技术文件技术方案的一种可选方案,调节杆上的所述转动座与焊接台转动连接设置,活动杆上的所述转动座端部连接固定设置有套杆,所述套杆外壁滑动配合设置有转动套,所述转动套与焊接台转动连接设置,所述转动套外壁连接固定设置有蜗轮;所述焊接台一侧外壁贯穿转动连接设置有蜗杆,所述蜗杆与蜗轮啮合传动设置。蜗杆的下方设置有电机c,电机c的转轴与蜗杆同轴固定连接。
21.通过采用上述技术方案,通过转动蜗杆便可以带动蜗轮连接的转动套转动,从而可以带动两个转动座转动。
22.作为本技术文件技术方案的一种可选方案,所述焊件旋转机构包括旋转座和环形齿条,所述旋转座与转动座转动连接设置,其中靠近电机a一侧的多个所述旋转座外壁连接固定设置有环形齿条;两个转动座上的旋转座均对应的同心设置;
23.所述电推杆外端连接固定设置有驱动轮,所述驱动轮可与环形齿条啮合传动设置。
24.通过采用上述技术方案,驱动轮转动,从而带动环形齿条连接的旋转座转动。
25.作为本技术文件技术方案的一种可选方案,所述焊件限位机构包括多个定位块,所述定位块靠近旋转座的一侧铰接设置有两个连杆;所述旋转座中部两侧内壁开设有滑槽,所述滑槽内壁与连杆端部滑动配合设置。
26.作为本技术文件技术方案的一种可选方案,所述焊件限位机构还包括多个转盘,所述转盘一侧偏心连接设置有两个拉杆,所述拉杆另一端与连杆端部连接,所述转盘另一侧连接固定设置有传动轮,其中一个所述传动轮连接固定设置有电机b,所述电机b与旋转座连接固定设置。
27.作为本技术文件技术方案的一种可选方案,所述旋转座一侧内壁转动连接设置有传动齿条,所述传动齿条与多个传动轮啮合传动设置。
28.通过采用上述技术方案,启动电机b,使得电机b带动连接的传动轮转动,然后通过传动齿条带动其他的传动轮转动,从而带动转盘转动,然后转盘带动拉杆连接的连杆,使得连杆的一端在滑槽内滑动,两个连杆的配合从而带动定位块与焊件接触进行定位固定。
29.一种高效环形焊接机的使用方法,包括以下步骤:
30.s1、当需要对焊件进行焊接时,首先可以根据焊接的形状选择合适的焊件限位机构;
31.s2、根据焊件的长度,转动调节套,使得调节套带动螺纹连接的活动杆移动,从而带动连接的转动座靠近另一个转动座,从而可以调节两个转动座之间的距离;
32.s3、将两个焊件分别放置到旋转座内,然后启动电机b,使得电机b带动连接的传动轮转动,然后通过传动齿条带动其他的传动轮转动,从而带动转盘转动,然后转盘带动拉杆连接的连杆,使得连杆的一端在滑槽内滑动,两个连杆的配合从而带动定位块与焊件接触进行定位固定;将焊件的两端均固定好;
33.s4、然后利用液压杆带动焊接机本体移动到合适的位置进行焊接,然后启动电机a带动连接的扇叶转动,通过进气罩将焊接时产生的烟气抽吸到收集座内进行净化处理;
34.s5、当需要旋转焊件进行环形焊接时,可以启动电推杆带动连接的驱动轮移动,使得驱动轮与环形齿条啮合,此时电机a连接的主动轮会带动从动轮转动,从而带动电推杆连接的驱动轮转动,从而带动环形齿条连接的旋转座转动,从而可以带动焊件旋转,进行环形焊接;
35.s6、在完成一个焊件的焊接后,可以通过转动蜗杆使两个转动座旋转一百八十度,对另一个焊件进行环形焊接。
36.3.有益效果
37.本技术实施例中提供的一个或多个技术方案,至少具有如下技术效果或优点:
38.1.本技术由于采用了焊件限位机构技术手段,所以有效解决了现有技术中的技术问题,进而实现了对不同形状的焊件进行限位固定,代替人工手持固定,从而可以实现快速的焊接的效果。
39.2.本技术通过设置驱动轮,可以在对焊件进行环形焊接时,可以在电机a带动扇叶转动的同时可以带动旋转座进行转动,从而可以对焊件进行环形焊接,使得装置的焊接方式多样化,进一步提高了焊接效率。
40.3.本技术通过设置多个焊接限位机构,可以使得装置根据焊件的不同形状选择不同的焊接限位机构,从而提高了装置的实用性,同时通过设置调节杆,可以调节两个转动座之间的间距,从而可以适用于不同尺寸焊件之间的焊接。
附图说明
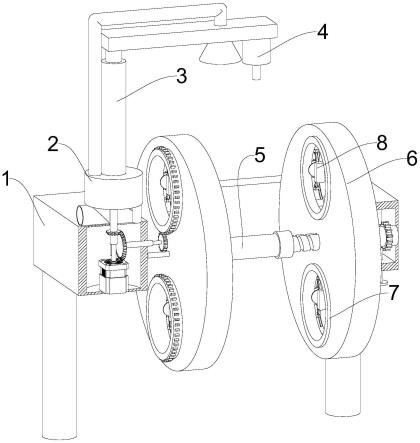
41.图1为本技术一较佳实施例公开的高效环形焊接机的整体结构示意图;
42.图2为本技术一较佳实施例公开的高效环形焊接机的整体结构局部剖视示意图;
43.图3为本技术一较佳实施例公开的高效环形焊接机的焊接台等结构局部剖视示意图;
