一种数控旋转锉磨床用加工装置的制作方法
1.本发明涉及旋转锉技术领域,更具体地说,它涉及一种数控旋转锉磨床用加工装置。
背景技术:
2.旋转锉是用于修整零件尾端,使其适应具体切削的设备,其随电脑数控技术的发展,以及自动机器的普及,数控旋转锉的运用领域和范围也越来越大;并且为了配合数控旋转锉的运用,各种适配数控旋转锉的加工装置种类和数量也随之增加,输送加工件的加工装置是适配数控旋转锉的常见加工装置之一。
3.经检索,中国专利(cn210997713u)公开了一种零部件加工传输装置,该专利包括支架、传输装置、移动板和夹紧装置,传输装置设在移动板上,移动板设在支架上,夹紧装置设在移动板上,夹紧装置用于夹紧板状零部件,传输装置带动移动板和夹紧装置沿着支架移动。
4.在现有技术中,加工件的传输装置调节结构较为单一,在对加工件进行加工时,需要数控旋转锉具有较大的加工范围,导致数控旋转锉的移动范围增大,并且精度要求较高,并且在连续加工时,需要防止加工时的碎屑对其余加工件造成影响。
技术实现要素:
5.针对现有技术存在的不足,本发明的目的在于提供一种数控旋转锉磨床用加工装置。
6.为实现上述目的,本发明提供了如下技术方案:一种数控旋转锉磨床用加工装置,包括基座,基座的一端延伸至数控旋转锉的内部,并且位于加工结构的一侧,所述基座的内部安装有循环输送机构,所述循环输送机构的上侧安装有多个等距分布的工位组装结构;工位组装结构用于固定加工件,循环输送机构用于将各个工位组装结构循环移动至加工结构的一侧,并通过加工结构对加工件进行加工;
7.所述基座内部的一端安装有支撑结构,支撑结构用于对位于加工结构一侧的工位组装结构进行支撑,且基座靠近加工结构的两侧均开设有豁口,两组所述豁口的一侧均安装有密封箱,所述密封箱用于将处于加工状态的工位组装结构与其余工位组装结构进行分隔,避免加工产生的碎屑对后续的加工件造成影响,并且保持基座内部处于相对整洁的工作环境;
8.所述基座下侧远离密封箱的一侧依次安装有检测机构和回收箱;
9.所述检测机构对加工后的加工件进行检测,并基于检测结果对加工件进行标记;
10.所述回收箱内部划分为第一回收仓和第二回收仓,加工件基于标记收纳至对应第一回收仓或第二回收仓中。
11.进一步的,所述循环输送机构包括驱动辊、支撑辊和两组带体组成,两组带体均套设在驱动辊和支撑辊的外侧,并且两组带体的高度相同,且均基于驱动辊同步转动;
12.各个工位组装结构均与两组带体相连接,并且基于两组带体循环移动至加工结构的一侧。
13.进一步的,所述支撑结构包括与基座内壁相连接的组装架,组装架分布在驱动辊和支撑辊之间,且组装架的上表面安装有第一气缸,所述第一气缸的输出端安装有位于两组带体之间的支撑架;
14.第一气缸启动时,将支撑架从两组带体之间进行上升,并向对应的工位组装结构进行支撑。
15.进一步的,所述工位组装结构包括与循环输送机构相连接的连接板,所述连接板的两侧均通过多个第一弹性件安装有组装板,所述组装板的上侧安装有多轴驱动机构,所述多轴驱动机构的输出端安装有盛放板,所述盛放板的上侧安装有至少一组电子锁紧机构;
16.加工件基于电子锁紧机构固定在工位组装结构的上侧,并且基于多轴驱动机构进行旋转,用于配合加工部位进行加工,进而降低加工部位的旋转角度。
17.进一步的,所述连接板内部两端均安装有电磁吸附机构,所述组装板下表面设置有与两组电磁吸附机构对应的吸附部位。
18.进一步的,所述密封箱与基座相连接的收纳箱,所述收纳箱的内部安装有遮挡板,且收纳箱内部靠近遮挡板的一侧安装有水平驱动机构,所述水平驱动机构的输出端与遮挡板传动连接;
19.所述遮挡板朝向基座的一侧开设有多个豁口槽,多个豁口槽基于循环输送机构的形状进行分布;
