一种芯片自动装配治具贴片的装置及方法与流程
1.本发明涉及智能芯片治具上下架安装的技术领域,具体涉及一种芯片自动装配治具贴片的装置及方法。
背景技术:
2.贴片的英文缩写是smt,是表面组装技术,是目前电子组装行业里最流行的一种技术和工艺。smt贴片指的是在pcb基础上进行加工的系列工艺流程的简称。pcb意为印刷电路板。电子电路表面组装技术,称为表面贴装或表面安装技术,是一种将无引脚或短引线表面组装元器件安装在印制电路板的表面或其它基板的表面上,通过再流焊或浸焊等方法加以焊接组装的电路装连技术。
3.随着生产技术的发展及生产效率的提升,传统的人工贴片技术既不能保证贴片的准确性、一致性,还极大的阻碍了pcb贴片的效率提升。在此基础上,贴片治具就能很好的解决贴片的准确性、一致性问题,但是没有完全解决人工贴片带来的效率提升问题。因此,如何提供一种进一步提升贴片效率,保证贴片一致性和准确性的自动化装配治具进行芯片贴片的方案是本领域亟待解决的技术问题。
技术实现要素:
4.(1)要解决的技术问题
5.本发明的目的在于克服现有技术的不足,适应现实需要,提供一致性和准确性的自动化装配治具进行芯片贴片的方案,以解决上述技术问题。
6.(2)技术方案
7.为了实现本发明的目的,本发明所采用的技术方案为:
8.一种芯片自动装配治具贴片的装置,包括:上料机、贴片机、下料机及控制器;其中,
9.所述上料机,包括:治具放置轨道、抓取机械手及芯片材料流入轨道;所述治具放置轨道延伸连接至所述贴片机,并电连接至所述控制器;所述抓取机械手位于所述治具放置轨道上方,电连接至所述控制器,将治具从旁边的治具放置位抓取后放置于所述治具放置轨道;所述芯片材料流入轨道,电连接至所述控制器,位于所述抓取机械手下方,与所述治具接入轨道间隔预设间隔距离;
10.所述贴片机,贴合至所述上料机,框架组装区域的贴片轨道连接至所述贴片内腔中治具放置轨道,连接至所述控制器,以预设的锡焊策略焊接所述治具上的材料元件,连接至框架料仓;
11.所述下料机,电连接至所述控制器,包括:下料机械手、成品收料轨道、不合格料回收轨道及治具下料升降轨道;所述下料机械手,以预设的位置关系置于所述框架料仓相应位置,从所述框架料仓吸取产品;所述成品收料轨道,以预设的成品收料位置关系置于所述下料机械手相应位置,从所述下料机械手接收检测合格的成品;所述不合格料回收轨道,以
预设的不合格料回收位置关系置于所述下料机械手相应位置,从所述下料机械手接收检测不合格的成品;所述治具下料升降轨道,以预设的治具下料位置关系置于所述框架料仓相应位置,从所述框架料仓接收所述治具。
12.可选地,其中,所述抓取机械手,包括:原料抓取机械手和上料机械手;所述原料抓取机械手,位于所述芯片材料流入轨道相对位置,将芯片件原料抓取放置于所述芯片材料流入轨道;所述上料机械手,位于所述治具放置轨道相应位置,吸取所述芯片件原料放置于所述治具对应位置。
13.可选地,其中,该芯片自动装配治具贴片的装置,还包括:框架收料仓及框架料仓;所述框架料仓,位于所述治具放置轨道相应位置,用于放置框架产品;所述框架收料仓,位于所述治具放置轨道相应位置,用于收取除框架之外的放置料。
14.可选地,其中,该芯片自动装配治具贴片的装置,还包括:治具回流轨道,电连接至所述控制器,一端连接至所述治具下料升降轨道下方,另一端连接至所述治具放置轨道,将所述治具从所述治具下料升降轨道回流至所述治具放置轨道。
15.可选地,其中,所述成品收料轨道,电连接至所述控制器,并连接至料盒进出轨道,所述料盒进出轨道,分为上下两层,上层为满载料盒放置轨道,下层为空载料盒放置轨道;所述料盒进出轨道底下附有升降轴,带动所述料盒进出轨道升降。
