一种H型扁平翅片管自动化装焊设备及方法
一种h型扁平翅片管自动化装焊设备及方法
技术领域
1.本发明属于高效换热器装置技术领域,具体涉及一种h型扁平翅片管自动化装焊设备及方法。
背景技术:
2.换热器是化工、能源、空分等过程工业中热为系统和制冷设备的关键设备之一,目前换热器正朝着专业化、高效率方向演变,缩减换热器所占用的空间和节约生产成本极其重要,因此强化传热技术对换热器意义重大。高能效翅片管应用在换热器中,能够起到强化传热的效果,大多数翅片管制造时需要采用焊接的方式将翅片与基管连接。
3.现有专利1:ru2228241c1“连接钢管与铝翅片的方法”,该专利提出,首先在钢管表面或者铝翅片表面制备一层铝锌合金(铝含量0.5%~20%),然后室温下在钢管和铝翅片的接触面涂氟铝酸铯钎剂,之后装配钢管与铝翅片并置于炉中钎焊,钎焊温度为370℃~470℃,最后室温下冷却。
4.该方法的缺点是操作比较复杂,且在后续钎焊过程中很难确保钢管与翅片之间的钎透率。而且在钎焊过程中需要维持较高温度,这增加了制造成本。
5.现有技术2:de19547133a1“一种使用感应加热焊接螺旋翅片管的方法”,该专利用于螺旋金属翅片管焊接制造,例如,在不锈钢管周围缠绕相同材料的螺旋带,进行焊接。焊接时使用脉冲直流电,电流通过圆形基管与螺旋带的接触区域。在圆形基管内部有可换铁氧体磁芯,该铁氧体磁芯可将脉冲直流电流集中在管子和螺旋带材的接触区域。当功率为 50~100 kw,频率为200~500 khz,脉冲电压5~15 v时,可获得良好的焊接效果。
6.该方法缺点是只适用在圆形基管上焊接螺旋翅片,无法实现在椭圆管上焊接翅片。这是因为在椭圆管旋转时,焊接电极无法对其进行定位、焊接。同时,由于需要从管道中撤出铁氧体磁芯,使得设备结构十分复杂。
7.针对上述技术问题,故需要进行改进。
技术实现要素:
8.本发明是为了克服上述现有技术中的缺陷,提供一种结构简单合理,设计巧妙的一种h型扁平翅片管自动化装焊设备及方法;用于制造具有更高换热效率的换热器元件。带翅片管的换热器可用于能源、建筑、化工和食品行业等。所提出的方法可用于生产由钢、铝等合金制成的扁椭圆翅片管。
9.为了达到以上目的,本发明所采用的技术方案是:一种h型扁平翅片管自动化装焊设备,包括支架,布设于支架上的带材盘、扁平基管传送及固定装置、电阻焊设备、翅片阴模和阴模驱动装置;所述扁平基管传送及固定装置包括依次布设的装载辊道、压力辊、驱动辊和卸载辊道;其中,压力辊上连接有压力辊驱动装置;支架上安装有驱动辊驱动装置,驱动辊与驱动辊驱动装置之间通过传动机构连接;所述电阻焊设备包括焊头、电极驱动装置和焊接变压器;所述焊头上设置有电阻焊电极,焊接变压器固设于支架上,焊接变压器连接电
极驱动装置,电极驱动装置驱动焊头移动。
10.一种h型扁平翅片管自动化装焊设备的方法,具体步骤如下:步骤1:先将扁平基管输送到装载辊道上,然后通过压力辊驱动装置驱动压力辊将扁平基管固定;步骤2:将两卷翅片带材装载到两个带材盘上,通过导向器分别引导至扁平基管两侧装配位置;步骤3:借助阴模驱动装置,将翅片阴模运动至扁平基管两侧焊接区;步骤4:借助电极驱动装置,将带有电阻焊电极的焊头移动到扁平基管两侧,将翅片带材压入翅片阴模中,形成所需的翅片形状并与扁平基管接触;步骤5:电阻焊设备通电,电阻焊电极在顶锻力作用下将翅片带材与扁平基管焊接;步骤6:完成电阻焊后,电极驱动装置驱动焊头回撤至原始位置,借助阴模驱动装置将翅片阴模沿翅片带材压型折边方向移动,从焊接区移出;步骤7:驱动辊在驱动辊驱动装置的作用下将焊好一对翅片带材的扁平基管向前移动一个翅片的间距t;步骤8:重复步骤1~7的操作,在自动模式下完成翅片带材的反复成形、焊接,获得所需长度的成品h型扁平翅片管;步骤9:将成品h型扁平翅片管从卸载辊道上卸下,完成制造。
11.作为本发明的一种优选方案,所述阴模驱动装置、电极驱动装置和压力辊驱动装置均为气动气缸。
