一种导线焊接管及其焊接方法与流程
本发明涉及导线焊接,具体地指一种导线焊接管及其焊接方法。
背景技术:
1、电路中导线与导线之间的焊接通常用搭焊、钩焊、绕焊的方法实现导线与导线的连接。搭焊是将镀过锡的导线搭接到另外一根镀过锡的导线上,这种方法最简单,但是强度最低,可靠性最差。 钩焊是将镀过锡的导线弯成钩形,连接在一起并用钳子夹紧之后焊接,钩焊的强度高于搭焊。绕焊是将镀过锡的导线缠绕拉紧后进行焊接,可靠性最高,在导线焊接可靠性要求高的情况下,通常选用绕焊的方法,但是绕焊时必须让锡液充分渗透到绞合线芯之间的缝隙里,如果渗透不充分,芯线之间的连接强度就不够,容易脱焊,而且锡液涂覆在线芯表面,很难做到接头光滑平整,在对焊工的焊接工艺要求较高,如果接头表面有尖头,可能穿透外面缠绕的绝缘胶带或热缩套管,降低绝缘效果。
技术实现思路
1、本发明的目的在于克服上述不足,提供一种导线焊接管及其焊接方法,以解决背景技术中提出的问题。
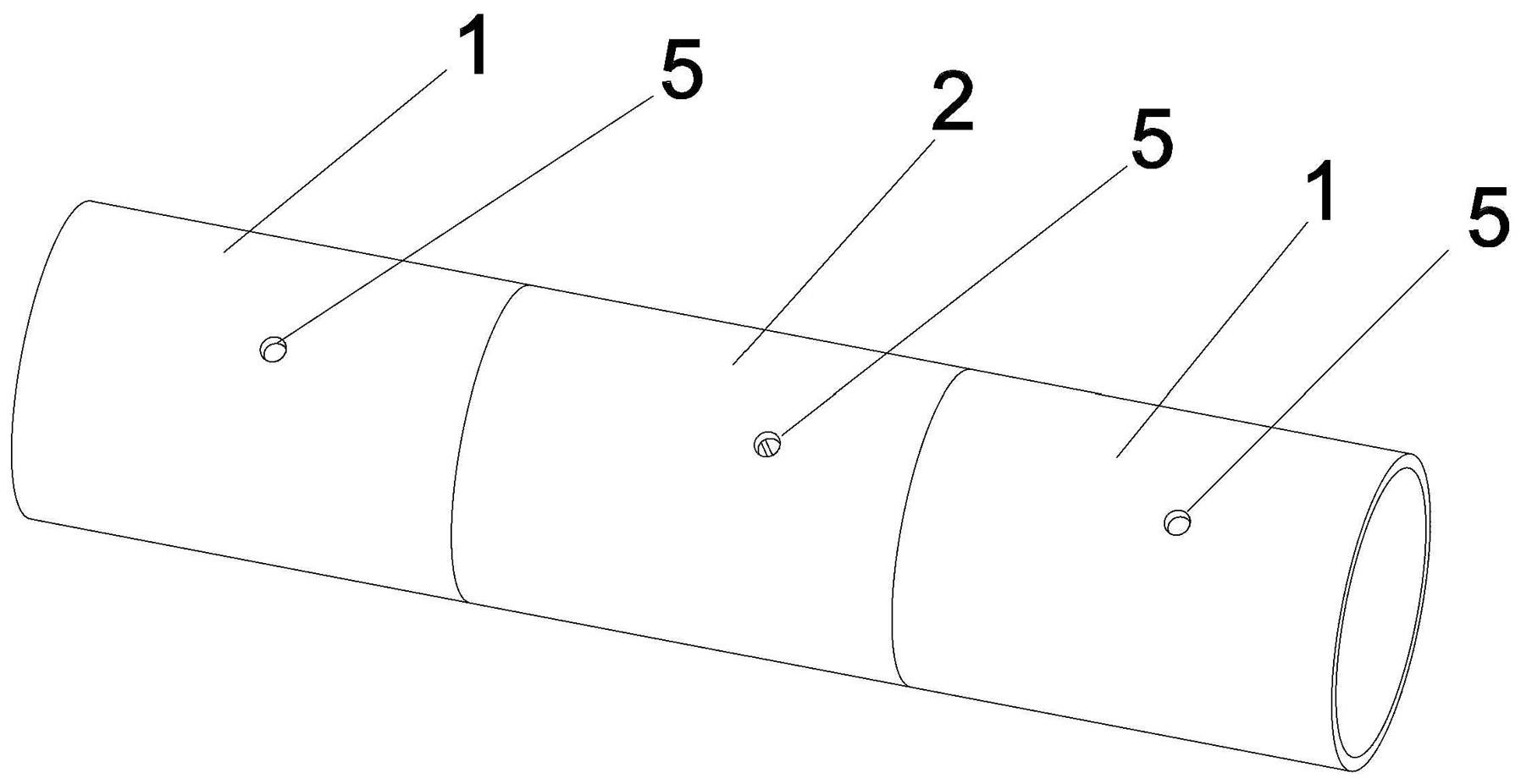
2、本发明为解决上述技术问题,所采用的技术方案是:一种导线焊接管,包括位于两侧的绕焊管和位于中间的搭焊管,所述搭焊管内部设有呈螺旋型的搭焊片,所述搭焊片表面开设有连通孔,所述搭焊管侧壁开设有注焊孔。
3、优选地,所述绕焊管侧壁也开设有注焊孔。
4、优选地,所述搭焊片边缘与搭焊管内壁接触。
5、优选地,所述搭焊片边缘与搭焊管内壁焊接。
6、优选地,所述绕焊管和搭焊管均为直径相同的圆筒形结构,且彼此连通并焊接在一起。
7、优选地,所述绕焊管和搭焊管分别为一体成型管道的两侧区域和中间区域。
8、优选地,所述搭焊管侧壁上开设的注焊孔位于搭焊片对应的侧壁区域。
9、另外,本发明还公开上述导线焊接管的焊接方法,它包括如下步骤:
10、1)、将左侧一根导线的线芯从焊接管左侧穿入,线芯穿过左侧的绕焊管并进入到搭焊管的搭焊片一侧面,线芯随搭焊片的螺旋形结构形成扭曲后穿出搭焊管,进入右侧的绕焊管内,随后从右侧绕焊管穿出,漏出线芯头;
11、2)、将右侧另一根导线的线芯从焊接管右侧穿入,线芯穿过右侧的绕焊管并进入到搭焊管的搭焊片另一侧面,线芯随搭焊片的螺旋形结构形成扭曲后穿出搭焊管,进入左侧的绕焊管内,随后从左侧绕焊管穿出,漏出线芯头;
