一种封边机修、刮边装配线及其生产工艺的制作方法
本发明涉及封边机的修、刮边生产装配,特别是涉及一种封边机修、刮边装配线及其生产工艺。
背景技术:
1、随着国内房地产行业的快速发展,国内家具需求日益增长,家具厂对封边机设备的需求越来越多,巨大的设备需求,木工机械也得到了高速的发展。传统封边机机构的装配基本都是单个机构单人装配的方式,一个人完成一个机构需要完成几十上百个工序,工序繁杂,各个环节完全通过人力完成,效率底下,根本无法满足大产量的生产需求。而且,单个区域多种部件堆叠在一起,装配时进行机构部件搬运非常麻烦,影响整体的生产效率。
技术实现思路
1、基于此,有必要针对上述问题,提供一种封边机修、刮边装配线及其生产工艺,能够有效将修、刮边装配有机结合,很好地将一个复杂的装配工艺分解成多个简单的步骤,提升工作效率,并有效减轻人力负担。
2、其技术方案如下:
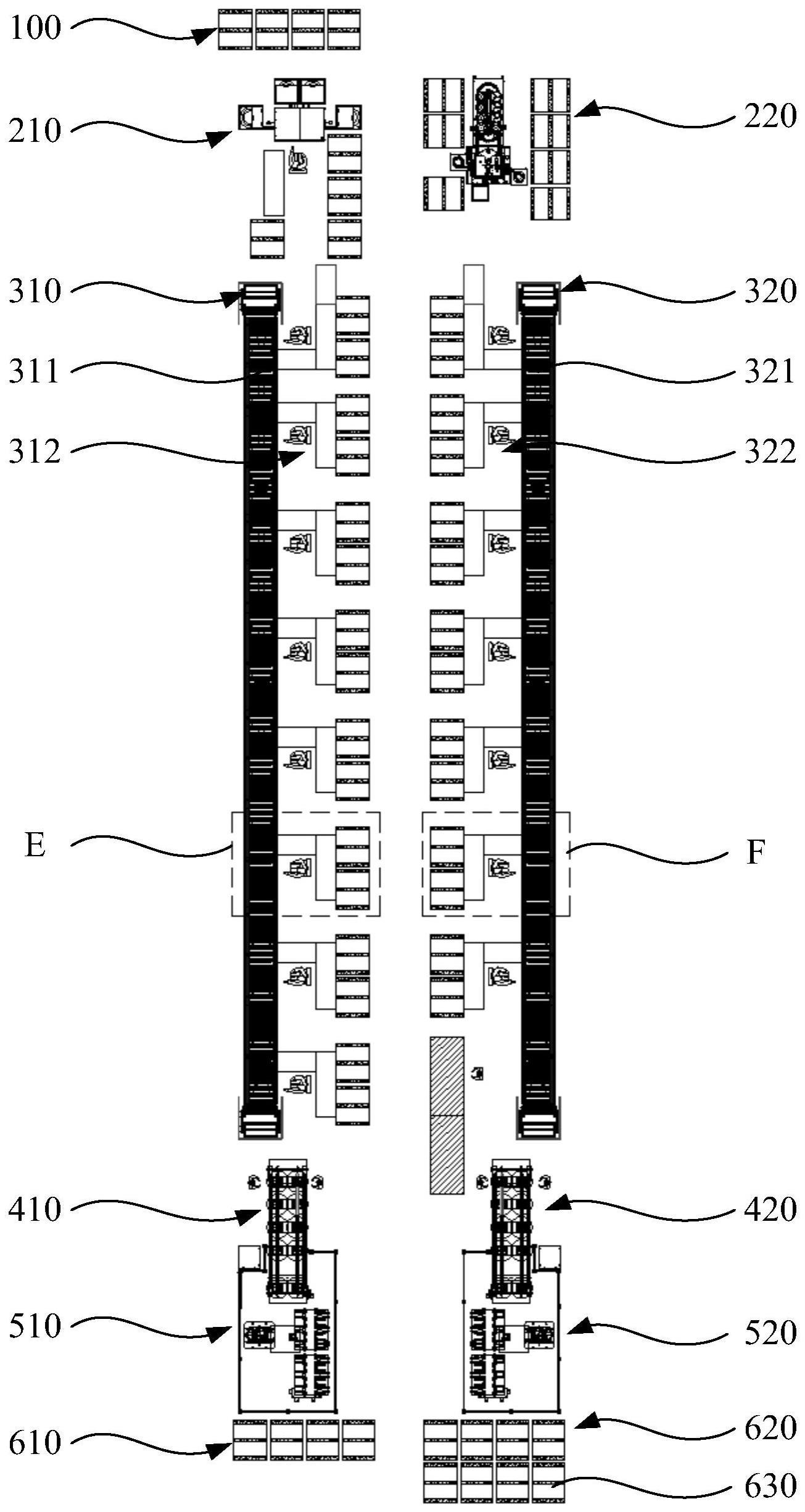
3、一方面,提供了一种封边机修、刮边装配线,包括依次设置的上料区、预装区、装配流水线、倍速线、下料区及成品区;
4、所述预装区包括滑座直线轴承装配区和大小圆盘轴承装配区,所述装配流水线包括并排设置的修边机构装配线和刮边机构装配线,所述修边机构装配线包括修边输送带,所述修边输送带的一侧上依次设有若干修边装配工位;所述刮边机构装配线包括刮边输送带,所述刮边输送带的一侧上依次设有若干刮边装配工位。
5、下面进一步对技术方案进行说明:
6、在其中一个实施例中,所述修边输送带和所述刮边输送带均为滚筒输送带,所述滚筒输送带上设有若干用于放置工件的托盘。
7、在其中一个实施例中,所述滚筒输送带上对应所述修边装配工位或所述刮边装配工位设有限位机构。
8、在其中一个实施例中,所述下料区上设有下料机械手。
9、在其中一个实施例中,所述成品区上设有若干木托。
10、在其中一个实施例中,所述修边装配工位设置有八个。
11、在其中一个实施例中,所述刮边装配工位设置为七个。
12、在其中一个实施例中,倍速线包括连接在修边机构装配线输出端的修边倍速线、及连接在刮边机构装配线输出端的刮边倍速线。
13、在其中一个实施例中,下料区包括连接在修边倍速线输出端的修边下料区、及连接在刮边倍速线输出端的刮边下料区。
14、另一方面,还提供了一种基于上述一种封边机修、刮边装配线的生产工艺,其特征在于,还包括以下步骤:
15、s1、将待装配的修边机构工件或刮边机构工件从上料区上料至滑座直线轴承装配区,进行对修边或刮边的滑座直线轴承装配;
16、s2、再移动至大小圆盘轴承装配区,进行修边或刮边的大小圆盘轴承装配;
17、s3、将需要进行装配的修边机构工件输送至修边装配线上,并通过若干个修边装配工位依次进行装配加工;或将需要进行装配的刮边机构工件输送至刮边装配线上,并通过若干个刮边装配工位依次进行装配加工;
18、s4、装配完成后的修边机构工件或刮边装配工件输送至倍速线进行最终的组装作业;
19、s5、完成最终组装的修边机构工件或刮边装配工件通过下料区完成下料,并存放在成品区内,等待出货。
20、本发明的有益效果:
