一种封头过渡环的加工方法与流程
本发明涉及封头加工,特别地,涉及一种封头过渡环的加工方法。
背景技术:
1、随着经济的发展需要,能源需求增加,lng储罐的需求相应增加,lng储罐的容积可达600立方,从而lng储罐的封头的尺寸较大,最大直径尺寸可达42884mm,因此,lng储罐的封头无法整体成形,通常需要将多个分片焊接起来。其中,封头的过渡环是lng储罐的重要物料之一,因此,封头的过渡环在加工过程中,相邻的两个分片之间的焊缝需要进行焊接,现有技术中,通常是工作人员直接对焊缝进行焊接,但是封头的过渡环为弧形状结构,且封头的过渡环焊接时没有支撑,从而导致焊接较困难,进而工作效率较低。
技术实现思路
1、基于此,有必要提供一种工作效率较高的封头过渡环的加工方法。
2、本发明解决其技术问题所采用的技术方案是:一种封头过渡环的加工方法,所述封头过渡环的加工方法包括以下步骤:
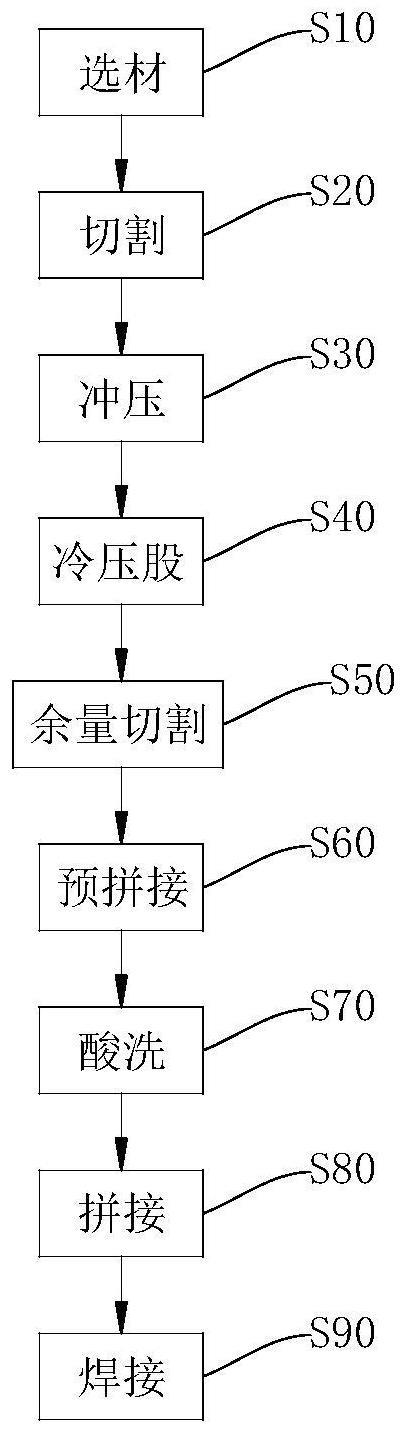
3、步骤s10:选材,准备钢板和支撑件;
4、步骤s20:切割,根据设计的尺寸对选取的所述钢板进行切割,以形成多个分片,使得多个所述分片能够构成一个圆环;
5、步骤s30:冲压,通过冲压机和冲压模具对所述分片进行冷冲压,
6、步骤s40:冷压股,将冲压后的所述分片安装在压鼓机上,对所述分片进行压鼓操作;
7、步骤s50:余量切割,对压鼓后的所述分片根据立体样板进行划线,并根据划线对所述分片进行坡口处理;
8、步骤s60:预拼接,将每个所述分片置于所述支撑件上拼合形成封头过渡环;
9、步骤s70:酸洗,为了去除氧化层、油液和锈蚀物,将酸洗液均匀涂抹在封头表面上,然后用清水冲洗干净;
10、步骤s80:拼接,首先拼接所述支撑件,并在拼接后的所述支撑件上对酸洗后的所述分片进行拼接;
11、步骤s90:焊接,将所述分片的两侧通过焊接设备对相邻的两个所述分片之间的焊缝进行焊接,多个所述分片焊接后形成一个封头过渡环。
12、进一步地,所述分片的数量与所述支撑件的数量相同,所述分片放置于所述支撑件上,且一个所述分片与一个所述支撑件相对应。
13、进一步地,所述分片及所述支撑件均具有六十四个。
14、进一步地,每个所述支撑件包括本体部和拼接部,所述拼接部与所述本体部相连接,且所述拼接部位于所述本体部的右端。
15、进一步地,所述本体部的左端开设有与所述拼接部相配合的拼接槽。
16、进一步地,所述本体部的上端面为弧形状结构,且所述弧形状结构的弯曲弧度与所述分片压股后的弯曲弧度相同。
17、进一步地,所述本体部的上端面上开设有防滑槽,所述防滑槽呈矩形状结构。
18、进一步地,所述本体部上开设有焊接槽,所述焊接槽贯穿所述本体部的相对两侧,所述焊接槽设置在所述本体部的中间位置处。