16.另一方面,本发明还提供一种芯片自动装配治具贴片的方法,实施于上述芯片自动装配治具贴片的装置;该装置包括:上料机、贴片机、下料机及控制器;其中,
17.所述上料机,包括:治具放置轨道、抓取机械手及芯片材料流入轨道;所述治具放置轨道延伸连接至所述贴片机,并电连接至所述控制器;所述抓取机械手位于所述治具放置轨道上方,电连接至所述控制器,将治具从旁边的治具放置位抓取后放置于所述治具放置轨道;所述芯片材料流入轨道,电连接至所述控制器,位于所述抓取机械手下方,与所述治具接入轨道间隔预设间隔距离;
18.所述贴片机,贴合至所述上料机,贴片内腔中框架组装区域的贴片轨道连接至所述治具放置轨道,连接至所述控制器,以预设的锡焊策略焊接所述治具上的材料元件,连接至框架料仓;
19.所述下料机,电连接至所述控制器,包括:下料机械手、成品收料轨道、不合格料回收轨道及治具下料升降轨道;所述下料机械手,以预设的位置关系置于所述框架料仓相应位置,从所述框架料仓吸取产品;所述成品收料轨道,以预设的成品收料位置关系置于所述下料机械手相应位置,从所述下料机械手接收检测合格的成品;所述不合格料回收轨道,以预设的不合格料回收位置关系置于所述下料机械手相应位置,从所述下料机械手接收检测不合格的成品;所述治具下料升降轨道,以预设的治具下料位置关系置于所述框架料仓相应位置,从所述框架料仓接收所述治具;
20.该方法包括:
21.控制所述治具放置位接入所述治具后,下降至预指定高度,控制所述抓取机械手将所述治具抓取到所述治具放置轨道;
22.控制芯片材料从所述芯片材料流入轨道流入,由所述抓取机械手抓取放入所述治具内相应位置;
23.控制装载好芯片材料的所述治具进入所述贴片机的治具放置轨道,以对应的锡焊
策略焊接所述治具上的材料元件,转运至所述框架料仓;
24.控制所述下料机械手从所述框架料仓中吸取产品,根据预设的成品检测标准检测后,将所述产品中合格的成品放置于所述成品收料轨道;将所述产品中不合格的成品放置于所述不合格料回收轨道;并将所述治具放置于所述治具下料升降轨道的对应位置。
25.可选地,其中,该方法,还包括:
26.控制所述抓取机械手中的原料抓取机械手,将芯片件原料抓取放置于所述芯片材料流入轨道;
27.控制所述抓取机械手中的上料机械手,吸取所述芯片件原料放置于所述治具对应位置。
28.可选地,其中,该方法,还包括:
29.控制所述原料抓取机械手从框架料仓中吸取产品,判定为框架时将其放置于所述治具中并装配至对应位置;
30.判定为非框架时将其放置于框架收料仓中。
31.可选地,其中,该方法,还包括:
32.控制所述治具下料升降轨道将所述治具移动至所述下料升降轨道下方的治具回流轨道;
33.控制所述治具回流轨道将所述治具移动至所述治具放置位下方的治具升级轨道,进而移动至所述治具放置位。
34.可选地,其中,该方法,还包括:
35.控制所述成品收料轨道,将其产品输送至料盒进出轨道的料盒内;
36.控制所述料盒进出轨道的满载料盒流入上层的满载料盒放置轨道;
37.空载料盒流入下层的空载料盒放置轨道;
38.通过料盒进出轨道底下附有的升降轴将空载料盒放置轨道与所述满载料盒放置轨道切换。
39.(3)有益效果:
40.本发明中芯片自动装配治具贴片的装置及方法,通过控制器的程序化控制,结合上料机、贴片机、下料机,将芯片原件及贴片的元器件、装载治具分别程序化放置对应位置,通过自动流程化的轨道及抓取机械手将各个物件准确、高效地贴合至芯片原件上,并自动化检测成本的合格性,对应放置于相应的放置仓内,实现了保证贴片一致性和准确性的自动化装配治具且进一步提升贴片效率进行自动化芯片贴片的方案。
附图说明
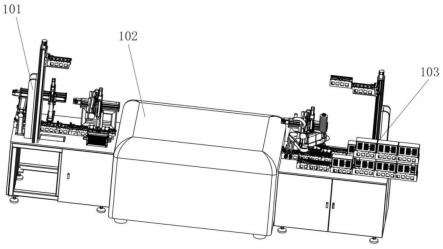
