变形校正涨夹具及校正方法与流程
1.本发明——变形校正涨夹具,应用于采用加热的方式校正圆筒类零部件在堆放、机械加工、物流运输过程因撞击、挤压等原因产生的变形,属机械制造领域。
背景技术:
2.目前圆筒类尤其是薄壁类圆筒零部件在堆放、机械加工、物流运输过程因撞击、挤压等原因易产生“凹陷”、“椭圆”等变形,为了校正变形一般采用手工“敲击法”,此方法要求手工操作者经验丰富,能准确掌握敲击力度,否则易造成“二次”变形。为了解决以上问题,发明了变形校正涨夹具。
3.传统圆筒类尤其是薄壁类圆筒零部件校正方法的缺陷:
4.传统的手工敲击校正的方式对于操作者的要求比较高,此方法要求手工操作者经验丰富,能准确掌握敲击力度和敲击频次,否则易造成“二次”变形或者影响产品外观质量和尺寸甚至产生废品。采用变形校正涨夹具对圆筒类工件变形部位进行夹具固定、涨具支撑,通过加热使零件外壁与夹具内壁紧密接触、零件内壁与涨具推头外端面紧密接触,利用热胀冷缩原理对产品变形部位进行校正,达到减小或消除变形的目的。
技术实现要素:
5.本发明的提供一种变形校正涨夹具,
6.1、为了减小或消除圆筒类零部件,尤其是薄壁圆筒类零部件在堆放、机械加工、物流运输过程因撞击、挤压等产生的变形。
7.2、通过加热的方式,对已发生变形的圆筒类零部位变形部位进行校正,提高校正效果,避免“二次”变形。
8.本发明是通过以下技术方案实现的:
9.一种变形校正涨夹具,其特征在于,包括涨具、夹具;夹具包括螺栓(1)、夹具瓣(2)、螺母(3);涨具包括涨具推头(5)、螺柱(6)、套管(7);夹具瓣(2)靠螺栓和螺母(3)固定连接;螺栓(1)穿过两个夹具瓣两端的螺孔,螺纹端与螺母配合,拧紧螺母将两个夹具瓣固定在一起;套管(7)两端为异向内螺纹,套管两段分别与螺柱固在一起,螺柱(6)外螺纹与套管(7)内螺纹一端拧固在一起;涨具推头(5)位于螺柱的顶端。
10.一种涨夹具变形校正的方法,其特征在于,采用权利要求1所述的一种变形校正涨夹具,将夹具套在圆筒类零部件变形部位,拧紧螺母,使夹具内侧面与圆筒类零部件变形部位外壁紧密接触;将涨具放在圆筒类零部件内部,套管两端为异向内螺纹与螺柱底端外螺纹配合,然后旋转套管,使涨具两端推头外移与圆筒类零部件变形部位内壁紧密接触;将装好涨具、夹具的工件放在加热炉内加热,涨具顶涨,推动圆筒类零部件变形部位;取出工件冷却,冷却至室温放置一段时间后,松动螺母取下夹具、旋转套管取出涨具,完成变形校正。
11.本发明的有益效果:
12.本发明制作简单,工作原理清晰,使用简单,操作安全。通过装夹、加热实现对已发
生变形的圆筒类零部变形的校正。
附图说明
13.图1:夹具主视图
14.图2:夹具俯视图
15.图3:涨具主视图
16.图4:涨具俯视图
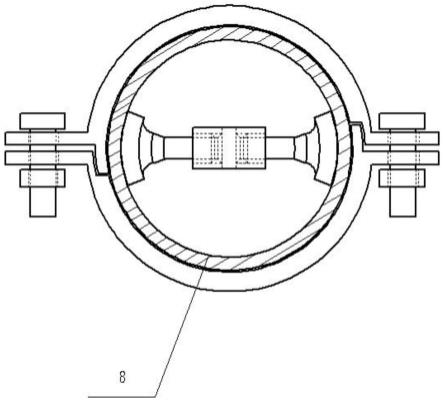
17.图5:涨夹具组合图
18.1、螺栓 2、夹具瓣3、螺母4、螺孔5、涨具推头6、螺柱 7、套管 8、工件
具体实施方式
19.本发明的工作原理:
20.将夹具套在圆筒类零部件变形部位,拧紧螺母,使夹具内侧面与圆筒类零部件变形部位外壁紧密接触;将涨具放在圆筒类零部件内部,套管两端为异向内螺纹与螺柱底端外螺纹配合,然后旋转套管,使涨具两端推头外移与圆筒类零部件变形部位内壁紧密接触。将装好涨夹具的工件放在加热炉内加热,工件硬度降低,涨具在热胀冷缩原理作用下顶涨,推动圆筒类零部件变形部位,这样圆筒类零部件变形部位在外夹具和内涨具同时作用下,进行校正。完成校正后,取出工件冷却,冷却至室温放置一段时间后巩固校正成果,然后松动螺母取下夹具、旋转套管取出涨具,完成圆筒类零部变形校正。