19、进一步地,在步骤s40中,所述分片压鼓后的圆弧半径r为270mm。
20、本发明的有益效果是:本发明提供的封头过渡环的加工方法,通过将多个分片在支撑件上拼接后进行焊接,从而使得封头过渡环焊接时具有支撑,从而焊接较简单,进而工作效率较高。
技术特征:
1.一种封头过渡环的加工方法,其特征在于:所述封头过渡环的加工方法包括以下步骤:
2.如权利要求1所述的封头过渡环的加工方法,其特征在于:所述分片的数量与所述支撑件的数量相同,所述分片放置于所述支撑件上,且一个所述分片与一个所述支撑件相对应。
3.如权利要求2所述的封头过渡环的加工方法,其特征在于:所述分片及所述支撑件均具有六十四个。
4.如权利要求1所述的封头过渡环的加工方法,其特征在于:每个所述支撑件包括本体部和拼接部,所述拼接部与所述本体部相连接,且所述拼接部位于所述本体部的右端。
5.如权利要求4所述的封头过渡环的加工方法,其特征在于:所述本体部的左端开设有与所述拼接部相配合的拼接槽。
6.如权利要求5所述的封头过渡环的加工方法,其特征在于:所述本体部的上端面为弧形状结构,且所述弧形状结构的弯曲弧度与所述分片压股后的弯曲弧度相同。
7.如权利要求4所述的封头过渡环的加工方法,其特征在于:所述本体部的上端面上开设有防滑槽,所述防滑槽呈矩形状结构。
8.如权利要求4所述的封头过渡环的加工方法,其特征在于:所述本体部上开设有焊接槽,所述焊接槽贯穿所述本体部的相对两侧,所述焊接槽设置在所述本体部的中间位置处。
9.如权利要求1所述的封头过渡环的加工方法,其特征在于:在步骤s40中,所述分片压鼓后的圆弧半径r为270mm。
技术总结
本发明公开了一种封头过渡环的加工方法,其包括以下步骤:步骤S10:选材,准备钢板和支撑件;步骤S20:切割,对选取的钢板进行切割;步骤S30:冲压,对分片进行冷冲压,步骤S40:冷压股,对分片进行压鼓操作;步骤S50:余量切割,对压鼓后的分片根据立体样板进行划线,并根据划线对分片进行坡口处理;步骤S60:预拼接,将每个分片于支撑件上拼合形成过渡环;步骤S70:酸洗;步骤S80:拼接,首先拼接支撑件,并在拼接后的支撑件上对分片拼接;步骤S90:焊接,将分片的两侧通过焊接设备对焊缝进行焊接,多个分片焊接后形成一个封头过渡环。通过将多个分片在支撑件上拼接后进行焊接,使得封头的过渡环焊接时具有支撑,焊接简单,工作效率较高。
技术研发人员:吕向阳,胡奇云,卢定健,梁泽锋
受保护的技术使用者:常州旷达威德机械有限公司
技术研发日:
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!