12、3)、在焊接管左侧,将左侧的导线线芯根部和从焊接管穿出的右侧导线线芯头捏紧,按与右侧线芯经过搭焊管的扭曲方向相同的扭转方向,拧紧两根线芯,使两根线芯在左侧绕焊管内缠绕紧实,并延伸到搭焊片的左端;
13、4)、在焊接管右侧,将右侧的导线线芯根部和从焊接管穿出的左侧导线线芯头捏紧,按与左侧线芯经过搭焊管的扭曲方向相同的扭转方向,拧紧两根线芯,使两根线芯在右侧绕焊管内缠绕紧实,并延伸到搭焊片的右端;
14、5)、同时捏紧焊接管左右两侧的两根导线,左右两侧各同时按原扭转方向拧紧两根线芯,使两根线芯的缠绕部位从左右两侧同时挤向搭焊片左右两端,使两根线芯与搭焊片缠绕紧实;
15、6)、将焊锡丝放在搭焊管的注焊孔开口处,用电烙铁将焊锡丝融化成锡液,锡液注入搭焊管,并充满搭焊管,锡液会充分渗透到两根线芯的接缝和搭焊片的连通孔,使两根线芯与搭焊片和搭焊管充分焊接;
16、7)、将焊锡丝放在左侧绕焊管的注焊孔开口处,用电烙铁将焊锡丝融化成锡液,锡液注入绕焊管直至注满,锡液充分渗透到两根线芯的接缝,使两根线芯与左侧绕焊管充分焊接;
17、8)、将焊锡丝放在右侧绕焊管的注焊孔开口处,用电烙铁将焊锡丝融化成锡液,锡液注入绕焊管直至注满,锡液充分渗透到两根线芯的接缝,使两根线芯与右侧绕焊管充分焊接。
18、进一步地,它还包括如下步骤:
19、9)、用斜口钳减除焊接管左侧线芯的多余线头和右侧线芯的多余线头,将热缩套管移至焊接管上,使热缩套管完全覆盖裸露的金属部分,然后用热风枪吹热缩套管,使热缩套管套紧接头。
20、优选地,所述步骤6)中,注焊时要确保搭焊管的注焊孔中也充满焊液,待焊液凝固后形成一个从搭焊管内向搭焊管外壁的凸点,凸点高度小于等于管壁厚度;
21、所述步骤7)中,注焊时要确保左侧绕焊管的注焊孔中也充满焊液,待焊液凝固后形成一个从绕焊管内向绕焊管外壁的凸点,凸点高度小于等于管壁厚度;
22、所述步骤8)中,注焊时要确保右侧绕焊管的注焊孔中也充满焊液,待焊液凝固后形成一个从绕焊管内向绕焊管外壁的凸点,凸点高度小于等于管壁厚度。
23、本发明的有益效果:
24、1)本发明提出的搭焊管、搭焊片及其连接方式改变了传统的两根导线搭焊或绕焊的方式,搭焊片的螺旋形结构可以改善导线与搭焊片的搭接方式,增大导线与搭焊片的接触面积,使导线之间的连接更可靠,当两根导线沿着焊接管轴向受到相反方向的拉力时,搭焊片在两侧绕接的导线中间起到阻隔作用,导线更不容易松脱。
