一种气瓶用激光焊接装置及方法与流程
本发明属于高压气瓶焊接,尤其涉及一种气瓶用激光焊接装置及方法。
背景技术:
1、高压气瓶主要采用人工钨极氩弧焊接的方式进行生产,由于生产高压气瓶材料的迭代,由钛合金向沉淀硬化抗氢不锈钢的转化,人工钨极氩弧焊接的方式难度较高,受人工技能、焊接材料性能影响,产品的焊接难度加大,且焊接质量不稳定,产品的成品率低且会造成大量的资源浪费。
技术实现思路
1、本申请旨在至少能够在一定程度上解决现有的气瓶焊接方法的焊接质量不稳定的技术问题,为此,本申请提供了一种气瓶用激光焊接装置及方法。
2、为了实现以上目的,本申请的技术方案如下:
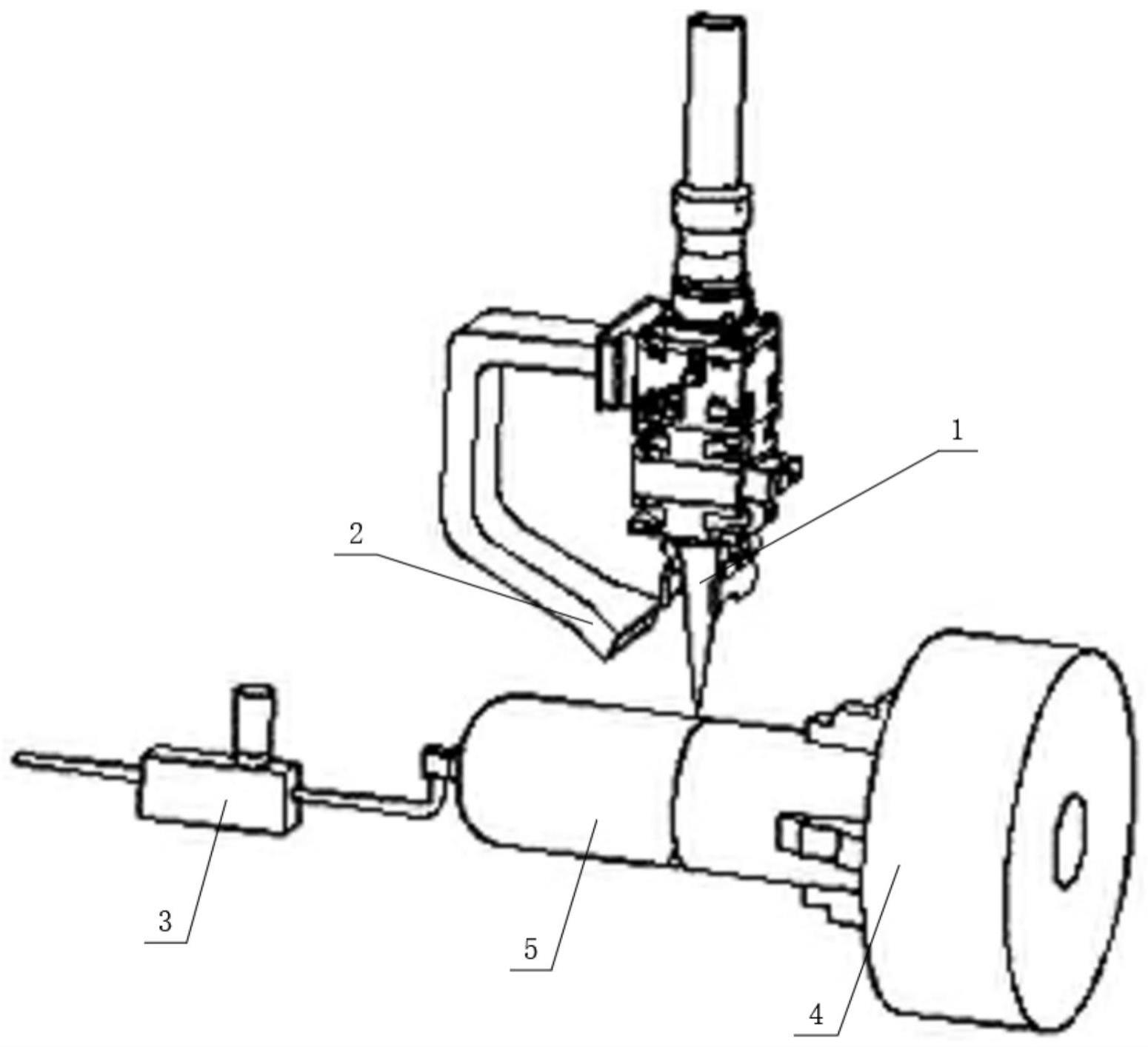
3、气瓶用激光焊接装置,包括:
4、激光焊接机构,焊接气瓶的焊缝;
5、等离子云去除机构,所述等离子云去除机构的出风口朝向所述焊缝;
6、排气机构,与所述气瓶的出气口连通。
7、在一些实施方式中,所述排气结构包括真空发生器,所述真空发生器包括空气进气管、压缩进气管和排气管,所述压缩进气管连接有压缩气体发生器,所述空气进气管与所述气瓶的出气口连通。
8、在一些实施方式中,所述空气进气管上设置有压力表。
9、在一些实施方式中,所述压缩气体发生器与所述压缩进气管之间设置有气压比例阀。
10、在一些实施方式中,所述焊接装置还包括夹持机构,所述夹持机构夹持所述气瓶。
11、在一些实施方式中,所述夹持结构包括卧式回转台,所述卧式回转台上设置有三爪卡盘。
12、一种气瓶用激光焊接方法,包括以下步骤:
13、提供所述气瓶用激光焊接装置;
14、使用所述激光焊接机构焊接所述气瓶的焊缝;
15、获取焊接过程中的所述气瓶内的实时气压值;
16、根据获得的所述实时气压值,使所述排气机构匹配对应的排气速率。
17、在一些实施方式中,所述焊接所述气瓶的焊缝的过程中,启弧点与收弧点之间的弧度大于37π18,且小于7π3。
18、在一些实施方式中,所述获取焊接过程中的所述气瓶内的实时气压值的步骤前,获取所述气瓶内的初始气压值。
19、在一些实施方式中,所述实时气压值与所述初始气压值之间的差值大于0.05倍的所述初始气压值时,启动所述排气机构。
20、本申请实施例至少具有如下有益效果:
21、由上述技术方案可知,本发明公开的激光焊接装置及方法通过排气机构主动抽出气瓶内的气体,保证气瓶内的气压与作业场所的气压相近或相同,进而降低气瓶内的气体或气压差对焊缝造成的影响,且通过激光焊接机构提供稳定的焊接热源,通过等离子云去除机构保证激光焊接机构的稳定性,使得本申请在焊接气瓶的焊缝过程中,焊接效率高,焊缝质量好,气瓶的成品率高。
