一种模具冲头更换快速装置的制作方法
:本发明属于冲压加工,特别涉及一种模具冲头更换快速装置。
背景技术
0、
背景技术:
1、冲压是金属成形加工的一种重要方式之一,是机械制造业的基础行业,其发展程度反应一个国家的制造工艺技术的竞争力,其产品涉及家电制造业、汽车制造业、电子电器业、仪器仪表业、装备制造业等诸多方面,运用范围非常广泛,冲压加工过程中,模具维修技术的提升对生产效率、品质保障、成本控制起到非常大的影响。
2、随着模具冲头的使用,需要对其进行更换检修,在冲头工作时,冲头冲断的废料的废料容易迸射到下模模面,及堵住废料下料口,导致下料不畅的现象,且在对冲头进行更换时,需要拆卸较多的零件,导致冲头更换不方便。
技术实现思路
0、
技术实现要素:
1、本发明的目的就在于为了解决上述问题而提供一种模具冲头更换快速装置。
2、为了解决上述问题,本发明提供了一种技术方案:
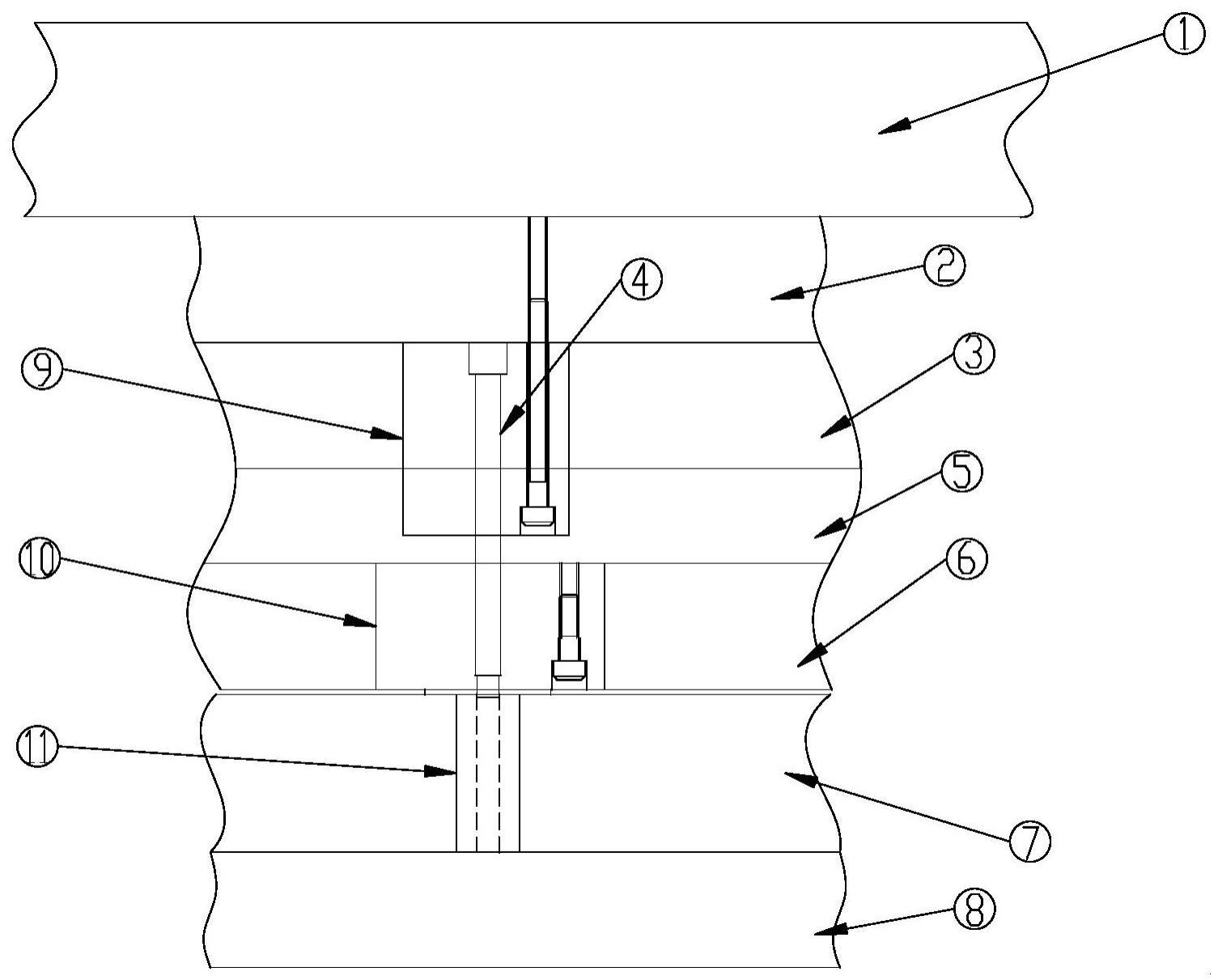
3、一种模具冲头更换快速装置,包括上夹板,所述上夹板的底部固定连接有止挡板,所述止挡板的底部固定连接有脱料板,所述上夹板与止挡板的上部设有一号入子,所述脱料板位于一号入子的下方设有二号入子,所述脱料板的下方活动设有下模板,所述下模板相对一号入子与二号入子的位置设有三号入子。
4、作为本发明的一种优选技术方案,所述上夹板的顶部固定连接有上垫板,所述上垫板的顶部固定连接有上模座。
5、作为本发明的一种优选技术方案,所述下模板的底部固定连接有下垫板。
6、作为本发明的一种优选技术方案,所述一号入子、二号入子与三号入子插接有冲头,所述冲头的底部延伸至下模板的三号入子中。
7、作为本发明的一种优选技术方案,所述下模板的三号入子口的锥度单边为1.5°。
8、本发明的有益效果:
9、本发明通过在上垫板、上夹板、止挡板、脱料板的冲头固定位置全部增加入子并用螺丝固定,可缩短大部分拆装时间,第一无需从冲床拆卸模具,其次只需拆除少数几颗固定入子的螺丝即可完成冲头更换作业,缩短停机维修作业时间,提高生产效率,降低模具维修成本及降低生产成本;
10、因免除了从冲床拆卸后才能维修的过程,可直接在冲床上完成冲头快速更换作业,因此大幅度降低了模具拆装过程中可能发生安全事故的概率,同时避免了冲床到维修场所来回运输过程中可能发生安全事故的概率,复杂的冲头更换作业简化为冲头快速更换作业,避免因复杂的维修作业而发生安全事故的可能性。