25、2)本发明提出的搭焊管、绕焊管及其焊接方法改善了传统的两根导线直接搭焊或绕焊的工艺要求,焊液只需通过三个注焊孔注满焊接管即可,即使焊接管内焊液渗透不充分,也不影响导线连接的可靠性,更不必像传统焊接方法那样顾忌接头光滑平整等焊接工艺。
26、3)本发明中采用的三个注焊孔有利于向焊接管内注入焊液,通过焊液使焊接管内的两根线芯、搭焊片、管壁等焊接为一体,降低了焊接工艺难度,同时增加了焊接可靠性。
27、4)本发明中搭焊管注焊孔处于搭焊管上下区域分隔处,结构简单巧妙,外管开一个孔就可以同时对被搭焊片分隔的上下区域焊接施工。
28、5)本发明中搭焊片上的连通孔方便焊液在上下区域之间快速流通,降低焊接工艺难度,同时增加了导线的焊接可靠性,连通孔中的焊液凝固后可以在一定程度上限制两根线芯在外力作用下的轴向位移。
29、6)本发明为直筒型结构,仅中部的搭焊管内布置有搭焊片,其结构简单、稳固,易于生产,成本低。
30、7)本发明中搭焊管、绕焊管的注焊孔和搭焊片的连通孔充满焊锡后形成的凸点,有利于加强焊接管的焊接可靠性,即使焊接管内的焊锡与管壁焊接不充分,凸点也能限制外力作用下管内的连接体与管壁的相对位移。
31、8)本发明中焊接管、搭焊片、注焊孔、连通孔和焊锡的配合,以及两根导线在管内的扭曲形态和缠绕方法,使两根导线线芯与焊接管更容易形成牢固的焊接体,即使焊接工艺水平不足,焊接管内个别区域没有充满焊液,也不会造成连接失效,具有更好的焊接工艺容错水平。
32、9)本发明通过焊接管实现导线线芯的对接,相比传统的焊接方式,焊接管表面光滑,而且机械强度高,便于在外表面缠绕绝缘胶带或热缩套管,不会因为焊接水平差造成尖头,影响绝缘胶带或热缩套管的外绝缘。
33、10)本发明由1段搭焊管和2段绕焊管构成,搭焊管在中间,绕焊管在两侧,搭焊管中间有螺旋型的搭焊片,对接的两根导线线芯在搭焊管中通过螺旋型的搭焊片搭接,在两侧空心的绕焊管中绕接,两根线芯的接触面较大,线芯与搭焊片的搭接,配合两侧线芯的绕接,共同实现可靠连接,能够承受较大的轴向和径向拉力而不至于连接失效。
34、11)本发明通过搭焊管、绕焊管的注焊孔和搭焊片的连通孔,实现焊液向焊接管内各个区域的注入和流通,使焊接管、线芯、搭焊片连接为一体,形成牢固、可靠的电气连接,三个注焊孔形成的焊锡凸点分属三个不同的功能区,能够使连接体承受更大、更多方向的作用力而不至于连接失效。
- 还没有人留言评论。精彩留言会获得点赞!