一种立式钻孔机床的制作方法
1.本发明涉及钻孔设备技术领域,具体涉及一种立式钻孔机床。
背景技术:
2.钻孔机床主要用钻头在工件上加工孔的机床,通常钻头旋转为主运动,钻头轴向移动为进给运动,钻床结构简单,加工精度相对较低,可钻孔,更换特殊刀具,加工过程中工件不动,让刀具移动,将刀具中心对正孔中心,并使刀具转动,现有钻床的特点是工件固定不动,刀具做旋转运动。
3.但是现有技术在长时间的使用过程中发现仍存在一定的弊端:一、在一台钻床上对同一个加工件加工多方位钻孔时,第一直孔加工完毕后,需要重新进行定位才可进行下一斜孔的钻制,但安装调试过程耗材较多,且调试过程工件产品角度尺寸偏差较大,存在返工及报废等质量问题;二、多方位钻孔时,现有技术需要待加工件完全冷却才可以进行下一孔位的钻制,而对于孔壁较薄的加工件,另一孔位钻制时,冷却状态的加工件经常存在孔壁开裂的情况。
技术实现要素:
4.本发明的目的在于提供一种立式钻孔机床,以解决现有技术中导致的上述缺陷。
5.一种立式钻孔机床,包括机架、主轴架、旋转机构以及同向翻转机构,所述主轴架可调节安装于机架上,主轴架上可拆卸安装有钻头,所述旋转机构安装于机架上,并用于调节钻孔位置,所述同向翻转机构安装于旋转机构上,并用于调节钻孔角度及快速冷却。
6.优选的,所述旋转机构包括转盘、旋转架以及导向板,所述转盘转动安装于机架的上端,转盘的侧端于机架的外侧安装有握柄,所述旋转架安装于转盘的上端,旋转架的两侧安装有强磁体,所述导向板有两个并对称安装于旋转架的两侧,两个所述导向板上开设有对称设置的弧形导向口。
7.优选的,所述同向翻转机构包括驱动电机、丝杠以及工装座,所述驱动电机安装于旋转架上,驱动电机的输出端及旋转架上安装有同步轮,多个所述同步轮之间通过同步带相连,所述丝杠贯穿旋转架并与同步轮同轴连接,丝杠的另一端转动安装于旋转架上,丝杠上螺纹安装有滑块,导向板上于弧形导向口内滑动安装有翻转杆,所述翻转杆上安装有弧形导向条,所述滑块滑动设置于弧形导向条上,所述工装座可调节安装于翻转杆的另一端上。
8.优选的,所述握柄的两侧端在转动过程中与机架相抵,所述强磁体与机架的上表面相吸合。
9.优选的,所述丝杠为非全螺纹结构。
10.优选的,所述工装座在水平方向上的转动轨迹与钻头在竖直方向上的投影相交。
11.本发明的优点在于:
12.通过在机架上设置旋转机构及同向翻转机构,由握柄分别将转盘转动至机架的两
个端部位置,并由驱动电机的输出端经同步带带动上方的两个同步轮同方向转动,进而带动对应的两个丝杠同步转动,从而带动滑块沿着翻转杆方向滑动,在弧形导向条的导向下带动翻转杆沿着弧形导向口的方向进行固定角度翻转偏斜,进而带动外侧安装有加工件的工装座同步固定角度偏斜,完成第二斜孔孔位的钻制,两次孔位加工保证产品一致性,避免调试耗材及出现质量问题的情况;
13.在第一加工孔位加工完毕后的余温条件下,再次拉动升降把手完成另一斜孔孔位的钻制,最后再次反向转动转盘至机架的另一侧,完成另一个工装座上加工件的斜孔钻制,实现即使加工较薄孔壁加工件,也可避免出现孔壁开裂的情况。
附图说明
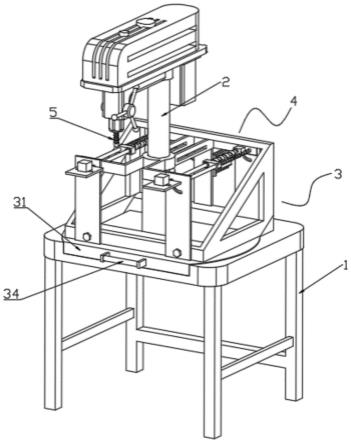
14.图1为本发明的结构示意图。
15.图2为本发明中旋转机构与同向翻转机构的装配示意图。
16.图3为图2中a处的放大图。
17.其中,1-机架,2-主轴架,3-旋转机构,4-同向翻转机构,5-钻头,31-转盘,32-旋转架,33-导向板,34-握柄,35-强磁体,36-弧形导向口,41-驱动电机,42-丝杠,43-工装座,44-同步轮,45-同步带,46-滑块,47-翻转杆,48-弧形导向条。
具体实施方式
18.为使本发明实现的技术手段、创作特征、达成目的与功效易于明白了解,下面结合具体实施方式,进一步阐述本发明。
