粉芯焊丝以及用于焊接金属的相应方法与流程
粉芯焊丝以及用于焊接金属的相应方法
1.本发明涉及用粉芯焊丝焊接金属基材。其还涉及用于制造粉芯焊丝的方法。其特别地非常适合于建筑、造船、运输行业(铁路和汽车)、能源相关结构、油气行业和海上行业。
2.特别地当必须填充间隙时,用填充焊丝焊接金属基材是已知的。填充焊丝可以从侧面投入焊缝(如在气体保护钨极电弧焊和激光焊接中),或者其也可以为自耗电极(如在埋弧焊、气体保护金属极电弧焊、气体保护粉芯焊丝电弧焊和混合激光焊接中,其中电弧头为气体保护金属极电弧)。在一些情况下,填充焊丝呈粉芯焊丝的形式,即中空并且填充有包含改善性能的组分的熔剂的焊丝。添加造渣剂以保护焊池并使焊缝成形和支撑焊缝。使用铁粉提高沉积速率。添加粉末状合金以产生低合金沉积物或改善机械特性。使用脱氧剂和焊剂使焊缝金属细化。
3.专利申请wo00/16940公开了使用钛酸盐例如na2ti3o7或k2tio3来实现深熔深气体保护钨极电弧焊缝。将钛酸盐作为填充焊丝的一部分施加至焊缝区,以在碳钢、铬-钼钢、不锈钢以及镍基合金中提供深熔深焊缝。wo00/16940的钛酸盐化合物以约325目或更细的高纯度粉末形式使用,325目对应于44μm。为了控制电弧漂移、焊缝一致性以及焊件的熔渣和表面外观,可以向基于钛酸盐的填充焊丝任选地添加多种另外的组分,包括过渡金属氧化物例如tio、tio2、cr2o3和fe2o3,二氧化硅,锰硅化物,氟化物和氯化物。熔剂的所有化合物都具有微米尺寸。
4.虽然用wo00/16940中公开的熔剂改善了熔深,但熔深对于钢基材不是最佳的。
5.因此需要改善钢基材中的焊缝熔深并因此改善经焊接的钢基材的机械特性。还需要提高用粉芯焊丝焊接的沉积速率和生产率。
6.为此,本发明涉及粉芯焊丝,其包括护套和填充所述护套的熔剂,其中熔剂包含钛酸盐和选自tio2、sio2、zro2、y2o3、al2o3、moo3、cro3、ceo2、la2o3及其混合物的纳米颗粒氧化物。
7.根据本发明的粉芯焊丝还可以具有以下列出的单独或组合考虑的任选特征:
[0008]-钛酸盐选自:na2ti3o7、natio3、k2tio3、k2ti2o5、mgtio3、srtio3、batio3、catio3、fetio3和zntio4或其混合物,
[0009]-熔剂中纳米颗粒氧化物的百分比小于或等于80重量%,
[0010]-熔剂中纳米颗粒氧化物的百分比大于或等于10%,
[0011]-纳米颗粒的尺寸为5nm至60nm,
[0012]-熔剂中钛酸盐的百分比大于或等于45重量%,
[0013]-钛酸盐的直径为1μm至40μm,
[0014]-护套由钢制成,
[0015]-粉芯焊丝还包含选自微米颗粒氧化物和/或微米颗粒氟化物的微米颗粒化合物,
[0016]-粉芯焊丝还包含选自ceo2、na2o、na2o2、nabio3、naf、caf2、冰晶石(na3alf6)及其混合物的微米颗粒化合物,
[0017]-粉芯焊丝还包含呈微米和/或毫米尺寸颗粒形式的石灰、二氧化硅、氧化锰和氟化钙。
[0018]
本发明还涉及用于制造粉芯焊丝的方法,所述方法包括以下顺序步骤:
[0019]
a.将至少钛酸盐和选自tio2、sio2、zro2、y2o3、al2o3、moo3、cro3、ceo2、la2o3及其混合物的纳米颗粒氧化物混合,
[0020]
b.将所获得的混合物引入芯焊丝的护套中以形成粉芯焊丝。
[0021]
本发明还涉及用于制造焊接接头的方法,所述方法包括用包括护套和填充所述护套的熔剂的粉芯焊丝对钢材进行电弧焊接或激光焊接,其中熔剂包含钛酸盐和选自tio2、sio2、zro2、y2o3、al2o3、moo3、cro3、ceo2、la2o3及其混合物的纳米颗粒氧化物。
[0022]
对以下术语进行定义:
[0023]-纳米颗粒是尺寸为1纳米(nm)至100纳米(nm)的颗粒。
[0024]-钛酸盐是指包含钛、氧和至少一种另外的元素例如碱金属元素、碱土元素、过渡金属元素或金属元素的无机化合物。它们可以呈其盐形式。
[0025]
不希望受任何理论的束缚,认为粉芯焊丝中包含的熔剂主要改变了熔池物理性质。似乎在本发明中,不仅化合物的性质,而且等于或小于100nm的氧化物颗粒的尺寸改变了熔池物理性质。
[0026]
事实上,熔剂被熔化并以溶解物质的形式并入熔融金属中,如果焊接技术涉及电弧,则以电离物质的形式并入电弧中。由于电弧中存在钛酸盐和氧化物纳米颗粒,电弧收缩。
[0027]
此外,溶解在熔融金属中的熔剂改变了marangoni流,其是由于表面张力梯度而产生的液-气界面处的质量传递。特别地,熔剂的组分改变了沿界面的表面张力梯度。这种表面张力的改变引起流体流向焊池中心的反转。这种反转引起焊接熔深和焊接效率的提高,从而引起沉积速率的增加,并因此提高生产率。不希望受任何理论的束缚,认为纳米颗粒比微米颗粒在更低的温度下溶解,因此更多的氧溶解在熔池中,这激活了反向marangoni流。
[0028]
当焊接技术涉及电弧时,反向marangoni流的作用与由于电弧收缩引起的较高等离子体温度结合,这进一步提高了焊缝熔深和材料沉积速率。当焊接技术涉及激光束时,反向marangoni流有助于保持适当的钥孔形状,这继而防止气体截留,并因此防止焊缝中的孔。
[0029]
此外,溶解氧充当表面活性剂,从而改善熔融金属对基底金属的润湿性,并因此避免焊件中容易出现的关键缺陷,例如边缘熔合不足。
[0030]
此外,由于熔剂的组分使表面张力随温度增加,焊缝材料的润湿性沿边缘(其比熔池中心更冷)增加,这防止了夹渣。
[0031]
通过阅读以下描述将更好地理解本发明,提供该描述仅为了解释的目的,而绝不旨在为限制性的。
[0032]
粉芯焊丝包括护套和填充所述护套的熔剂。
[0033]
在本发明的情况下,护套的材料没有特别限制。其可以为钢,例如镀铜的c-mn钢。
[0034]
焊丝通常具有0.8mm至4mm的直径。至于护套,其厚度根据所选的填充百分比而变化。填充百分比为熔剂成分或“填料”的重量与焊丝总重量相比的比率。
[0035]
