一种改善曲面板材增材再制造焊道成形性的MIG焊工艺
本发明提出的一种改善曲面板材增材再制造焊道成形性的mig焊工艺方法,属于曲面增材再制造与修复领域,适用于需要在沿曲面方向进行增材再制造修复的构件。
背景技术:
1、增材制造(additive manufacturing,am)是一种“自下而上”通过材料逐层累计的制造方法。增材再制造技术就是利用am技术对废旧零部件进行再制造修复,是将废旧零部件“再制造”,使其价值得到最大程度的发挥,获得巨大的经济收益。通过一层一层向上叠加的方式直接快速加工出缺损部分。
2、然而在实际生产当中,由于工况以及构件尺寸的限制,焊接过程的焊接面不止限于平面,往往也需要曲面。而曲面焊接不同于平面焊接,由于曲面板材沿着垂直于板材轴线方向具有一定弧度,如果增材过程仍保持焊枪的轴线处于竖直状态,那么熔池的液态金属将同时受到包括液态熔池的重力、基板支持力、电弧吹力、摩擦力和表面张力的共同作用,使得熔滴受到沿着曲面切向向下的合力,造成熔滴流淌现象,导致焊道成形性较差,出现焊道颈缩,未熔合等焊接缺陷,从而严重降低了焊件的成形质量,大大降低了产品的合格率。
3、针对上述问题,目前国内外主要采用调节焊枪摆动、控制热输入等形式来进行曲面位置的焊接。但上述方法焊接参数窗口较窄,存在较多局限。尤其当面对不同形状及尺寸的构件再制造修复生产时,往往需要重新设计相关工艺参数,将延长生产周期,提高生产成本。
4、目前,有关曲面板材的mig焊增材再制造过程中的焊道成形性不良问题尚未得到较好的解决,一定程度上制约了曲面构件的增材再制造与修复技术的发展。
技术实现思路
1、鉴于背景技术的局限性,本发明提出一种改善曲面板材增材再制造焊道成形性的mig焊工艺,能够在不依靠焊枪移动的前提下,改善曲面增材的焊道不连续问题,获得有效、连续、均匀的焊道成形,具有匹配度高、灵活性好、成本低等优点。
2、本发明的技术方案为:
3、一种改善曲面板材增材再制造焊道成形性的mig焊工艺,采用材料为20钢,外径为245mm,板厚16mm的三分之一圆筒作为增材过程的基板。采用gmaw电弧作为焊接热源,功率为2.3-2.6kw,频率50hz,焊接速度为8mm/s,焊丝干伸长为20mm。保护气体为80%ar+20%co2混合气体,气流量为20l/min,焊丝牌号为rmd126,焊丝直径1.6mm。
4、进一步地,将待焊曲面基板与平面基板定位焊,平面基板四角固定在焊接工作台上,并利用示教盒对增材路径进行编程。
5、进一步地,所采用的mig焊接设备为motomweld-rd500焊接电源,焊接机器人为安川motoman-gp12/ar1440六轴机器人,焊接变位器为国恒机械b-h300型变位器。
6、进一步地,焊接过程中的具体焊接参数通过焊机进行设置,具体焊枪姿态和焊接路径通过机器人面板进行直接设置。
7、进一步地,保持工作台不动,只改变焊枪姿态,使焊枪轴线时刻与弧形基板待焊点的法向重合。采用不同热输入焊接两道焊缝,分析热输入大小对焊道成形的影响。
8、进一步地,设置对照组,利用国恒机械b-h300型变位器与焊接机器人联动形成具有6+2自由度。始终保持焊枪姿态处于竖直状态,只转动工作台,同样采用相同两组热输入焊两道焊道,焊后,拍摄焊道成形的宏观形貌。对比两组试验工艺,分析其对焊道成形性的影响。