20.所述收纳箱的内部安装有至少一组与遮挡板移动方向平行的导向轴,所述遮挡板内部开设有套设在导向轴外侧的导向槽,用于增大遮挡板滑动时的稳定性。
21.进一步的,所述检测机构包括与基座相连接的设备箱和连接架,所述设备箱的内部安装有多个第二气缸,多个所述第二气缸的输出端之间安装有连接块,连接块的两侧均与设备箱内壁滑动连接;
22.所述连接块内部的两侧均安装有检测模块,且连接块内部靠近检测模块的上侧开设有滑槽;
23.所述连接架的两侧与两组滑槽滑动连接,且连接架的两侧均安装有与对应检测模块相连接的第二弹性件,所述连接架的内部转动连接有接触件;
24.加工件经过检测机构时,与检测模块相接触,并且基于加工件表面的光滑度,检测模块产生对应的波动数据,检测机构基于波动数据对加工件进行标记;
25.标记分为电子标记和实体标记;
26.电子标记与对应的工位组装结构对应,在工位组装结构移动至回收箱中对应的位置后,其外侧的电子锁紧机构打开,将加工件收纳至对应的第一回收仓或第二回收仓中。
27.进一步的,所述检测机构内部靠近多个第二气缸的一侧安装有标记结构,标记结构用于对加工件进行实体标记,且标记结构包括与检测机构相连接的第三气缸,所述第三气缸的输出端安装有喷射机构;
28.在加工件需要被标记时,第三气缸将喷射机构上升至加工件的下侧,随后喷射机构启动,将标记物喷射至加工件的下侧。
29.进一步的,所述检测机构内部用投射模块和识别模块代替第二气缸、连接块、检测模块、连接架、第二弹性件和接触件;
30.所述投射模块用于将红外激光投射至加工件的加工部位外侧;
31.所述识别模块倾斜10-60
°
对红外激光进行识别,获取识别数据,且识别模块内部设置有基于标记加工件的校准数据,通过将识别数据与校准数据进行对比,获取检测结果。
32.进一步的,所述回收箱包括与基座相连接的固定箱,所述固定箱的内部滑动连接有滑动箱;
33.第二回收仓和第一回收仓基于隔板分布在滑动箱的内部,且分布的宽度比值为3-5:1。
34.进一步的,所述固定箱内部靠近循环输送机构移动方向的一侧安装有干燥结构,用于对加工件外侧的实体标记进行干燥。
35.进一步的,所述滑动箱和第一回收仓的内部均安装有计件模块,用于对其内部的加工件数量进行统计,并且在第一回收仓内部不合格的加工件过多时,发出提示信息。
36.与现有技术相比,本发明具备以下有益效果:
37.本发明通过循环输送机构和工位组装结构,可将各个加工件固定后,将其循环输送至数控旋转锉的加工部位一侧,从而可以实现连续供料的技术目的,并且配合工位组装结构中的多轴驱动机构,可以将对应的加工件角度进行更改,从而可以提高加工范围或者减少数控旋转锉加工结构的工作范围,从而可以提高加工的准确度,并且可以提高连续加工时的加工效率;
38.另一方面,基座在数控旋转锉加工结构的对应部位一侧安装有密封箱,在对加工件进行加工时,可以将其余加工件进行分隔,避免加工产生的碎屑对未加工的加工件造成影响;
39.进一步,在加工件加工后,通过检测机构,可以对加工件的加工情况进行检测,并且基于检测结果将加工件进行标记和收纳,从而方便工作人员后续对加工件进行识别。
附图说明
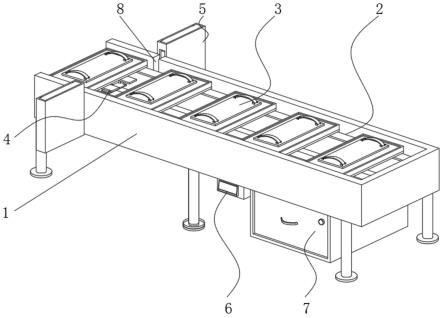
40.图1为一种数控旋转锉磨床用加工装置的结构示意图;
41.图2为本发明中基座的侧剖视图;
42.图3为本发明图2中a部分的结构放大图;
43.图4为本发明中密封箱的侧剖视图;
44.图5为本发明中检测机构的侧剖视图;
45.图6为本发明中回收箱的剖视图;