44.图4为本技术一较佳实施例公开的高效环形焊接机的转动座等结构示意图;
45.图5为本技术一较佳实施例公开的高效环形焊接机的调节杆结构展开示意图;
46.图6为本技术一较佳实施例公开的高效环形焊接机的转动座结构示意图;
47.图7为本技术一较佳实施例公开的高效环形焊接机的焊件旋转机构及焊件限位机构结构局部剖视展开示意图;
48.图中标号说明:1、焊接台;2、焊烟收集机构;3、液压杆;4、焊接机本体;5、调节杆;6、转动座;7、焊件旋转机构;8、焊件限位机构;201、收集座;202、进气罩;203、扇叶;204、电机a;205、主动轮;206、从动轮;207、电推杆;208、驱动轮;501、调节套;502、活动杆;601、套杆;602、转动套;603、蜗轮;701、旋转座;702、环形齿条;703、滑槽;704、传动齿条;101、蜗杆;801、定位块;802、连杆;803、转盘;804、拉杆;805、传动轮;806、电机b。
具体实施方式
49.以下结合说明书附图对本技术作进一步详细说明。
50.参照图1、图2和图4,一种高效环形焊接机,包括焊接台1、焊烟收集机构2、液压杆3、焊接机本体4、调节杆5、转动座6、焊件旋转机构7和焊件限位机构8。
51.焊接台1上连接固定设置有焊烟收集机构2;
52.液压杆3连接固定设置于焊烟收集机构2上,焊接机本体4连接固定设置于液压杆3的活动杆上;
53.焊接台1上可转动的设置有调节杆5;
54.调节杆5的一端固定设置有转动座6;调节杆5上可滑动的设置有活动杆502;活动杆502的一端固定设置有转动座6;
55.转动座6上均可转动的设置有两个焊件旋转机构7,焊件旋转机构7可以带动焊件进行旋转,进行圆周焊接;
56.焊件旋转机构7上均固定设置有多个焊件限位机构8,焊件限位机构8可以实现对不同形状的焊件进行限位固定的作用。
57.参照图3,焊烟收集机构2包括收集座201、进气罩202、扇叶203和驱动机构,收集座201与焊接台1连接固定设置,收集座201进气端通过软管连接固定设置有进气罩202,进气罩202连接固定设置于焊接机本体4一侧,收集座201内部转动连接设置有扇叶203,收集座201出气端内壁放置有活性炭。焊接台1内设置有驱动机构,扇叶203可转动的设置在驱动机构上,驱动机构可带动扇叶203转动。
58.驱动机构包括电机a204、主动轮205和从动轮206,电机a204位于焊接台1内部,电机a204输出端与扇叶203连接固定设置,电机a204输出端连接固定设置有主动轮205,主动轮205一侧啮合设置有从动轮206;从动轮206一侧连接固定设置有电推杆207,电推杆207另一端贯穿并与焊接台1转动连接设置。
59.参照图5,调节杆5另一端外壁转动连接设置有调节套501,调节套501内壁螺纹连接设置有活动杆502,活动杆502外壁与调节杆5内壁滑动配合设置。
60.参照图3和图6,调节杆5上的转动座6与焊接台1转动连接设置,活动杆502上的转动座6端部连接固定设置有套杆601,套杆601外壁滑动配合设置有转动套602,转动套602与焊接台1转动连接设置,转动套602外壁连接固定设置有蜗轮603;焊接台1一侧外壁贯穿转动连接设置有蜗杆101,蜗杆101与蜗轮603啮合传动设置。转动套602与调节杆5同心设置。
61.进一步的,蜗杆101的下方设置有电机c,电机c的转轴与蜗杆101同轴固定连接。
62.参照图7,焊件旋转机构7包括旋转座701和环形齿条702;
63.旋转座701与转动座6转动连接设置,其中靠近电机a204一侧的旋转座701外壁连接固定设置有环形齿条702;两个转动座6上的旋转座701均对应的同心设置;
64.电推杆207外端连接固定设置有驱动轮208,驱动轮208可与环形齿条702啮合传动设置。
65.焊件限位机构8包括多个定位块801,定位块801靠近旋转座701的一侧铰接设置有两个连杆802;旋转座701中部两侧内壁开设有滑槽703,滑槽703内壁与连杆802端部滑动配合设置。
66.焊件限位机构8还包括多个转盘803,转盘803一侧偏心连接设置有两个拉杆804,拉杆804另一端与连杆802端部连接,转盘803另一侧连接固定设置有传动轮805,其中一个传动轮805连接固定设置有电机b806,电机b806与旋转座701连接固定设置。拉杆804两端呈球形结构设置,使得拉杆804可以多角度转动。