41.图1为本发明中一种芯片自动装配治具贴片的装置的结构示意图;
42.图2为本发明中一种芯片自动装配治具贴片的装置中上料机的结构示意图;
43.图3为本发明中一种芯片自动装配治具贴片的装置中上料机另一面的结构示意图;
44.图4为本发明中一种芯片自动装配治具贴片的装置中下料机的结构示意图;
45.图5为本发明中一种芯片自动装配治具贴片的装置中下料机另一面的结构示意图;
46.图6为本发明中一种芯片自动装配治具贴片的方法的流程示意图;
47.图7为本发明中第二种芯片自动装配治具贴片的方法的流程示意图;
48.图8为本发明中第三种芯片自动装配治具贴片的方法的流程示意图;
49.图9为本发明中第四种芯片自动装配治具贴片的方法的流程示意图;
50.图10为本发明中第五种芯片自动装配治具贴片的方法的流程示意图。
具体实施方式
51.下面结合附图1-10和实施例对本发明进一步说明:
52.具体的,如图1-10所示,图1为本实施例中一种芯片自动装配治具贴片的装置的结构示意图;图2为本实施例中一种芯片自动装配治具贴片的装置中上料机的结构示意图;图3为本实施例中一种芯片自动装配治具贴片的装置中上料机另一面的结构示意图;图4为本实施例中一种芯片自动装配治具贴片的装置中下料机的结构示意图;图5为本实施例中一种芯片自动装配治具贴片的装置中下料机另一面的结构示意图;图6为本实施例中一种芯片自动装配治具贴片的方法的流程示意图;图7为本实施例中第二种芯片自动装配治具贴片的方法的流程示意图;图8为本实施例中第三种芯片自动装配治具贴片的方法的流程示意图;图9为本实施例中第四种芯片自动装配治具贴片的方法的流程示意图;图10为本实施例中第五种芯片自动装配治具贴片的方法的流程示意图。
53.具体地,本实施例中提供一种芯片自动装配治具贴片的装置,包括:上料机101、贴片机102、下料机103及控制器(图中未示出,该控制器是总体控制整个装置运行的总控系统);其中,上料机101,包括:治具放置轨道111、抓取机械手112及芯片材料流入轨道113;治具放置轨道延伸连接至贴片机,并电连接至控制器;抓取机械手位于治具放置轨道上方,电连接至控制器,将治具从旁边的治具放置位114抓取后放置于治具放置轨道;芯片材料流入轨道,电连接至控制器,位于抓取机械手下方,与治具接入轨道间隔预设间隔距离。
54.贴片机102,贴合至上料机,框架组装区域的贴片轨道连接至贴片内腔中治具放置轨道,连接至控制器,以预设的锡焊策略焊接治具上的材料元件,连接至框架料仓。
55.下料机103,电连接至控制器,包括:下料机械手131、成品收料轨道132、不合格料回收轨道133及治具下料升降轨道134;下料机械手,以预设的位置关系置于框架料仓相应位置,从框架料仓吸取产品;成品收料轨道,以预设的成品收料位置关系置于下料机械手相应位置,从下料机械手接收检测合格的成品;不合格料回收轨道,以预设的不合格料回收位置关系置于下料机械手相应位置,从下料机械手接收检测不合格的成品;治具下料升降轨道,以预设的治具下料位置关系置于框架料仓相应位置,从框架料仓接收治具。
56.在一些可选的实施例中,抓取机械手112,包括:原料抓取机械手201和上料机械手202;原料抓取机械手,位于芯片材料流入轨道相对位置,将芯片件原料抓取放置于芯片材料流入轨道;上料机械手,位于治具放置轨道相应位置,吸取芯片件原料放置于治具对应位置。
57.在一些可选的实施例中,该装置还包括:框架收料仓301及框架料仓302;框架料仓,位于治具放置轨道相应位置,用于放置框架产品;框架收料仓,位于治具放置轨道相应位置,用于收取除框架之外的放置料。
58.在一些可选的实施例中,该装置还包括:治具回流轨道401,电连接至控制器,一端
连接至治具下料升降轨道下方,另一端连接至治具放置轨道,将治具从治具下料升降轨道回流至治具放置轨道。