46.1、基座;2、循环输送机构;3、工位组装结构;4、支撑结构;5、密封箱;6、检测机构;7、回收箱;8、豁口;9、标记结构;10、干燥结构;11、计件模块;31、连接板;32、第一弹性件;33、组装板;34、多轴驱动机构;35、盛放板;36、电子锁紧机构;37、电磁吸附机构;351、连接件;352、旋转架;353、弹性遮挡件;41、组装架;42、第一气缸;43、支撑架;51、收纳箱;52、遮挡板;53、水平驱动机构;54、豁口槽;55、导向轴;56、导向槽;61、设备箱;62、第二气缸;63、连接块;64、检测模块;65、连接架;66、第二弹性件;67、接触件;91、第三气缸;92、喷射机构;71、固定箱;72、滑动箱;73、第一回收仓;74、第二回收仓;341、第一丝杆驱动机构;342、第二
丝杆驱动机构;343、转向机构。
具体实施方式
47.实施例1
48.参照图1至图6,一种数控旋转锉磨床用加工装置,包括基座1,基座1的一端延伸至数控旋转锉的内部,并且位于加工结构的一侧,基座1的内部安装有循环输送机构2,循环输送机构2的上侧安装有多个等距分布的工位组装结构3;工位组装结构3用于固定加工件,循环输送机构2用于将各个工位组装结构3循环移动至加工结构的一侧,并通过加工结构对加工件进行加工;
49.基座1内部的一端安装有支撑结构4,支撑结构4用于对位于加工结构一侧的工位组装结构3进行支撑,且基座1靠近加工结构的两侧均开设有豁口8,两组豁口8的一侧均安装有密封箱5,密封箱5用于将处于加工状态的工位组装结构3与其余工位组装结构3进行分隔,避免加工产生的碎屑对后续的加工件造成影响,并且保持基座1内部处于相对整洁的工作环境;
50.基座1下侧远离密封箱5的一侧依次安装有检测机构6和回收箱7;
51.检测机构6对加工后的加工件进行检测,并基于检测结果对加工件进行标记;
52.回收箱7内部划分为第一回收仓73和第二回收仓74,加工件基于标记收纳至对应第一回收仓73或第二回收仓74中。
53.循环输送机构2包括驱动辊、支撑辊和两组带体组成,两组带体均套设在驱动辊和支撑辊的外侧,并且两组带体的高度相同,且均基于驱动辊同步转动;
54.各个工位组装结构3均与两组带体相连接,并且基于两组带体循环移动至加工结构的一侧。
55.支撑结构4包括与基座1内壁相连接的组装架41,组装架41分布在驱动辊和支撑辊之间,且组装架41的上表面安装有第一气缸42,第一气缸42的输出端安装有位于两组带体之间的支撑架43;
56.第一气缸42启动时,将支撑架43从两组带体之间进行上升,并向对应的工位组装结构3进行支撑。
57.参照图2至图3,工位组装结构3包括与循环输送机构2相连接的连接板31,连接板31的两侧均通过多个第一弹性件32安装有组装板33,连接板31内部两端靠近第一弹性件32的一侧均安装有电磁吸附机构37,组装板33下表面设置有与两组电磁吸附机构37对应的吸附部位,组装板33的上侧安装有多轴驱动机构34,多轴驱动机构34的输出端安装有盛放板35,盛放板35的上侧安装有至少一组电子锁紧机构36;
58.加工件基于电子锁紧机构36固定在工位组装结构3的上侧,并且基于多轴驱动机构34进行旋转,用于配合加工部位进行加工,进而降低加工部位的旋转角度。
59.在支撑结构4中的支撑架43对工位组装结构3进行支撑时,电磁吸附机构37断电,支撑架43与工位组装结构3中的连接板31接触,并通过拉伸第一弹性件32将连接板31及其上侧的结构抬起,并对其进行支撑。
60.多轴驱动机构34包括一组第一丝杆驱动机构341和奇数个第二丝杆驱动机构342,分别用于加工件水平x轴和y轴的移动,并且多个第二丝杆驱动机构342均与第一丝杆驱动
机构341的输出端相连接,且等距分布在第一丝杆驱动机构341的输出端外侧,且位置中间位置的一组第二丝杆驱动机构342的输出端安装有转向机构343,转向机构343用于带动加工件进行旋转。