粉芯焊丝的熔剂包含钛酸盐和选自tio2、sio2、zro2、y2o3、al2o3、moo3、cro3、ceo2、la2o3及其混合物的纳米颗粒氧化物。换言之,熔剂包含钛酸盐和至少一种纳米颗粒氧化物,其中至少一种纳米颗粒氧化物选自tio2、sio2、zro2、y2o3、al2o3、moo3、cro3、ceo2、la2o3及其
混合物。这意指熔剂不包含任何其他列出的纳米颗粒氧化物。
[0036]
钛酸盐选自由碱金属钛酸盐、碱土钛酸盐、过渡金属钛酸盐、金属钛酸盐及其混合物组成的钛酸盐的组。钛酸盐更优选地选自:na2ti3o7、natio3、k2tio3、k2ti2o5、mgtio3、srtio3、batio3、catio3、fetio3和zntio4及其混合物。认为基于反向marangoni流的作用,这些钛酸盐进一步增加了熔深深度。本发明人理解所有钛酸盐在某种程度上表现相似并且增加了熔深深度。因此所有钛酸盐都是本发明的一部分。本领域技术人员将根据具体情况知道必须选择哪一种。为此,将考虑钛酸盐熔化和溶解的难易程度、其增加溶解氧含量的多少、钛酸盐的另外的元素如何影响熔池物理性质和最终焊缝的微观结构。例如,natio7是有利的,因为na的存在改善了熔渣形成和分离。
[0037]
优选地,钛酸盐的直径为1μm至40μm,更优选为1μm至20μm并且有利地为1μm至10μm。认为这种钛酸盐直径进一步改善了电弧收缩和反向marangoni效应。此外,具有小的微米钛酸盐颗粒增加了可用于与纳米颗粒氧化物混合的比表面积,并使纳米颗粒氧化物进一步粘附至钛酸盐颗粒。
[0038]
优选地,钛酸盐在熔剂干重中的重量百分比大于或等于45%,更优选为45%至90%,甚至更优选为65%至90%。
[0039]
纳米颗粒氧化物选自tio2、sio2、zro2、y2o3、al2o3、moo3、cro3、ceo2、la2o3及其混合物。这些纳米颗粒容易地溶解在熔池中,为熔池提供氧,从而改善润湿性和材料沉积,并实现更深的焊缝熔深。与其他氧化物例如cao、mgo、b2o3、co3o4或cr2o3相反,它们不趋于形成脆性相,它们不具有防止热适当地使钢熔化的高耐火效应,并且其金属离子不趋于与熔池中的氧再结合。
[0040]
优选地,纳米颗粒为sio2和tio2,更优选为sio2和tio2的混合物。认为sio2主要增加熔深深度,并且使脱渣容易,而tio2主要增加熔深深度,并且形成基于ti的夹杂物,这改善了机械特性。
[0041]
纳米颗粒氧化物的混合物的其他实例为:
[0042]-氧化钇稳定的氧化锆(ysz),其为通过添加氧化钇(y2o3)使二氧化锆(zro2)的立方晶体结构在室温下稳定的陶瓷,
[0043]-la2o3、zro2和y2o3的1:1:1组合,其有助于调节耐火效应,并促进夹杂物的形成。
[0044]
优选地,纳米颗粒的尺寸为5nm至60nm。认为该纳米颗粒直径进一步改善了熔剂的均匀分布。
[0045]
优选地,纳米颗粒氧化物在熔剂干重中的重量百分比小于或等于80%,优选大于或等于10%,更优选为10%至60%,甚至更优选为25%至55%。
[0046]
根据本发明的一个变体,熔剂由钛酸盐和选自tio2、sio2、zro2、y2o3、al2o3、moo3、cro3、ceo2、la2o3及其混合物的纳米颗粒氧化物组成。