21、与现有技术相比,本发明的一种封边机修、刮边装配线,采用自动化设备连线方式,通过将封边机的修、刮边装配线的上料区、预装区和装配流水线、倍速线、下料区和成品区有机结合,能够很好地将一个复杂的装配工艺分解成多个简单的步骤,提升工作效率,并有效减轻人力负担。并且将修边机构装配线和刮边机构装配线并排设置,能够有效减少整个装配线的占地面积,提高车间的占地使用率。更进一步地,将整个装配流水线划分为若干个修边装配工位和刮边装配工位的生产线作业方式,有利于降低单个工位的劳动强度,还能够有利于提高工作效率。
技术特征:
1.一种封边机修、刮边装配线,其特征在于,包括依次设置的上料区(100)、预装区、装配流水线、倍速线、下料区(500)及成品区;
2.根据权利要求1所述的一种封边机修、刮边装配线,其特征在于,所述修边输送带(311)和所述刮边输送带(321)均为滚筒输送带,所述滚筒输送带上设有若干用于放置工件(700)的托盘(330)。
3.根据权利要求2所述的一种封边机修、刮边装配线,其特征在于,所述滚筒输送带上对应所述修边装配工位(312)或所述刮边装配工位(322)设有限位机构(340)。
4.根据权利要求1所述的一种封边机修、刮边装配线,其特征在于,所述下料区(500)上设有下料机械手(530)。
5.根据权利要求1所述的一种封边机修、刮边装配线,其特征在于,所述成品区上设有若干木托(630)。
6.根据权利要求1所述的一种封边机修、刮边装配线,其特征在于,所述修边装配工位(312)设置有八个。
7.根据权利要求1所述的一种封边机修、刮边装配线,其特征在于,所述刮边装配工位(322)设置为七个。
8.根据权利要求1所述的一种封边机修、刮边装配线,其特征在于,倍速线包括连接在修边机构装配线(310)输出端的修边倍速线(410)、及连接在刮边机构装配线(320)输出端的刮边倍速线(420)。
9.根据权利要求8所述的一种封边机修、刮边装配线,其特征在于,下料区(500)包括连接在修边倍速线(410)输出端的修边下料区(510)、及连接在刮边倍速线(420)输出端的刮边下料区(520)。
10.一种基于权利要求1至9任一项所述的一种封边机修、刮边装配线的生产工艺,其特征在于,还包括以下步骤:
技术总结
本发明涉及一种封边机修、刮边装配线,包括依次设置的上料区、预装区、装配流水线、倍速线、下料区及成品区。预装区包括滑座直线轴承装配区和大小圆盘轴承装配区,装配流水线包括并排设置的修边机构装配线和刮边机构装配线,修边机构装配线包括修边输送带,修边输送带的一侧上依次设有若干修边装配工位;刮边机构装配线包括刮边输送带,刮边输送带的一侧上依次设有若干刮边装配工位。本发明还涉及一种基于上述一种封边机修、刮边装配线的生产工艺,能够有效将修、刮边装配有机结合,很好地将一个复杂的装配工艺分解成多个简单的步骤,提升工作效率,并有效减轻人力负担。
技术研发人员:黄旭,李洪茂,邱小勇,车天庚,何敏康
受保护的技术使用者:广州弘亚数控机械股份有限公司
技术研发日:
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!