59.在一些可选的实施例中,成品收料轨道,电连接至控制器,并连接至料盒进出轨道402,料盒进出轨道,分为上下两层,上层为满载料盒放置轨道,下层为空载料盒放置轨道;料盒进出轨道底下附有升降轴,带动料盒进出轨道升降。
60.在一些可选的实施例中,还提供一种芯片自动装配治具贴片的方法,实施于上述的芯片自动装配治具贴片的装置,该方法包括:
61.步骤601、控制治具放置位接入治具后,下降至预指定高度,控制抓取机械手将治具抓取到治具放置轨道;
62.步骤602、控制芯片材料从芯片材料流入轨道流入,由抓取机械手抓取放入治具内相应位置;
63.步骤603、控制装载好芯片材料的治具进入贴片机的治具放置轨道,以对应的锡焊策略焊接治具上的材料元件,转运至框架料仓;
64.步骤604、控制下料机械手从框架料仓中吸取产品,根据预设的成品检测标准检测后,将产品中合格的成品放置于成品收料轨道;将产品中不合格的成品放置于不合格料回收轨道;并将治具放置于治具下料升降轨道的对应位置。
65.以dbc原料作为芯片原料来进行说明,通过治具升级轨道从上方接入治具后,下降到指定高度由dbc机械手抓取到治具轨道。dbc由上工序设备流入本机,dbc到位后由dbc机械手抓取放入治具内,操作完成治具流入到框架组装区域。框架机械手从框架料仓吸取产品,吸取后判断是框架还是隔纸,如果是隔纸就抛入隔纸收料仓,如果是框架就把框架放入治具内进行装配。
66.拆分/下料机说明:接入治具后进行拆分,合格品放入成品收料轨道进行收集,不合格品则放入不合格品轨道进行收集,治具则流入治具升降轨道,由升降轨道输送到回流轨道。成品收料轨道接入产品后将产品输送到收料平台上的料盒内。料盒装满后自动流入料盒进出轨道上层,完成后收料平台与料盒进出轨道下层对接,接入空料盒再继续进行工作。不合格品轨道接入产品后把产品输送到不合格品缓存上的料盒内可缓存10片等待人工处理。
67.在一些可选的实施例中,还提供第二种芯片自动装配治具贴片的方法,与图6中不同的是,还包括:
68.步骤701、控制抓取机械手中的原料抓取机械手,将芯片件原料抓取放置于芯片材料流入轨道。
69.步骤702、控制抓取机械手中的上料机械手,吸取芯片件原料放置于治具对应位置。
70.在一些可选的实施例中,还提供第三种芯片自动装配治具贴片的方法,与图7中不同的是,还包括:
71.步骤801、控制原料抓取机械手从框架料仓中吸取产品,判定为框架时将其放置于治具中并装配至对应位置。
72.步骤802、判定为非框架时将其放置于框架收料仓中。
73.在一些可选的实施例中,还提供第四种芯片自动装配治具贴片的方法,与图6中不
同的是,还包括:
74.步骤901、控制治具下料升降轨道将治具移动至下料升降轨道下方的治具回流轨道。
75.步骤902、控制治具回流轨道将治具移动至治具放置位下方的治具升级轨道,进而移动至治具放置位。
76.在一些可选的实施例中,还提供第五种芯片自动装配治具贴片的方法,与图6中不同的是,还包括:
77.步骤1001、控制成品收料轨道,将其产品输送至料盒进出轨道的料盒内。
78.步骤1002、控制料盒进出轨道的满载料盒流入上层的满载料盒放置轨道。
79.步骤1003、空载料盒流入下层的空载料盒放置轨道。
80.步骤1004、通过料盒进出轨道底下附有的升降轴将空载料盒放置轨道与满载料盒放置轨道切换。
81.本发明的实施例公布的是较佳的实施例,但并不局限于此,本领域的普通技术人员,极易根据上述实施例,领会本发明的精神,并做出不同的引申和变化,但只要不脱离本发明的精神,都在本发明的保护范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1