19.如图1至图3所示,一种立式钻孔机床,包括机架1、主轴架2、旋转机构3以及同向翻转机构4,所述主轴架2可调节安装于机架1上,主轴架2上可拆卸安装有钻头5,所述旋转机构3安装于机架1上,并用于调节钻孔位置,所述同向翻转机构4安装于旋转机构3上,并用于调节钻孔角度及快速冷却。
20.在本实施例中,所述旋转机构3包括转盘31、旋转架32以及导向板33,所述转盘31转动安装于机架1的上端,转盘31的侧端于机架1的外侧安装有握柄34,所述旋转架32安装于转盘31的上端,旋转架32的两侧安装有强磁体35,所述导向板33有两个并对称安装于旋转架32的两侧,两个所述导向板33上开设有对称设置的弧形导向口36。
21.在本实施例中,所述同向翻转机构4包括驱动电机41、丝杠42以及工装座43,所述驱动电机41安装于旋转架32上,驱动电机41的输出端及旋转架32上安装有同步轮44,多个所述同步轮44之间通过同步带45相连,所述丝杠42贯穿旋转架32并与同步轮44同轴连接,丝杠42的另一端转动安装于旋转架32上,丝杠42上螺纹安装有滑块46,导向板33上于弧形导向口36内滑动安装有翻转杆47,所述翻转杆47上安装有弧形导向条48,所述滑块46滑动设置于弧形导向条48上,所述工装座43可调节安装于翻转杆47的另一端上。
22.需要说明的是,驱动电机41为伺服电机,所述丝杠42为非全螺纹结构,两个工装座43的同向翻转,反转后加工件的高热孔位置于操作人员的侧端,避免烫伤的同时,翻转过程还可快速降温。
23.此外,所述工装座43在水平方向上的转动轨迹与钻头5在竖直方向上的投影相交。
24.工作过程及原理:本发明在使用过程中,首先将待钻孔的加工件定位安装于两个
工装座43上,然后操作人员通过握柄34手动将转盘31转动至机架1的一侧,并由强磁体35与机架1表面的相互吸合使得转盘31停止转动,此时一个工装座43上的加工件孔位置于钻头5的正下方,启动主轴架2上的电控开关后拉动升降把手完成第一孔位的钻制,然后反向转动转盘31至机架1的另一侧,完成另一个工装座43上加工件的钻孔;
25.然后,启动驱动电机41使其输出端带动同步轮44转动,经同步带45带动上方的两个同步轮44同方向转动,进而带动对应的两个丝杠42同步转动,从而带动滑块46沿着翻转杆47方向滑动,在滑块46的滑动过程中,在弧形导向条48的导向下带动翻转杆47沿着弧形导向口36的方向进行固定角度翻转偏斜,进而带动外侧安装有加工件的工装座43同步固定角度偏斜,实现在第一加工孔位加工完毕后的余温条件下,再次拉动升降把手完成另一斜孔孔位的钻制,最后再次反向转动转盘31至机架1的另一侧,完成另一个工装座43上加工件的斜孔钻制。
26.基于上述,本发明通过在机架1上设置旋转机构3及同向翻转机构4,由握柄34分别将转盘31转动至机架1的两个端部位置,并由驱动电机41的输出端经同步带45带动上方的两个同步轮44同方向转动,进而带动对应的两个丝杠42同步转动,从而带动滑块46沿着翻转杆47方向滑动,在弧形导向条48的导向下带动翻转杆47沿着弧形导向口36的方向进行固定角度翻转偏斜,进而带动外侧安装有加工件的工装座43同步固定角度偏斜,完成第二斜孔孔位的钻制,两次孔位加工保证产品一致性,避免调试耗材及出现质量问题的情况;
27.在第一加工孔位加工完毕后的余温条件下,再次拉动升降把手完成另一斜孔孔位的钻制,最后再次反向转动转盘31至机架1的另一侧,完成另一个工装座43上加工件的斜孔钻制,实现即使加工较薄孔壁加工件,也可避免出现孔壁开裂的情况。
28.由技术常识可知,本发明可以通过其它的不脱离其精神实质或必要特征的实施方案来实现。因此,上述公开的实施方案,就各方面而言,都只是举例说明,并不是仅有的。所有在本发明范围内或在等同于本发明的范围内的改变均被本发明包含。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1