[0047]
根据本发明的另一个变体,熔剂还可以包含铁粉作为剩余部分。剩余部分可能可以占熔剂的高至55重量%。
[0048]
根据本发明的另一个变体,熔剂还包含微米颗粒化合物,例如微米颗粒氧化物和/或微米颗粒氟化物,例如na2o、na2o2、ceo2、nabio3、naf、caf2、冰晶石(na3alf6)。对于以上列出的纳米颗粒氧化物中的一些,从纳米颗粒转向微米颗粒减轻了在焊丝制造期间与使用这些氧化物中的一些相关的健康和安全问题。可以添加na2o、na2o2、nabio3、naf、caf2、冰晶石
以改善熔渣形成,使得进一步防止夹渣。它们还有助于形成易于分离的熔渣。熔剂可以包含按熔剂干重计0.1重量%至5重量%的na2o、na2o2、nabio3、naf、caf2、冰晶石或其混合物。
[0049]
与将熔剂作为镀层施加在待焊接的基材上相比,使相同组合物容纳在粉芯焊丝的护套中是特别有利的。首先,取消了在焊接前对基材进行镀覆的额外步骤。此外,焊接之后无需除去沿焊件的多余镀层。在这方面,由于粉芯焊丝提供的所有颗粒都溶解在熔池中,因此颗粒也得到了更有效的利用。最后,避免了镀覆步骤期间的溶剂和喷雾,这对于操作者的健康和安全是有益的。
[0050]
在工艺方面,在第一步中,优选地将钛酸盐和纳米颗粒氧化物混合。混合可以在潮湿条件下用溶剂例如丙酮进行,或者在干燥条件下例如在3d粉末振动混合器中进行。混合有利于纳米颗粒在钛酸盐颗粒上的聚集,这防止了纳米颗粒无意地释放到空气中(这将是健康和安全问题)。
[0051]
然后将由此获得的熔剂沉积在细窄的带上,该带在先前步骤中已通过成形辊形成为u形截面的带。然后使填充有熔剂的u形带流过特殊的闭合辊,使其成型为管并紧紧地压制芯材。然后将该管穿过拉模拉拔以减小其直径并进一步压制芯材。拉拔紧密地密封了护套,并且另外地使芯材在压制下固定在管内,从而避免了熔剂的不连续性。
[0052]
在提供了根据本发明的粉芯焊丝之后,可以通过用粉芯焊丝对钢材进行电弧焊接或激光焊接来制造焊接接头。
[0053]
优选地,待焊接的钢基材为碳钢。
[0054]
钢基材可以任选地在其一侧的至少一部分上镀覆有防腐镀层。优选地,防腐镀层包含选自锌、铝、铜、硅、铁、镁、钛、镍、铬、锰及其合金的金属。
[0055]
在一个优选的实施方案中,防腐镀层为基于铝的镀层,其包含小于15重量%的si、小于5.0重量%的fe、任选的0.1重量%至8.0重量%的mg和任选的0.1%至30.0%的zn,剩余部分为铝和由制造过程引起的不可避免的杂质。在另一个优选实施方案中,防腐镀层为基于锌的镀层,其包含0.01重量%至8.0重量%的al、任选的0.2重量%至8.0重量%的mg,剩余部分为zn和由制造过程引起的不可避免的杂质。
[0056]
防腐镀层优选地施加在钢基材的两侧上。
[0057]
钢材可以焊接至相同组成或不同组成的钢基材。其也可以焊接至另一种金属,例如铝。
[0058]
