一种锥形薄壁锻件热压成型设备的制作方法
本发明涉及热压设备,具体为一种锥形薄壁锻件热压成型设备。
背景技术:
1、在对锥形薄壁类的锻件进行制作时,需要液压下降的结构对一定厚度的材料进行热压,由于热压成型的过程中,接触均是较为刚性,在没有预热的情况下就进行工作容易对热压成型的各个结构造成损伤,且降低了锥形薄壁类的锻件的品质。
2、传统的锥形薄壁锻件热压成型设备不便于通过改动锥形成型腔室内部的结构,让其在未进行热压成型工作时,在其内部积蓄热量,以达到预热效果,且传统的锥形薄壁锻件热压成型设备不便于对需要热压的材料进行保温作用,一定程度上保持材料的原本高温,利于后续的热压工作,传统的锥形薄壁锻件热压成型设备不便于在即将泄漏大量热量的同时,驱动抽风结构来将外泄的热量抽走,以保持加工的外部环境。
3、针对上述问题,为此,提出一种锥形薄壁锻件热压成型设备。
技术实现思路
1、本发明的目的在于提供一种锥形薄壁锻件热压成型设备,解决了传统的锥形薄壁锻件热压成型设备不便于通过改动锥形成型腔室内部的结构,让其在未进行热压成型工作时,在其内部积蓄热量,以达到预热效果,且传统的锥形薄壁锻件热压成型设备不便于对需要热压的材料进行保温作用,一定程度上保持材料的原本高温,利于后续的热压工作,传统的锥形薄壁锻件热压成型设备不便于在即将泄漏大量热量的同时,驱动抽风结构来将外泄的热量抽走,以保持加工的外部环境背景技术中的问题。
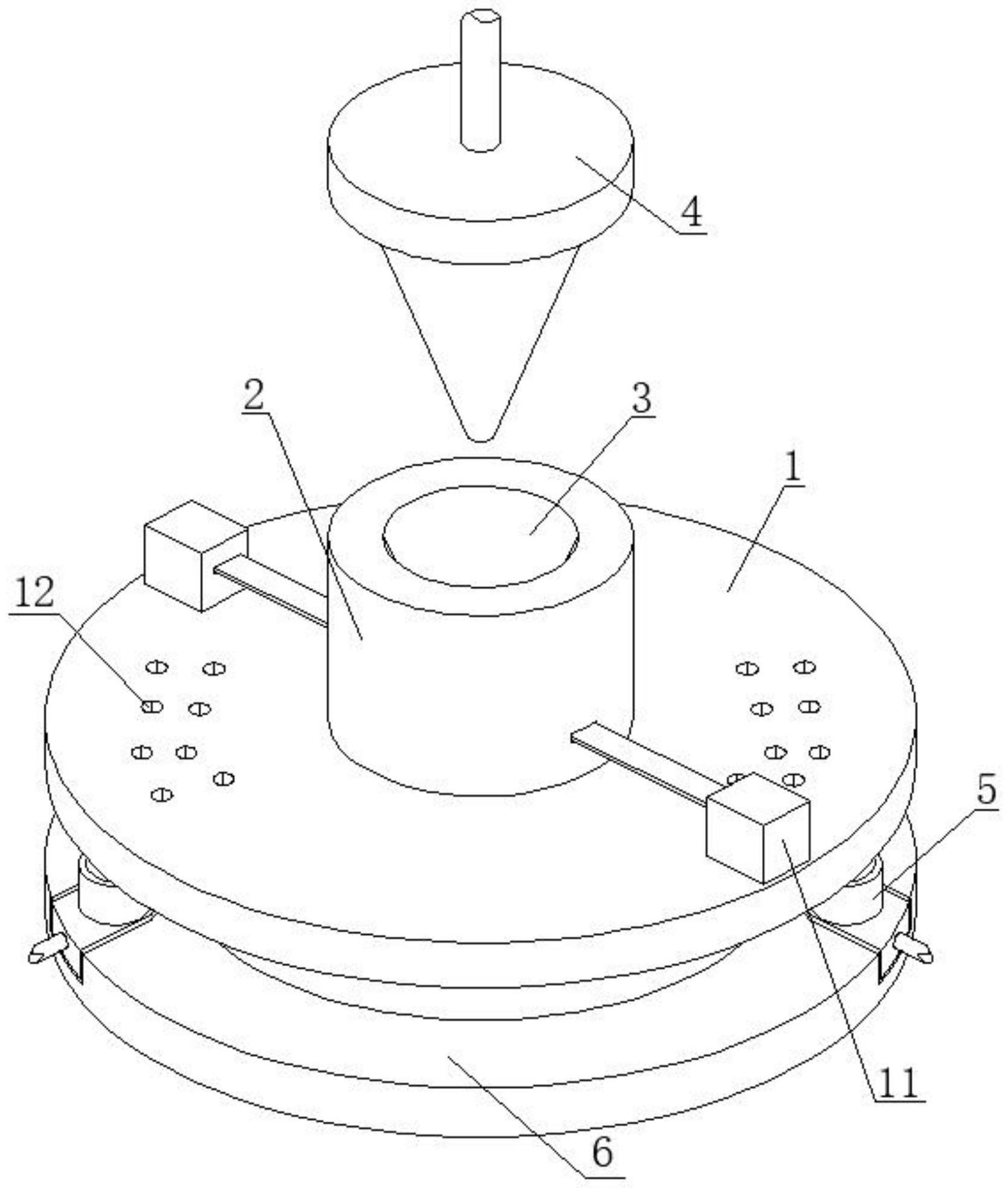
2、为实现上述目的,本发明提供如下技术方案:一种锥形薄壁锻件热压成型设备,包括热压台和设置在热压台上端的锻件筒,锻件筒的正上端设置有锥形液压升降组件,其特征在于:锻件筒的内部开设有锥形腔室和预热腔,且锥形腔室与锥形液压升降组件下端相匹配,预热腔的内部设置有支撑组件,且支撑组件设置有多组,热压台的内部设置有油加热组件,且油加热组件处于预热腔的正下方位置,热压台的内部开设有构件槽,构件槽的内部设置有抽风组件,且抽风组件至少设置一组,通过油加热组件的加热,热量进入预热腔内部对锥形腔室进行预热和保温,且加工锥形薄壁锻件时,热量进入到锥形腔室内部对锻件进行加热,抽风组件用于将多余热量回收。
3、进一步地,热压台的上端设置有驱动箱,驱动箱设置两组,热压台的上端还贯穿开设有对流槽,且对流槽设置多组,多组的对流槽位置处于至少一组的抽风组件正上方位置。
4、进一步地,构件槽的内壁下端设置有第二刚玉莫来石砖,且第二刚玉莫来石砖与抽风组件的组数一致,第二刚玉莫来石砖内部设置有集热管,且集热管与抽风组件内部相连通,热压台的上端还设置有第一刚玉莫来石砖,且第一刚玉莫来石砖与驱动箱相连接,第一刚玉莫来石砖的组数与驱动箱的组数相一致。
5、进一步地,驱动箱的内部设置有电动伸缩杆和电性组件,且驱动箱的内部还嵌合设置有l型嵌合条,l型嵌合条一端嵌合在预热腔内部,l型嵌合条一侧与电动伸缩杆相连接,且l型嵌合条同一侧与电性组件电性连接。
6、进一步地,锥形腔室的最下端位置开设有底槽,且底槽与预热腔相连通,l型嵌合条的宽度大于底槽的直径。
7、进一步地,l型嵌合条的一端贯穿开设有第一透热槽,且第一透热槽设置多组,多组的第一透热槽位置处于预热腔内部,l型嵌合条同一端设置有t型嵌合条,l型嵌合条通过t型嵌合条卡合在锥形腔室的下端。