12.作为本发明的一种优选方案,所述驱动辊驱动装置为电机驱动。
13.作为本发明的一种优选方案,所述电阻焊电极由铜或青铜制成,其工作接触面积为10~100mm2。
14.作为本发明的一种优选方案,所述步骤4中,设置与电阻焊电极成对放置的冲头,用于翅片带材的预压制,冲头材料选用低摩擦系数材料,预压制后将初步变形的翅片带材输送到焊接区域,并由电阻焊电极将翅片带材压入阴模中,形成所需的翅片形状。
15.作为本发明的一种优选方案,所述步骤5中,电阻焊电极在顶锻力作用下将翅片带材与扁平基管焊接时,焊接电流为2000~20000a,电压为5~20v;优选电压为7v。
16.作为本发明的一种优选方案,所述步骤5中,电阻焊电极在顶锻力作用下将翅片带材与扁平基管焊接时,顶锻力为500~5000n。
17.作为本发明的一种优选方案,所述翅片带材与扁平基管的材料为碳钢、不锈钢或铝合金。
18.作为本发明的一种优选方案,所述翅片带材的宽度为50~200mm,厚度为0.1~2mm。
19.作为本发明的一种优选方案,所述扁平基管的壁厚为1~5mm。
20.本发明的有益效果是:1.本发明结构简单,h型扁平翅片管自动化装焊设备,能够实现扁平椭圆翅片管的自动上料、自动成型、自动焊接,自动化程度高、效率高;2.采用本发明的h型扁平翅片管自动化装焊设备及方法,翅片带材无需加工成单
个翅片,节省了工序,节约了成本;3.本发明与对比技术1的钎焊方法相比,本发明提出的电阻焊方法,无需预置钎料和钎剂,节约了工序,节约了成本,此外,电阻焊方法与钎焊方法相比无需长时间维持高温,更加节能,且提高了工艺稳定性;4.本发明提出的h型扁平翅片管自动化装焊方法,翅片由整体带材压制到基管表面并电阻焊接,增大了翅片与基管的接触焊接面积,提高了传热效率;5.针对厚度较大(1~2mm)的翅片带材,本发明所提出的设备还可配置与电阻焊电极成对放置的冲头,用于翅片带材的预压制,冲头材料选用低摩擦系数材料,如尼龙6,预压制后将初步变形的翅片带材输送到焊接区域,并由电阻焊电极将翅片带材压入阴模中,形成所需的翅片形状。所述的冲头能够有效降低带材压制难度,提高生产效率,提升制造的h型扁平翅片管质量;6.本发明与对比技术2相比,提出h型扁平翅片管自动化装焊方法适用于制造圆管螺旋翅片,本发明提出的设备和方法适用于扁平椭圆翅片管的高效制造,与圆管螺旋翅片相比,扁平椭圆翅片管的换热效率更高;7.当采用铝材料作为翅片带材时,本发明提出的设备和方法更加容易操作,且获得的翅片管热效率更高,是同结构钢翅片管的1.5~2倍。
附图说明
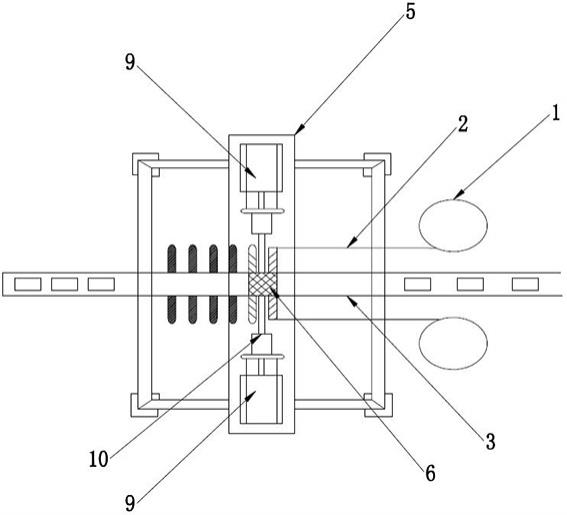
21.图1是本发明实施例h型扁平翅片管自动化装焊设备俯视图 ;图2是本发明实施例h型扁平翅片管自动化装焊设备电极部分的俯视图;图3是本发明实施例h型扁平翅片管自动化装焊设备侧视图;图4是本发明实施例h型扁平翅片管结构示意图。
22.图中附图标记:带材盘1,翅片带材2,扁平基管传送及固定装置3,扁平基管4,电阻焊设备5,翅片阴模6,阴模驱动装置7,焊头8,电极驱动装置9,电阻焊电极10,焊接变压器11,装载辊道12,传动机构13,压力辊14,压力辊驱动装置15,驱动辊16,驱动辊驱动装置17,卸载辊道18,支架20。
具体实施方式
23.下面结合附图对本发明实施例作详细说明。
24.实施例1:如图1-3所示,一种h型扁平翅片管自动化装焊设备,包括支架20,布设于支架20上的带材盘1、扁平基管传送及固定装置3、电阻焊设备5、翅片阴模6和阴模驱动装置7;扁平基管传送及固定装置3包括依次布设的装载辊道12、压力辊14、驱动辊16和卸载辊道18;其中,压力辊14上连接有压力辊驱动装置15;支架20上安装有驱动辊驱动装置17,驱动辊16与驱动辊驱动装置17之间通过传动机构13连接;所述电阻焊设备5包括焊头8、电极驱动装置9和焊接变压器11;所述焊头8上设置有电阻焊电极10,焊接变压器11固设于支架20上,焊接变压器11连接电极驱动装置9,电极驱动装置9驱动焊头8移动;本发明所述的h型扁平翅片管自动化装焊设备,能够实现扁平椭圆翅片管的自动上料、自动成型、自动焊接,自动化程度高、效率高。