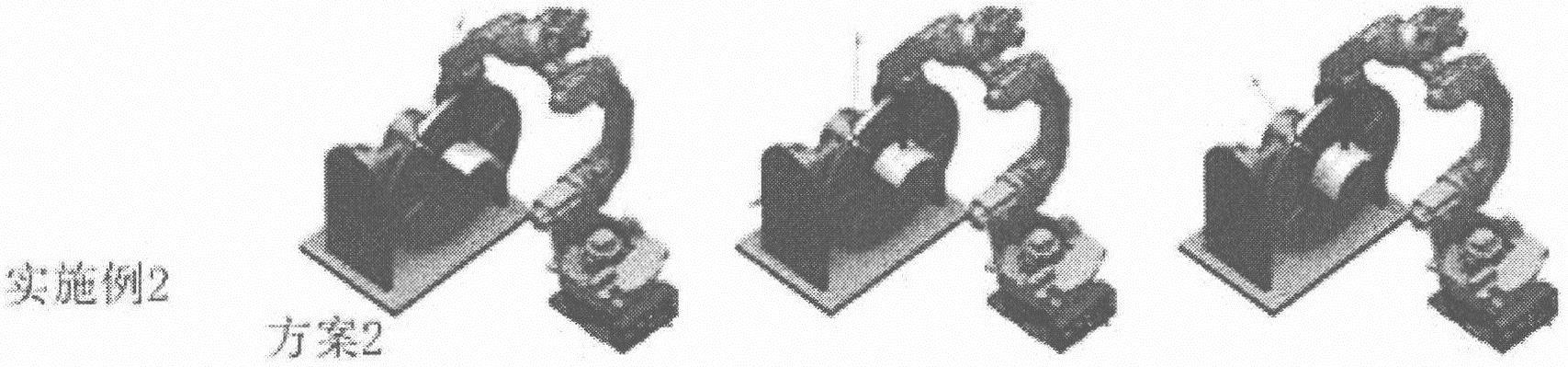
9、进一步地,模拟实际增材修复过程,采用两组焊接过程焊道成形性较好的焊接热输入,进行不同工艺下单层多道焊试验。焊后,拍摄焊道成形的宏观形貌,对比不同方案对焊道成形性的影响。
10、本发明的有益效果为:首先,通过改变曲面基板与焊枪的空间相对位置,可将曲面的焊接转为简单的平焊,改变待焊点熔池液态金属受到弧形基板的支持力方向,使其与熔滴金属自身重力基本保持共线,使其受力平衡,并且待焊点的切向方向基本水平,大大减少了熔池流淌的可能性。辅以控制焊接热输入,调节合理的变位器转动速度,保证熔池金属能够在变位机转动下及时冷却,以减少出现焊道不连续的问题。综合作用下可以减小焊道缺陷,提高成形质量,更适合曲面增材再制造与修复生产。
技术特征:
1.一种改善曲面板材增材再制造焊道成形性的mig焊工艺,其特征在于材料为20钢,外径为245mm,板厚16mm的三分之一圆筒作为基板;采用gmaw电弧作为焊接热源,功率为2.3-2.6kw,脉动频率50hz,焊接电流240a,焊接电压为28v,焊接速度为8mm/s,热输入0.84kj/mm;采用80%ar+20%co2的联合保护气体,气流量为20l/min,焊丝牌号为rmd126,焊丝干伸长为20mm,焊丝直径1.6mm,通过将变位机顺时针翻转90°,以改变工件和焊枪的空间位姿,使焊枪的工作角和行走角设置为90°。
2.根据权利要求1所述的一种改善曲面板材增材再制造焊道成形性的mig焊工艺,其特征在于:通过改变曲面基板与焊枪的空间位置将曲面的焊接转为简单的平焊,可以改变待焊点熔池液态金属受到弧形基板的支持力方向,使其与熔滴金属自身重力基本保持共线,使其受力均匀,当热输入在1.36-0.84kj/mm范围内,随着热输入降低可以保证熔池金属能够在变位机转动下及时冷却,尤其是热输入在0.84kj/mm附近,可以明显改善起弧点的焊道“紧缩”现象,最终得到更佳的焊道成形性。
技术总结
本发明公开了一种改善曲面板材增材再制造焊道成形性的MIG焊工艺,适用于构件在沿曲面方向进行增材再制造修复过程。该方法针对曲形基板沿着垂直于轴线方向增材过程难以获得连续均匀焊道,造成焊道成形不良,出现驼峰焊道、不连续。在不改变焊接方法,保证低成本、高适用性的前提下,通过调整曲面基板与焊枪的空间位置,搭配合理的焊接热输入,获得足够堆砌金属量的同时改善了焊道形貌,实现了外径为245mm,板厚16mm的三分之一低碳钢圆筒材,在焊速8mm/s焊接条件下的单层多道搭接过程,焊缝连续性与均匀性良好,无明显焊接缺陷。该方法能够显著提高曲面钢材增材的焊道成形性,改善焊道成形质量,提高修复件产品合格率。本发明对于促进增材再制造修复工艺在曲形构件修复技术领域的应用与发展具有重要意义。
技术研发人员:苑兴楠,孔庆东,刘帅旗,杜心伟,魏艳红
受保护的技术使用者:南京航空航天大学无锡研究院
技术研发日:
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!