8、进一步地,支撑组件包括支撑环,支撑环内部贯穿开设有斜向环槽,且斜向环槽内壁与锥形腔室外侧焊接,多组的支撑环所开设的斜向环槽直径大小不一,且均与锥形腔室外侧相连接,支撑环的内部贯穿开设有第二透热槽,且第二透热槽设置多组。
9、进一步地,抽风组件的内部下端设置有第一固定环,抽风组件的内部中端设置有第二固定环,抽风组件的内部上端设置有抽风扇。
10、进一步地,第一固定环内部设置有电机和第一支撑杆,且第一支撑杆设置多组,多组所述的第一支撑杆一端与第一固定环内壁相连接,另一端与电机外侧相连接。
11、进一步地,第二固定环包括设置在其内部的限位环和第二支撑杆,电机通过轴与抽风扇相连接,且此轴贯穿了限位环,第二支撑杆设置多组,多组的第二支撑杆一端与第二固定环内壁相连接,另一端与限位环外侧相连接。
12、与现有技术相比,本发明的有益效果如下:
13、1、本发明提供的一种锥形薄壁锻件热压成型设备,本申请通过通过油加热组件的加热,热量进入预热腔内部对锥形腔室进行预热和保温,且加工锥形薄壁锻件时,热量进入到锥形腔室内部对锻件进行加热,抽风组件用于将多余热量回收,解决了传统的锥形薄壁锻件热压成型设备不便于通过改动锥形成型腔室内部的结构,让其在未进行热压成型工作时,在其内部积蓄热量,以达到预热效果,且传统的锥形薄壁锻件热压成型设备不便于对需要热压的材料进行保温作用,一定程度上保持材料的原本高温,利于后续的热压工作,传统的锥形薄壁锻件热压成型设备不便于在即将泄漏大量热量的同时,驱动抽风结构来将外泄的热量抽走,以保持加工的外部环境的问题。
技术特征:
1.一种锥形薄壁锻件热压成型设备,包括热压台(1)和设置在热压台(1)上端的锻件筒(2),锻件筒(2)的正上端设置有锥形液压升降组件(4),其特征在于:锻件筒(2)的内部开设有锥形腔室(3)和预热腔(7),且锥形腔室(3)与锥形液压升降组件(4)下端相匹配,预热腔(7)的内部设置有支撑组件(8),且支撑组件(8)设置有多组,热压台(1)的内部设置有油加热组件(9),且油加热组件(9)处于预热腔(7)的正下方位置,热压台(1)的内部开设有构件槽(6),构件槽(6)的内部设置有抽风组件(5),且抽风组件(5)至少设置一组,通过油加热组件(9)的加热,热量进入预热腔(7)内部对锥形腔室(3)进行预热和保温,且加工锥形薄壁锻件时,热量进入到锥形腔室(3)内部对锻件进行加热,抽风组件(5)用于将多余热量回收。
2.根据权利要求1所述的一种锥形薄壁锻件热压成型设备,其特征在于:热压台(1)的上端设置有驱动箱(11),驱动箱(11)设置两组,热压台(1)的上端还贯穿开设有对流槽(12),且对流槽(12)设置多组,多组的对流槽(12)位置处于至少一组的抽风组件(5)正上方位置。
3.根据权利要求1所述的一种锥形薄壁锻件热压成型设备,其特征在于:构件槽(6)的内壁下端设置有第二刚玉莫来石砖(14),且第二刚玉莫来石砖(14)与抽风组件(5)的组数一致,第二刚玉莫来石砖(14)内部设置有集热管(15),且集热管(15)与抽风组件(5)内部相连通,热压台(1)的上端还设置有第一刚玉莫来石砖(13),且第一刚玉莫来石砖(13)与驱动箱(11)相连接,第一刚玉莫来石砖(13)的组数与驱动箱(11)的组数相一致。