技术特征:
1.一种模具冲头更换快速装置,其特征在于,包括上夹板(3),所述上夹板(3)的底部固定连接有止挡板(5),所述止挡板(5)的底部固定连接有脱料板(6),所述上夹板(3)与止挡板(5)的上部设有一号入子(9),所述脱料板(6)位于一号入子(9)的下方设有二号入子(10),所述脱料板(6)的下方活动设有下模板(7),所述下模板(7)相对一号入子(9)与二号入子(10)的位置设有三号入子(11)。
2.根据权利要求1所述的一种模具冲头更换快速装置,其特征在于:所述上夹板(3)的顶部固定连接有上垫板(2),所述上垫板(2)的顶部固定连接有上模座(1)。
3.根据权利要求1所述的一种模具冲头更换快速装置,其特征在于:所述下模板(7)的底部固定连接有下垫板(8)。
4.根据权利要求1所述的一种模具冲头更换快速装置,其特征在于:所述一号入子(9)、二号入子(10)与三号入子(11)插接有冲头(4),所述冲头(4)的底部延伸至下模板(7)的三号入子(11)中。
5.根据权利要求1所述的一种模具冲头更换快速装置,其特征在于:所述下模板(7)的三号入子口的锥度单边为1.5°。
技术总结
本发明公开了一种模具冲头更换快速装置,包括上夹板,上夹板的底部固定连接有止挡板,止挡板的底部固定连接有脱料板,上夹板与止挡板的上部设有一号入子,脱料板位于一号入子的下方设有二号入子,脱料板的下方活动设有下模板,下模板相对一号入子与二号入子的位置设有三号入子,缩短停机维修作业时间,提高生产效率,降低模具维修成本及降低生产成本;免除了从冲床拆卸后才能维修的过程,可直接在冲床上完成冲头快速更换作业,因此大幅度降低了模具拆装过程中可能发生安全事故的概率,同时避免冲床到维修场所来回运输过程中可能发生安全事故的概率,复杂的冲头更换作业简化为冲头快速更换作业,避免因复杂的维修作业而发生安全事故的可能性。
技术研发人员:李道龙,包长林,曾令松
受保护的技术使用者:鹏飞精密五金制品(无锡)有限公司
技术研发日:
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!