电弧焊接控制方法与流程
本发明涉及送给焊丝来进行的电弧焊接控制方法。
背景技术:
1、为了减小向母材的输入热量从而高品质地对薄板进行焊接,习惯采用专利文献1、2等的发明。
2、在专利文献1所涉及的交流脉冲电弧焊接方法中,送给焊丝,并将电极正极性期间中的峰值电流以及基值电流的接通和电极负极性期间中的电极负极性电流的接通作为1周期反复来进行焊接。在该交流脉冲电弧焊接中,通过调整电极负极性期间,使1周期中电极负极性期间所占的时间比率即电极负极性比率变化,从而能够控制向母材的输入热量。因此,低输入热量焊接成为可能,能够进行高品质的薄板焊接。
3、在专利文献2所涉及的焊接方法中,送给焊丝,并交替地切换进行脉冲电弧焊接的期间和进行短路过渡电弧焊接的期间来进行焊接。该焊接方法中,通过调整脉冲电弧焊接的期间与短路过渡电弧焊接的期间的比率,从而能够进行向母材的输入热量控制。因此,低输入热量焊接成为可能,能够进行高品质的薄板焊接。
4、【在先技术文献】
5、【专利文献】
6、专利文献1:国际公开wo2018/079345号公报
7、专利文献2:日本特开2021-53649号公报
8、【发明的概要】
9、【发明要解决的技术问题】
10、在薄板焊接中,在焊接接头部具有间隙的情况下,需要形成减小熔深部并增大堆高部的稀释率较小的焊道形状。但是,在专利文献1、2等现有技术的焊接方法中,难以对具有较大间隙的薄板进行高品质焊接。
技术实现思路
1、为此,本发明的目的在于,提供一种能够针对在焊接接头部具有较大间隙的薄板进行高品质的焊接的电弧焊接控制方法。
2、【用于解决技术问题的手段】
3、为了解决上述的技术问题,第1发明是一种电弧焊接控制方法,对焊丝进行送给,并反复短路期间和电弧期间,
4、若在所述短路期间中检测出熔滴的缩颈,则使焊接电流减少到低电平电流值从而过渡至所述电弧期间,