4.根据权利要求2所述的一种锥形薄壁锻件热压成型设备,其特征在于:驱动箱(11)的内部设置有电动伸缩杆(111)和电性组件(112),且驱动箱(11)的内部还嵌合设置有l型嵌合条(113),l型嵌合条(113)一端嵌合在预热腔(7)内部,l型嵌合条(113)一侧与电动伸缩杆(111)相连接,且l型嵌合条(113)同一侧与电性组件(112)电性连接。
5.根据权利要求4所述的一种锥形薄壁锻件热压成型设备,其特征在于:锥形腔室(3)的最下端位置开设有底槽(31),且底槽(31)与预热腔(7)相连通,l型嵌合条(113)的宽度大于底槽(31)的直径。
6.根据权利要求5所述的一种锥形薄壁锻件热压成型设备,其特征在于:l型嵌合条(113)的一端贯穿开设有第一透热槽(1131),且第一透热槽(1131)设置多组,多组的第一透热槽(1131)位置处于预热腔(7)内部,l型嵌合条(113)同一端设置有t型嵌合条(1132),l型嵌合条(113)通过t型嵌合条(1132)卡合在锥形腔室(3)的下端。
7.根据权利要求1所述的一种锥形薄壁锻件热压成型设备,其特征在于:支撑组件(8)包括支撑环(81),支撑环(81)内部贯穿开设有斜向环槽(82),且斜向环槽(82)内壁与锥形腔室(3)外侧焊接,多组的支撑环(81)所开设的斜向环槽(82)直径大小不一,且均与锥形腔室(3)外侧相连接,支撑环(81)的内部贯穿开设有第二透热槽(83),且第二透热槽(83)设置多组。
8.根据权利要求1所述的一种锥形薄壁锻件热压成型设备,其特征在于:抽风组件(5)的内部下端设置有第一固定环(51),抽风组件(5)的内部中端设置有第二固定环(52),抽风组件(5)的内部上端设置有抽风扇(53)。
9.根据权利要求8所述的一种锥形薄壁锻件热压成型设备,其特征在于:第一固定环(51)内部设置有电机(511)和第一支撑杆(512),且第一支撑杆(512)设置多组,多组所述的第一支撑杆(512)一端与第一固定环(51)内壁相连接,另一端与电机(511)外侧相连接。
10.根据权利要求9所述的一种锥形薄壁锻件热压成型设备,其特征在于:第二固定环(52)包括设置在其内部的限位环(521)和第二支撑杆(522),电机(511)通过轴与抽风扇(53)相连接,且此轴贯穿了限位环(521),第二支撑杆(522)设置多组,多组的第二支撑杆(522)一端与第二固定环(52)内壁相连接,另一端与限位环(521)外侧相连接。
技术总结
一种锥形薄壁锻件热压成型设备,属于热压设备技术领域,为了解决传统的锥形薄壁锻件热压成型设备不便于通过改动锥形成型腔室内部的结构,让其在未进行热压成型工作时,在其内部积蓄热量,以达到预热效果,且传统的锥形薄壁锻件热压成型设备不便于对需要热压的材料进行保温作用,一定程度上保持材料的原本高温,利于后续的热压工作,传统的锥形薄壁锻件热压成型设备不便于在即将泄漏大量热量的同时,驱动抽风结构来将外泄的热量抽走,以保持加工外部环境的问题;本申请通过通过油加热组件的加热,热量进入预热腔内部对锥形腔室进行预热和保温,且加工锥形薄壁锻件时,热量进入到锥形腔室内部对锻件进行加热,抽风组件用于将多余热量回收。
技术研发人员:高美才,孙美峰
受保护的技术使用者:南通港石机械有限公司
技术研发日:
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!