25.一种h型扁平翅片管自动化装焊设备的方法,具体步骤如下:步骤1:先将由铝合金制成的壁厚为3mm的扁平基管4输送到装载辊道12上,然后通过压力辊驱动装置15驱动压力辊14将扁平基管4固定;步骤2:将两卷由铝合金制成的宽度为100mm、厚度为0.5mm的翅片带材2装载到两个带材盘1上,通过导向器分别引导至扁平基管4两侧装配位置;步骤3:借助阴模驱动装置7,将翅片阴模6运动至扁平基管4两侧焊接区;步骤4:借助电极驱动装置9,将带有电阻焊电极10的焊头8移动到扁平基管4两侧,将翅片带材2压入翅片阴模6中,形成所需的翅片形状并与扁平基管4接触;步骤5:电阻焊设备5通电,电阻焊电极10在顶锻力作用下将翅片带材2与扁平基管4焊接,顶锻力为2000n,焊接电流为8000a,电压为7v;步骤6:完成电阻焊后,电极驱动装置9驱动焊头8回撤至原始位置,借助阴模驱动装置7将翅片阴模6沿翅片带材2压型折边方向移动,从焊接区移出;步骤7:驱动辊16在驱动辊驱动装置17的作用下将焊好一对翅片带材2的扁平基管4向前移动一个翅片的间距t;步骤8:重复步骤1~7的操作,在自动模式下完成翅片带材2的反复成形、焊接,获得所需长度的成品h型扁平翅片管;步骤9:将成品h型扁平翅片管从卸载辊道18上卸下,完成制造。所制造的h型扁平翅片管如图4所示。
26.在本实施例中,翅片带材2与扁平基管4的材料还可采用碳钢或不锈钢;翅片带材2的宽度为50~200mm,厚度为0.1~2mm;扁平基管4的壁厚为1~5mm;电阻焊电极10还可由青铜制成;电阻焊电机10的工作接触面积为10~100mm2;电阻焊电极10在顶锻力作用下将翅片带材2与扁平基管4焊接时,顶锻力为500~5000n,焊接电流为2000~20000a,电压为5~20v。
27.阴模驱动装置7、电极驱动装置9和压力辊驱动装置15均为气动气缸驱动,驱动辊驱动装置17为电机驱动,提高了整体的自动化程度。
28.采用本发明所述的h型扁平翅片管自动化装焊设备及方法,翅片带材无需加工成单个翅片,节省了工序,节约了成本;同时,翅片由整体带材压制到基管表面并电阻焊接,增大了翅片与基管的接触焊接面积,提高了传热效率。
29.实施例2:在实施例1所述的h型扁平翅片管自动化装焊设备构成的基础上,配置与电阻焊电极10成对放置的冲头,用于翅片带材2的预压制,冲头材料选用低摩擦系数材料,如尼龙6,预压制后将初步变形的翅片带材2输送到焊接区域,并由电阻焊电极10将翅片带材2压入阴模6中,形成所需的翅片形状。本实施例所述的冲头,适用于厚度1~2mm的较厚翅片带材预压制成形,降低带材压制难度,提高生产效率,提升制造的h型扁平翅片管质量。
30.本实施例的其他内容可参照实施例1。
31.对所公开的实施例的上述说明,使本领域专业技术人员能够实现或使用本发明。对这些实施例的多种修改对本领域的专业技术人员来说将是显而易见的,本文中所定义的一般原理可以在不脱离本发明的精神或范围的情况下,在其它实施例中实现;因此,本发明将不会被限制于本文所示的这些实施例,而是要符合与本文所公开的原理和新颖特点相一
致的最宽的范围。
32.尽管本文较多地使用了图中附图标记:带材盘1,翅片带材2,扁平基管传送及固定装置3,扁平基管4,电阻焊设备5,翅片阴模6,阴模驱动装置7,焊头8,电极驱动装置9,电阻焊电极10,焊接变压器11,装载辊道12,传动机构13,压力辊14,压力辊驱动装置15,驱动辊16,驱动辊驱动装置17,卸载辊道18,支架20等术语,但并不排除使用其它术语的可能性;使用这些术语仅仅是为了更方便地描述和解释本发明的本质;把它们解释成任何一种附加的限制都是与本发明精神相违背的。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1