焊接技术的种类没有限制,只要其与根据本发明的粉芯焊丝兼容并且用作从侧面投入焊缝(如在气体保护钨极电弧焊和激光焊接中),或者用作自耗电极(如在埋弧焊、气体保护金属极电弧焊、气体保护粉芯焊丝电弧焊、窄间隙焊接和混合激光焊接中,其中电弧头为气体保护金属极电弧)即可。
[0059]
根据焊接技术,焊接区可以被保护熔剂覆盖。这种熔剂在焊接期间保护焊接区免受氧化。或者,根据本发明的粉芯焊丝的焊剂还包含使得焊丝适用于自保护焊的另外的组分。其优选地包含呈微米和/或毫米尺寸颗粒形式的石灰、二氧化硅、氧化锰和氟化钙。除了钛酸盐和纳米颗粒氧化物提供的效果之外,这些化合物还提供对熔剂的保护效果。
[0060]
最后,本发明涉及根据本发明的粉芯焊丝用于制造压力容器、海上组件和油气组件、造船、汽车、核组件以及通常的重工业和制造业的用途。
实施例
[0061]
实施例1:
[0062]
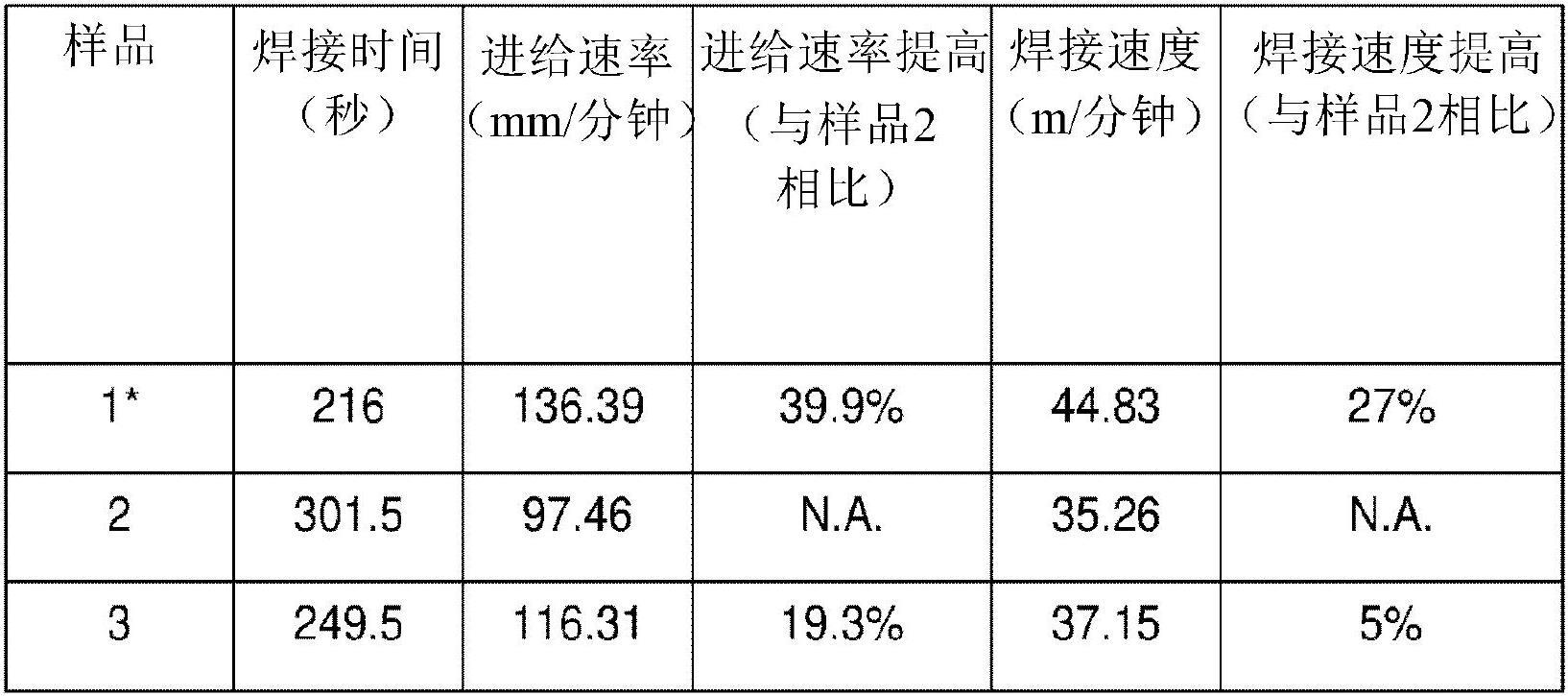
制备包含70重量%mgtio3(直径:2μm)、10重量%sio2(直径范围:12nm至23nm)和20重量%tio2(直径范围:36nm至55nm)的熔剂,并将其引入0.5mm c-mn钢护套中以形成1.6mm直径的焊丝。
[0063]
在对结构钢(c-mn s355)进行的强度为110a且电压为10.8v至12.8v的板上珠焊气体保护钨极电弧焊(bead-on-plate gas tungsten arc welding)期间,对这种标识为样品1的粉芯焊丝进行测试,所述结构钢的组成在下表1中详述:
[0064]
cmnsiaisp0.1020.9030.0120.040.00880.012
[0065]
在这些测试期间,将样品1与以下商业焊丝进行比较:
[0066]-mc710-h,其为由lincoln供应的低碳钢金属芯焊丝。其护套填充有铁粉(样品2),
[0067]-ok tubrodur 15crmn o/g,其为由供应的粉芯焊丝,用于低碳钢、低合金钢和c-mn钢(样品3)。其熔剂的确切组成未知。
[0068]
使用500mm焊丝时获得的结果在表2中详述:
[0069][0070]
*:根据本发明
[0071]
结果表明,焊接速度显著提高,同时材料沉积显著提高。
[0072]
此外,测量并比较了沉积材料的宽度。看起来用样品1获得的焊缝比用样品2获得的焊缝平均大16%,并且比用样品3获得的焊缝平均大21%。
[0073]
表明了根据本发明的熔剂的组分使表面张力随温度降低,使得焊缝材料的润湿性沿熔池的边缘增加。
[0074]
实施例2:
[0075]
通过有限元法(finite element method,fem)模拟评估了不同焊剂对钢基材焊接的影响。在模拟中,熔剂包含直径为10nm至50nm的纳米颗粒氧化物和任选的mgtio3(直径:2μm)。对使用呈粉芯焊丝形式的各种熔剂的电弧焊进行模拟,结果在下表3中:
[0076][0077]
*:根据本发明
[0078]
结果表明,与比较熔剂相比,根据本发明的熔剂改善了焊缝的熔深和品质。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1