21.如图1、2、3、4、5所示,本发明一种变形校正涨夹具,是由螺栓1、夹具瓣2、螺母3、螺孔4、涨具推头5、螺柱6、套管7组成。
22.螺栓1穿过两个夹具瓣两端的螺孔,螺纹端与螺母配合,拧紧螺母将两个夹具瓣固定在一起,形成夹具。
23.夹具瓣2靠螺栓和螺3固定连接,形成夹具。
24.螺母3与螺栓配合固定两个夹具瓣。
25.螺孔4在夹具瓣两端,穿过螺栓靠螺母将两个夹具瓣固定在一起,形成夹具。
26.涨具推头5在涨具的顶端,与工件接触,加热时涨具热胀推头外移,对工件变形部位进行校正。
27.螺柱6在涨具的底端,螺柱外螺纹与套管7内螺纹一端拧固在一起,形成涨具的一部分。
28.套管7两端为异向内螺纹,与涨具两端螺柱外螺纹拧固在一起,形成涨具。
29.本发明工作过程:
30.将夹具瓣2套在圆筒类零部件变形部位,拧紧螺母3,使夹具瓣2内侧面与圆筒类零部件变形部位外壁紧密接触;将涨具放在圆筒类零部件内部,套管7两端为异向内螺纹与螺柱6底端外螺纹配合,然后旋转套管7,使涨具两端推头5外移与圆筒类零部件变形部位内壁紧密接触。将装好涨夹具的工件8放在加热炉内加热,工件8硬度降低,涨具在热胀冷缩原理作用下涨长,涨具推头5推动圆筒类零部件变形部位,这样圆筒类零部件变形部位外夹具和内涨具同时对变形部位施力,对变形部位进行校正,完成校正后,取出工件8冷却,冷却至室温固化变形部位的校正成果,然后松动螺母3取下夹具、旋转套管7取出涨具,完成对发生变
形的圆筒类零部变形进行校正。
技术特征:
1.一种变形校正涨夹具,其特征在于,包括涨具、夹具;夹具包括螺栓(1)、夹具瓣(2)、螺母(3);涨具包括涨具推头(5)、螺柱(6)、套管(7);夹具瓣(2)靠螺栓和螺母(3)固定连接;螺栓(1)穿过两个夹具瓣两端的螺孔,螺纹端与螺母配合,拧紧螺母将两个夹具瓣固定在一起;套管(7)两端为异向内螺纹,套管两段分别与螺柱固在一起,螺柱(6)外螺纹与套管(7)内螺纹一端拧固在一起;涨具推头(5)位于螺柱的顶端。2.根据权利要求1所述的一种变形校正涨夹具,其特征在于,涨具推头与工件接触,加热时涨具热胀推头外移,对工件变形部位进行校正。3.根据权利要求1所述的一种变形校正涨夹具,其特征在于,用于矫正圆筒类零部件。4.一种涨夹具变形校正的方法,其特征在于,采用权利要求1所述的一种变形校正涨夹具,将夹具套在圆筒类零部件变形部位,拧紧螺母,使夹具内侧面与圆筒类零部件变形部位外壁紧密接触;将涨具放在圆筒类零部件内部,套管两端为异向内螺纹与螺柱底端外螺纹配合,然后旋转套管,使涨具两端推头外移与圆筒类零部件变形部位内壁紧密接触;将装好涨具、夹具的工件放在加热炉内加热,涨具顶涨,推动圆筒类零部件变形部位;取出工件冷却,冷却至室温放置一段时间后,松动螺母取下夹具、旋转套管取出涨具,完成变形校正。
技术总结
本发明的提供一种变形校正涨夹具,为了减小或消除圆筒类零部件,尤其是薄壁圆筒类零部件在堆放、机械加工、物流运输过程因撞击、挤压等产生的变形,提高校正效果,避免“二次”变形。涨夹具包括涨具、夹具;套管(7)两端为异向内螺纹,套管两段分别与螺柱固在一起,螺柱(6)外螺纹与套管(7)内螺纹一端拧固在一起;涨具推头(5)位于螺柱的顶端。将夹具套在圆筒类零部件变形部位,将涨具放在圆筒类零部件内部,套管两端为异向内螺纹与螺柱底端外螺纹配合,将装好涨具、夹具的工件放在加热炉内加热,取出工件冷却,完成变形校正。完成变形校正。完成变形校正。
技术研发人员:景丽伟 于东海 景哲 孙锋 张振生 朱琳 赵丽娜 徐春敏 段立友
受保护的技术使用者:辽沈工业集团有限公司
技术研发日:2022.12.07
技术公布日:2023/3/16
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1