61.盛放板35包括连接件351,连接件351与未安装第二丝杆驱动机构342的各个第一丝杆驱动机构341输出端相连接,且连接件351的上侧转动连接有旋转架352,转向机构343的输出端与旋转架352相连接,用于带动旋转架352在连接件351的上侧进行旋转;
62.对应的电子锁紧机构36安装在旋转架352的上侧。
63.连接件351的侧面与组装板33之间安装有弹性遮挡件353;
64.弹性遮挡件353用于对组装板33的开口进行遮挡,避免加工产生的碎屑对多轴驱动机构34造成影响。
65.参照图4,密封箱5与基座1相连接的收纳箱51,收纳箱51的内部安装有遮挡板52,且收纳箱51内部靠近遮挡板52的一侧安装有水平驱动机构53,在此实施例中,水平驱动机构53为第三丝杆驱动机构,第三丝杆驱动机构的输出端通过螺纹套与遮挡板52的顶部相连接;
66.遮挡板52朝向基座1的一侧开设有多个豁口槽54,多个豁口槽54基于循环输送机构2中两组带体的高度进行分布;在第三丝杆驱动机构的输出端工作时,螺纹套带动收纳箱51进行水平移动,通过豁口槽54套设在对应带体的外侧,避免与带体发生接触;
67.收纳箱51的内部安装有至少一组与遮挡板52移动方向平行的导向轴55,遮挡板52内部开设有套设在导向轴55外侧的导向槽56,用于增大遮挡板52滑动时的稳定性;
68.并且两组密封箱5中的遮挡板52合拢后,对带体与基座1之间的空间进行阻隔。
69.并且在此实施例中,两组遮挡板52朝向数控旋转锉的加工部位的一侧设置有倾斜的挡板,用于对下侧的工位组装结构3进行遮挡,进而对正在加工的工位组装结构3外侧形成l型的分隔区域。
70.参照图5,检测机构6包括与基座1相连接的设备箱61和连接架65,设备箱61的内部安装有多个第二气缸62,多个第二气缸62的输出端之间安装有连接块63,连接块63的两侧均与设备箱61内壁滑动连接;
71.连接块63内部的两侧均安装有检测模块64,且连接块63内部靠近检测模块64的上侧开设有滑槽;
72.连接架65的两侧与两组滑槽滑动连接,且连接架65的两侧均安装有与对应检测模块64相连接的第二弹性件66,连接架65的内部转动连接有接触件67;
73.加工件经过检测机构6时,与检测模块64相接触,并且基于加工件表面的光滑度,检测模块64产生对应的波动数据,检测机构6基于波动数据对加工件进行标记;
74.并且加工件经过检测机构6时,对应工位组装结构3内部的电磁吸附机构37启动,将组装板33吸附在连接板31的一侧,并且其晃动。
75.检测机构6内部靠近多个第二气缸62的一侧安装有标记结构9,标记结构9用于对加工件进行实体标记,且标记结构9包括与检测机构6相连接的第三气缸91,第三气缸91的输出端安装有喷射机构92;
76.在加工件需要被标记时,第三气缸91将喷射机构92上升至加工件的下侧,随后喷射机构92启动,将标记物喷射至加工件的下侧。
77.参照图6,回收箱7包括与基座1相连接的固定箱71,固定箱71的内部滑动连接有滑动箱72;
78.第二回收仓74和第一回收仓73基于隔板分布在滑动箱72的内部,且分布的宽度比值为3-5:1,优选的,为3:1。
79.固定箱71内部靠近循环输送机构2移动方向的一侧安装有干燥结构10,用于对加工件外侧的实体标记进行干燥。
80.滑动箱72和第一回收仓73的内部均安装有计件模块11,用于对其内部的加工件数量进行统计,并且在第一回收仓73内部不合格的加工件过多时,发出提示信息;
81.计件模块11在加工50件加工件后,对加工件的合格率进行统计,低于95%后发出提示信息,在此实施例中,滑动箱72的外侧设置有led灯,通过设置led灯的颜色,对提示信息进行显示。
82.工作原理:
83.在使用时,将待加工的加工件通过多轴驱动机构34依次安装至各个工位组装结构3中的旋转架352上侧;
84.各个加工件随循环输送机构2移动至数控旋转锉的加工部位一侧,随后停止循环输送机构2,启动各个密封箱5中的水平驱动机构53,带动对应的遮挡板52沿着导向轴55水平移动,将对应的工位组装结构3进行分隔;
85.随后启动数控旋转锉的加工结构,对加工件进行加工,在加工时,通过多轴驱动机构34中的第一丝杆驱动机构341和第二丝杆驱动机构342,实现加工件水平方向的x轴和y轴移动,同时通过转向机构343,带动加工件进行旋转;
86.加工之后,密封箱5复位,循环输送机构2带动加工件进行移动,直至新的一组工位组装结构3及其加工件进行价值;
87.加工后的加工件经过检测机构6时,检测机构6中的第二气缸62带动连接块63上升,将接触件67与加工件的加工部位进行接触,并带动连接架65压缩第二弹性件66,使检测模块64产生对应的压力读数,并且基于加工件加工部位的光滑程度,检测模块64产生不同的压力读数波动,通过计算数据波动,获取波动数据,并且通过与预先设计的波动阈值进行对比,对大于阈值的加工件进行标记,并将对比结果传输至标记结构9;
88.在被标记的加工件移动至标记结构9的上侧后,标记结构9中的第三气缸91带动喷射机构92上升至加工件的下侧,喷射机构92启动,将标记物喷射至加工件的上侧;
89.随后加工件移动至回收箱7的内部,在经过干燥结构10时,对标记物进行干燥处理,形成实体标记;
90.并且未被标记的加工件进入第二回收仓74中后,电子锁紧机构36打开,加工件收纳至第二回收仓74中,并对应的计件模块11计数加一;
91.被标记的加工件进入第一回收仓73中后,电子锁紧机构36打开,加工件收纳至第一回收仓73中,并对应的计件模块11计数加一。
92.实施例2
93.相较于实施例,本实施例用于降低生产成本,各个工位组装结构3中的电磁吸附机构37去除,并且回收箱7中的干燥结构10和计件模块11去除,并将检测机构6中的标记结构9去除;
94.同时检测机构6中设置有冗量波动数据,在检测机构6中的接触件67与加工件接触时,加工件基于重力将对应工位组装结构3中的第一弹性件32拉伸,接触件67与加工件接触后,会将加工件向上抬升,直至组装板33与连接板31接触,此段产生的数据波动均统计在冗量波动数据中,并且在后续检测时屏蔽此段波动数据。
95.并且相较于实施例1,检测机构6中通过电子标记对实体标记进行代替,电子标记与对应的工位组装结构3对应,在工位组装结构3移动至回收箱7中对应的位置后,其外侧的电子锁紧机构36打开,将加工件收纳至第一回收仓73中。
96.实施例3
97.相较于实施例1,检测机构6内部用投射模块和识别模块代替第二气缸62、连接块63、检测模块64、连接架65、第二弹性件66和接触件67;
98.投射模块用于将红外激光投射至加工件的加工部位外侧;
99.识别模块倾斜30
°
对红外激光进行识别,获取识别数据,且识别模块内部设置有基于标记加工件的校准数据,通过将识别数据与校准数据进行对比,获取检测结果;
100.并且回收箱7中只设置有第二回收仓74,并将计件模块11去除;
101.在经投射模块和识别模块对加工件进行检测和标记后,各个加工件均收纳在第二回收仓74内部,并且在后续通过人工分拣将被标记的加工件与合格的加工件进行筛分。
102.以上所述仅是本发明的优选实施方式,本发明的保护范围并不仅局限于上述实施例,凡属于本发明思路下的技术方案均属于本发明的保护范围。应当指出,对于本技术领域的普通技术人员来说,在不脱离本发明原理前提下的若干改进和润饰,这些改进和润饰也应视为本模板的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1