67.旋转座701一侧内壁转动连接设置有传动齿条704,传动齿条704与多个传动轮805啮合传动设置。
68.参照图1-图7,一种高效环形焊接机的使用方法,包括以下步骤:
69.s1、当需要对焊件进行焊接时,首先可以根据焊接的形状选择合适的焊件限位机构8;
70.s2、根据焊件的长度,转动调节套501,使得调节套501带动螺纹连接的活动杆502移动,从而带动连接的转动座6靠近另一个转动座6,从而可以调节两个转动座6之间的距离;
71.s3、然后将两个焊件分别放置到旋转座701内,然后启动电机b806,使得电机b806带动连接的传动轮805转动,然后通过传动齿条704带动其他的传动轮805转动,从而带动转盘803转动,然后转盘803带动拉杆804连接的连杆802,使得连杆802的一端在滑槽703内滑动,两个连杆802的配合从而带动定位块801与焊件接触进行定位固定;将焊件的两端均固定好;
72.s4、然后利用液压杆3带动焊接机本体4移动到合适的位置进行焊接,然后启动电机a204带动连接的扇叶203转动,通过进气罩202将焊接时产生的烟气抽吸到收集座201内进行净化处理;
73.s5、当需要旋转焊件进行环形焊接时,可以启动电推杆207带动连接的驱动轮208移动,使得驱动轮208与环形齿条702啮合,此时电机a204连接的主动轮205会带动从动轮206转动,从而带动电推杆207连接的驱动轮208转动,从而带动环形齿条702连接的旋转座701转动,从而可以带动焊件旋转,进行环形焊接;
74.s6、在完成一个焊件的焊接后,可以通过转动蜗杆101使两个转动座6旋转一百八十度,对另一个焊件进行环形焊接。
75.本发明实施例一种高效环形焊接机的实施原理为:当需要对焊件进行焊接时,首先可以根据焊接的形状选择合适的焊件限位机构8;根据焊件的长度,转动调节套501,使得调节套501带动螺纹连接的活动杆502移动,从而带动连接的转动座6靠近另一个转动座6,从而可以调节两个转动座6之间的距离;
76.然后将两个焊件分别放置到旋转座701内,然后启动电机b806,使得电机b806带动连接的传动轮805转动,然后通过传动齿条704带动其他的传动轮805转动,从而带动转盘803转动,然后转盘803带动拉杆804连接的连杆802,使得连杆802的一端在滑槽703内滑动,两个连杆802的配合从而带动定位块801与焊件接触进行定位固定;将焊件的两端均固定
好;
77.然后利用液压杆3带动焊接机本体4移动到合适的位置进行焊接,然后启动电机a204带动连接的扇叶203转动,通过进气罩202将焊接时产生的烟气抽吸到收集座201内进行净化处理;
78.当需要旋转焊件进行环形焊接时,可以启动电推杆207带动连接的驱动轮208移动,使得驱动轮208与环形齿条702啮合,此时电机a204连接的主动轮205会带动从动轮206转动,从而带动电推杆207连接的驱动轮208转动,从而带动环形齿条702连接的旋转座701转动,从而可以带动焊件旋转,进行环形焊接;
79.在完成一个焊件的焊接后,可以通过转动蜗杆101使两个转动座6旋转一百八十度,对另一个焊件进行环形焊接。
80.本发明采用焊件限位机构实现了对不同形状的焊件进行限位固定,代替人工手持固定,从而可以实现快速的焊接的效果。通过设置驱动轮,可以在对焊件进行环形焊接时,可以在电机a带动扇叶转动的同时可以带动旋转座进行转动,从而可以对焊件进行环形焊接,使得装置的焊接方式多样化,进一步提高了焊接效率。通过设置多个焊接限位机构,可以使得装置根据焊件的不同形状选择不同的焊接限位机构,从而提高了装置的实用性,同时通过设置调节杆,可以调节两个转动座之间的间距,从而可以适用于不同尺寸焊件之间的焊接。
81.以上显示和描述了本发明的基本原理、主要特征和本发明的优点。本行业的技术人员应该了解,本发明不受上述实施例的限制,上述实施例和说明书中描述的仅为本发明的优选例,并不用来限制本发明,在不脱离本发明精神和范围的前提下,本发明还会有各种变化和改进,这些变化和改进都落入要求保护的本发明范围内。本发明要求保护范围由所附的权利要求书及其等效物界定。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1