一种热压模冲孔结构的制作方法
本发明涉及汽车零部件,具体涉及一种热压模冲孔结构。
背景技术:
1、目前,热压成型工艺在乘用车零部件制造领域的运用越来越广泛。传统的热压成型零件冲压成型后需进行三维激光切割镭射孔及轮廓边,因三维激光切割加工的固有工艺特征,相较冲压成型工艺而言,三维激光切割加工生产效率较低,往往在该工序出现瓶颈,这就导致激光切割加工几乎占据整个零件加工成本的1/3。通过传统预开发工艺可以实现部分孔的免切割,但通过统传预开发工艺实现的孔位及孔径精度较低,一般无法满足客户对安装孔的精度要求,而通过模内热冲切孔的工艺方式,不仅可以实现后工序免切割孔,还能确保孔径及孔位精度在0.1mm范围内,完全满足客户对零部件所有类型孔的精度要求。针对热压成型模的热冲切孔工艺,模具上模设置冲头,下模设置与冲头匹配的冲套,现有的冲套内壁平滑且与冲头直径匹配,因冲孔废料与冲套内壁无足够避让间隙,冲孔废料极易堆积卡在冲套内无法顺畅排出,需经常停机手工清理疏通,导致生产中断甚至造成冲头断裂模具损坏等严重后果。
技术实现思路
1、本发明所要解决的技术问题是:提供一种热压模冲孔结构,在保证原有冲套结构强度的基础上,确保冲孔废料顺利排出,避免频繁停机清除冲孔废料,从而大幅提升热压成型的生产效率,降低生产成本。
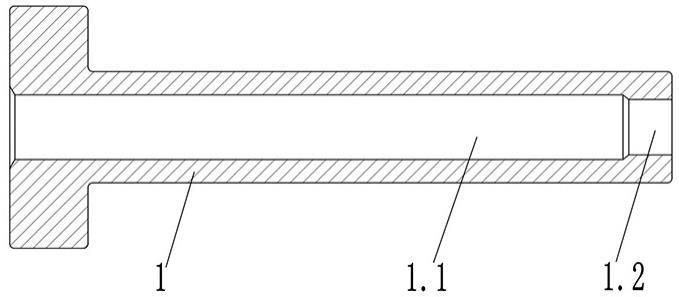
2、本发明所采用的技术方案是:一种热压模冲孔结构,包括上模和下模,所述的上模设置冲头,下模设置冲套,冲套内设置上下贯通的通孔,冲压时,冲头冲击工件并插入通孔内,所述冲套内的通孔为上小下大的阶梯孔,阶梯孔的小孔直径和冲头的直径相匹配。
3、作为本技术方案的优选, 所述小孔的高度至少为6mm。
4、作为本技术方案的优选,阶梯孔的大孔直径比小孔直径大2mm。
5、本发明和现有技术相比,有如下优点:
6、1.本发明通过优化热压模的冲套的通孔为阶梯式结构,解决连续热冲压生产冲孔废料堆积卡料问题,避免频繁停机清模,大幅提升热冲压和生产效率,降低零件加工制造成本。
7、2. 本发明采用的冲套结构,适用于热成型模内热冲孔工艺,冲套强度满足连续生产需求,冲孔精度满足各类安装孔的使用要求,运用范围广。
技术特征:
1.一种热压模冲孔结构,包括上模和下模,所述的上模设置冲头,下模设置冲套,冲套内设置上下贯通的通孔,冲压时,冲头冲击工件并插入通孔内,其特征在于:所述冲套内的通孔为上小下大的阶梯孔,阶梯孔的小孔直径和冲头的直径相匹配。
2.根据权利要求1所述的热压模冲孔结构,其特征在于:所述小孔的高度至少为6mm。
3.根据权利要求1所述的热压模冲孔结构,其特征在于:阶梯孔的大孔直径比小孔直径大2mm。
技术总结
本发明公开一种热压模冲孔结构,包括上模和下模,所述的上模设置冲头,下模设置冲套,冲套内设置上下贯通的通孔,冲压时,冲头冲击工件并插入通孔内,所述冲套内的通孔为上小下大的阶梯孔,阶梯孔的小孔直径和冲头的直径相匹配。本发明在保证原有冲套结构强度的基础上,确保冲孔废料顺利排出,避免频繁停机清除冲孔废料,从而大幅提升热压成型的生产效率,降低生产成本。
技术研发人员:张月祥,王承刚,叶祖君,王作孔,谭家爽
受保护的技术使用者:柳州宝钢汽车零部件有限公司
技术研发日:
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!