5、所述电弧期间具备第1电弧期间和与其相接的第2电弧期间,所述第1电弧期间通过恒流控制将所述焊接电流接通,所述第2电弧期间通过恒压控制将所述焊接电流接通来进行焊接,
6、所述电弧焊接控制方法的特征在于,在所述短路期间中的所述低电平电流值的状态下从电极正极性切换至电极负极性,在所述第1电弧期间结束的时间点返回至电极正极性。
7、第2发明在所述第1发明的电弧焊接控制方法中,其特征在于,切换极性时在所述焊接电流的绝对值为基准值以下的状态下进行。
8、第3发明在所述第1发明或者第2发明的电弧焊接控制方法中,其特征在于,在所述短路期间中反向进给所述焊丝,在所述电弧期间中正向进给所述焊丝。
9、【发明的效果】
10、根据本发明,针对在焊接接头部具有较大的间隙的薄板能够进行高品质的焊接。
技术特征:
1.一种电弧焊接控制方法,
2.根据权利要求1所述的电弧焊接控制方法,其特征在于,
3.根据权利要求1或者2所述的电弧焊接控制方法,其特征在于,
技术总结
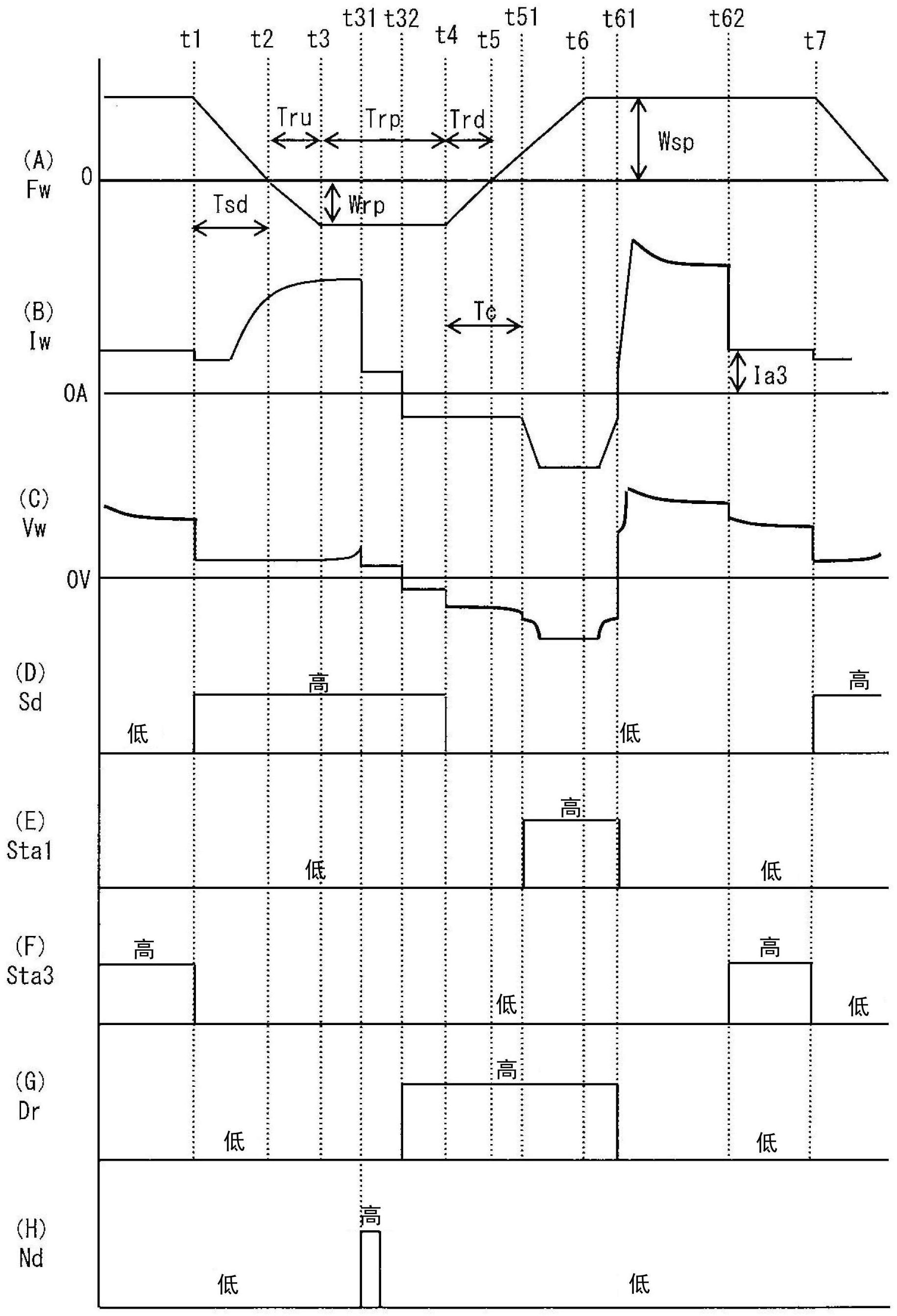
本发明提供一种电弧焊接控制方法,在自耗电极电弧焊接中,针对在焊接接头部具有较大的间隙的薄板进行高品质的焊接。在电弧焊接控制方法中,对焊丝进行送给,并反复短路期间和电弧期间,若在短路期间中检测出熔滴的缩颈则使焊接电流减少到低电平电流值从而过渡至电弧期间,电弧期间具备第1电弧期间和与其相接的第2电弧期间,第1电弧期间通过恒流控制将焊接电流接通,第2电弧期间通过恒压控制将焊接电流接通来进行焊接,在电弧焊接控制方法中,在短路期间中的焊接电流(Iw)为低电平电流值的状态的时刻(t32)从电极正极性切换至电极负极性,在时刻(t61)在第1电弧期间结束的时间点返回至电极正极性。
技术研发人员:高田贤人,中俣利昭
受保护的技术使用者:株式会社达谊恒
技术研发日:
技术公布日:2024/1/14
- 还没有人留言评论。精彩留言会获得点赞!