一种用于大型柔性薄板装配的智能胎架系统及其运行方法
1.本发明涉及柔性薄板装配辅助工具技术领域,尤其涉及一种用于大型柔性薄板装配的智能胎架系统及其运行方法。
背景技术:
2.胎架在大型曲板的装配过程中起到了定位、限制变形等作用。目前我国船舶建造、飞机机身装配等领域的胎架多为固定式,且一般采用均布式分布。这种胎架用于不同尺寸和曲率的薄板的装配时调整难度大,装配精度难以保证,且调整过程费时费力。针对上述问题和需求,设计出用于薄板装配的智能胎架,可以提高船舶、飞机等行业中薄板装配的效率,降低工人劳动强度,成为本领域技术人员的当务之急。
技术实现要素:
3.本发明的目的在于提出一一种用于大型柔性薄板装配的智能胎架系统及其运行方法,以克服在船舶、飞机等的大型柔性薄板装配过程中胎架支柱移动困难、定位精度低、自动化和智能化程度低等缺陷。
4.为达到上述目的,本发明提出一种用于大型柔性薄板装配的智能胎架系统,包括上位机、工作台和可移动夹具;
5.所述工作台的表面均匀布置有多个凸台和插销孔,所述可移动夹具作业于所述工作台上,所述可移动夹具的底部设有与所述插销孔配合的插销,以及设有与所述凸台配合,实现可移动夹具位置微调的辅助定位机构;所述上位机与所述可移动夹具实现信号连接。
6.进一步的,所述可移动夹具包括移动机构、辅助定位机构和支柱高度调节机构;
7.所述移动机构上设有支柱底座,所述支柱高度调节机构设于所述支柱底座上,用于支撑柔性薄板;
8.所述辅助定位机构包括两块凹形滑台,两块所述凹形滑台分别设于所述移动机构的前后两侧;两块所述凹形滑台通过驱动机构固定于所述支柱底座的下方;所述凹形滑台在所述驱动机构的驱动下实现相对所述移动机构两侧的伸缩以及垂直方向的位移;所述凹形滑台与所述工作台的接触面设有所述插销。
9.进一步的,所述可移动夹具上设有多个与所述上位机信号连接的传感器,所述传感器包括夹具位置传感器、支柱高度传感器以及激光雷达;
10.所述夹具位置传感器包括设于所述凹形滑台上的激光测距传感器和磁罗盘模块;
11.所述支柱高度传感器为集成有激光测距及压力传感器的接头,设于所述支柱高度调节机构上;
12.所述激光雷达设于所述可移动夹具上,用于与所述上位机信号传输,从而绘制工作区域地图以定位可移动夹具在工作区域内的相对坐标。
13.进一步的,所述移动机构为装配有四个麦克纳姆轮的小车,通过单片机和所述上位机之间的信号连接,利用电机定向驱动所述小车位移。
14.进一步的,所述支柱高度调节机构为伸缩高度可调的电缸,所述电缸的丝杠端部为用于支撑柔性薄板的球形支撑。
15.进一步的,所述上位机为raspberry pi 3model b+。
16.本发明发还提出一种智能胎架系统的运行方法,包括以下步骤:
17.步骤1:上位机通过数据模型交互信息、薄板的信息计算出可移动夹具的最优位置;
18.步骤2:根据最优位置信息,规划好可移动夹具在工作台上的行驶路线;
19.步骤3:通过单片机与上位机之间的信息交互,驱动可移动夹具移动到目标位置;
20.步骤4:可移动夹具移动到目标位置后,激光雷达将定位信息传递至所述上位机;
21.步骤5:所述上位机通过2d激光slam算法计算位置是否存在偏差,若存在偏差,判定为大偏差还是小偏差;
22.步骤6:大偏差则重新驱动可移动夹具位移到目标位置,若小偏差,通过驱动机构带动两块凹形滑台伸出,与工作台表面的凸台配合推动可移动夹具对自身位置进行微调;
23.步骤7:重复上述步骤5和步骤6,直至位置偏差在允许范围内;
24.步骤8:可移动夹具的位置移动完成后,通过驱动机构带动两块凹形滑台向下位移,使得凹形滑台底面的插销与工作台表面的插销孔配合卡接定位;
25.步骤9:可移动夹具的位置固定后,上位机通过坐标系调节机构得出支撑柔性薄板所需的竖直高度信息,通过支柱高度调节机构驱动支柱伸出至指定高度位置完成对柔性薄板的支撑。
26.与现有技术相比,本发明的优势之处在于:
27.1、本发明通过工作台和多台可移动夹具之间的撇和,可以便利地组成适应于各种形状柔性薄板装配的胎架系统,节省人力,提高工作效率。
28.2、本发明上位机和传感器之间的配合,通过反馈调节多次优化夹具的位置和高度,减少装配过程中产生的误差,有效提高焊接后柔性薄板的质量。
29.3、本发明的上位机和可移动智能夹具间采用集中式控制方法,满足装配过程中对简单环境因素进行分析的需求,减小了不必要的成本,经济安全。
30.4、本发明使用了2d激光slam算法,更准确地找到支柱支撑的理论位置,减小理论上的装配误差。
31.5、本发明通过工作台和可移动夹具之间结构配合,实现可移动夹具的微调以及定位的稳定性,保证定位精度的同时,简化了可移动夹具位置调节的步骤,有效提高了效率。
附图说明