技术特征:
1.一种气瓶用激光焊接装置,其特征在于,包括:
2.根据权利要求1所述的气瓶用激光焊接装置,其特征在于,所述排气结构包括真空发生器,所述真空发生器包括空气进气管、压缩进气管和排气管,所述压缩进气管连接有压缩气体发生器,所述空气进气管与所述气瓶的出气口连通。
3.根据权利要求1所述的气瓶用激光焊接装置,其特征在于,所述空气进气管上设置有压力表。
4.根据权利要求1所述的气瓶用激光焊接装置,其特征在于,所述压缩气体发生器与所述压缩进气管之间设置有气压比例阀。
5.根据权利要求1所述的气瓶用激光焊接装置,其特征在于,所述焊接装置还包括夹持机构,所述夹持机构夹持所述气瓶。
6.根据权利要求5所述的气瓶用激光焊接装置,其特征在于,所述夹持结构包括卧式回转台,所述卧式回转台上设置有三爪卡盘。
7.一种气瓶用激光焊接方法,其特征在于,包括以下步骤:
8.根据权利要求7所述的气瓶用激光焊接方法,其特征在于,所述焊接所述气瓶的焊缝的过程中,启弧点与收弧点之间的弧度大于37π18,且小于7π3。
9.根据权利要求7所述的气瓶用激光焊接方法,其特征在于,所述获取焊接过程中的所述气瓶内的实时气压值的步骤前,获取所述气瓶内的初始气压值。
10.根据权利要求8所述的气瓶用激光焊接方法,其特征在于,所述实时气压值与所述初始气压值之间的差值大于0.05倍的所述初始气压值时,启动所述排气机构。
技术总结
本发明公开了一种气瓶用激光焊接装置,属于高压气瓶焊接技术领域,解决了现有的气瓶焊接方法的焊接质量不稳定的技术问题。激光焊接装置,包括激光焊接机构、等离子云去除机构和排气机构,激光焊接机构焊接气瓶的焊缝;等离子云去除机构的出风口朝向焊缝;排气机构与气瓶的出气口连通。气瓶用激光焊接方法,包括以下步骤:提供所述气瓶用激光焊接装置;使用激光焊接机构焊接气瓶的焊缝;获取焊接过程中的气瓶内的实时气压值;根据获得的实时气压值,使排气机构匹配对应的排气速率。本申请能够提高焊接气瓶过程中焊接质量稳定性,提高焊接质量,进而提高焊接效果。
技术研发人员:汤浩,罗宏毅,高勋朝,刘新明,林正东,刘华海
受保护的技术使用者:湖北三江航天红阳机电有限公司
技术研发日:
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!