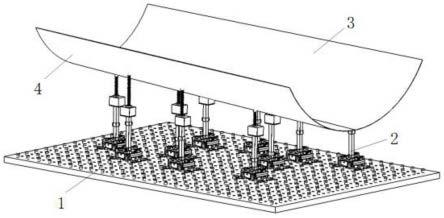
32.图1为本实施例的整体结构示意图;
33.图2为本实施例中的可移动智能夹具结构示意图;
34.图3为本实施例中的工作台结构示意图;
35.图4为本实施例中的工作流程图;
36.图5为本实施例中的工件关系图。
具体实施方式
37.为使本发明的目的、技术方案和优点更加清楚,下面将对本发明的技术方案作进一步地说明。
38.如图1所示,本发明提出一种用于大型柔性薄板装配的智能胎架系统,包括上位机、工作台1和可移动夹具2;
39.如图3所示,工作台1的表面均匀布置有多个凸台11和插销孔12,可移动夹具2作业于工作台1上,可移动夹具2的底部设有与插销孔12配合的插销25,以及设有与凸台11配合,实现可移动夹具2位置微调的辅助定位机构;上位机与可移动夹具2实现信号连接。
40.在本实施例中,如图2所示,可移动夹具2包括移动机构21、辅助定位机构和支柱高度调节机构23;
41.移动机构21为装配有四个麦克纳姆轮的小车,通过单片机和上位机之间的信号连接,利用电机定向驱动小车位移;移动机构21上设有支柱底座22,支柱高度调节机构23设于支柱底座22上,用于支撑柔性薄板;支柱高度调节机构23为伸缩高度可调的电缸,电缸的丝杠端部为用于支撑柔性薄板的球形支撑。
42.辅助定位机构包括两块凹形滑台24,两块凹形滑台24分别设于移动机构21的前后两侧;两块凹形滑台24通过驱动机构固定于支柱底座22的下方;凹形滑台24在驱动机构的驱动下实现相对移动机构21两侧的伸缩以及垂直方向的位移;凹形滑台24与工作台1的接触面设有插销25;驱动机构可以是多台推杆电机之间的配合,以实现凹形滑台24的伸缩以及竖向位移;凹形滑台24的伸缩目的在于将凹形滑台24的凹部和工作台1表面的凸台11配合,从而推动可移动夹具2实现微小位移以及角度的调整;凹形滑台24的竖直位移,主要是将底部的插销25和工作台1表面的插销孔12配合插接定位,从而保证支撑的稳定性。
43.在本实施例中,可移动夹具2上设有多个与上位机信号连接的传感器,传感器包括夹具位置传感器、支柱高度传感器以及激光雷达;
44.夹具位置传感器包括设于凹形滑台24上的激光测距传感器和磁罗盘模块;
45.支柱高度传感器为集成有激光测距及压力传感器的接头,设于支柱高度调节机构23上;
46.激光雷达设于可移动夹具2上,用于与上位机信号传输,从而绘制工作区域地图以定位可移动夹具2在工作区域内的相对坐标。
47.在本实施例中,上位机为raspberry pi 3model b+。
48.为了进一步便于本领域技术人员的理解,如图4所示,本发明的系统应用于两个柔性薄板之间的支撑装配,两块薄板为附图1中标价3和4所示两块薄板的尺寸为3000mm
×
1600mm
×
2mm,通过本发明的智能胎架系统将柔性薄板的支撑步骤如下:
49.步骤1:上位机通过数据模型交互信息、薄板的信息计算出可移动夹具2的最优位置;
50.步骤2:根据最优位置信息,规划好可移动夹具2在工作台1上的行驶路线;
51.步骤3:通过单片机与上位机之间的信息交互,驱动可移动夹具2移动到目标位置;
52.步骤4:可移动夹具2移动到目标位置后,激光雷达将定位信息传递至上位机;
53.步骤5:上位机通过2d激光slam算法计算位置是否存在偏差,若存在偏差,判定为大偏差还是小偏差;2d激光slam算法是一种处理激光雷达输出数据的常用方法,主要是通
过雷达采集样点,通过观测周围环境进行定位和建图的过程,本系统中所述周围环境已提前给定,slam算法可根据给定的环境参数进行精确定位;
54.步骤6:大偏差则重新驱动可移动夹具2位移到目标位置,若小偏差,通过驱动机构带动两块凹形滑台24伸出,与工作台1表面的凸台11配合推动可移动夹具2对自身位置进行微调;
55.步骤7:如图5所示,重复上述步骤5和步骤6,直至位置偏差在允许范围内;
56.步骤8:可移动夹具2的位置移动完成后,通过驱动机构带动两块凹形滑台24向下位移,使得凹形滑台24底面的插销25与工作台1表面的插销孔12配合卡接定位;
57.步骤9:可移动夹具2的位置固定后,上位机通过坐标系调节机构得出支撑柔性薄板所需的竖直高度信息,通过支柱高度调节机构23驱动支柱伸出至指定高度位置完成对柔性薄板的支撑。
58.上述仅为本发明的优选实施例而已,并不对本发明起到任何限制作用。任何所属技术领域的技术人员,在不脱离本发明的技术方案的范围内,对本发明揭露的技术方案和技术内容做任何形式的等同替换或修改等变动,均属未脱离本发明的技术方案的内容,仍属于本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1