一种伺服直驱压力机的制作方法
本发明属于压力机,特别涉及一种伺服直驱压力机。
背景技术:
1、现有技术中压力机根据其具体工作方式不同,通常分为螺旋压力机和伺服直驱压力机。
2、螺旋压力机是靠飞轮惯性积蓄能量瞬间向工件释放使其变形,通过飞轮惯性机械储能的方式,具有定能量和限力的工作特性,其工作过程中,因螺旋压力机的行程不定,且其能量瞬间向工件释放,难以调控向工件释放的力及过程,限制了螺旋压力机在精确压制过程的应用。
3、现有技术中的伺服直驱压力机,结构复杂,传动效率较低,在控制驱动过程中,由于其传动结构容易出现磨损,容易出现过大的机械间隙,难以控制滚珠丝杠副的精确运动,不能保证压力的精度和机器的寿命;且现有技术中使用的伺服直驱压力机时,通常只控制电机的运转,不具备压制工件过程中压力检测的作用,不能保证产品在成型过程中压力恒定,且在使用伺服直驱压力机时,由于滑块回程上升时,滑块与模座重量较大,容易造成机械的磨损,进而增大了设备的误差。
4、基于上述问题,本发明旨在提供一种传动效率高、压制过程压力控制精确、设备使用寿命长的伺服直驱压力机。
技术实现思路
1、本发明旨在提供一种传动效率高、压制过程压力控制精确、设备使用寿命长的伺服直驱压力机,通过永磁同步电机转矩正反向驱动滚珠丝杆副,直接推动滑块作上、下往返运动,在设备整个锻击和回程过程中,滑块的位移、速度及压力能精确控制,在滑块前端安装压力传感器来适时监测压力反馈信号,压力出现偏差时自动启动补偿功能,通过电机转矩输出的调整,保证产品成形过程压力恒定。
2、为解决上述技术问题,根据本发明的一个方面,本发明提供了如下技术方案:
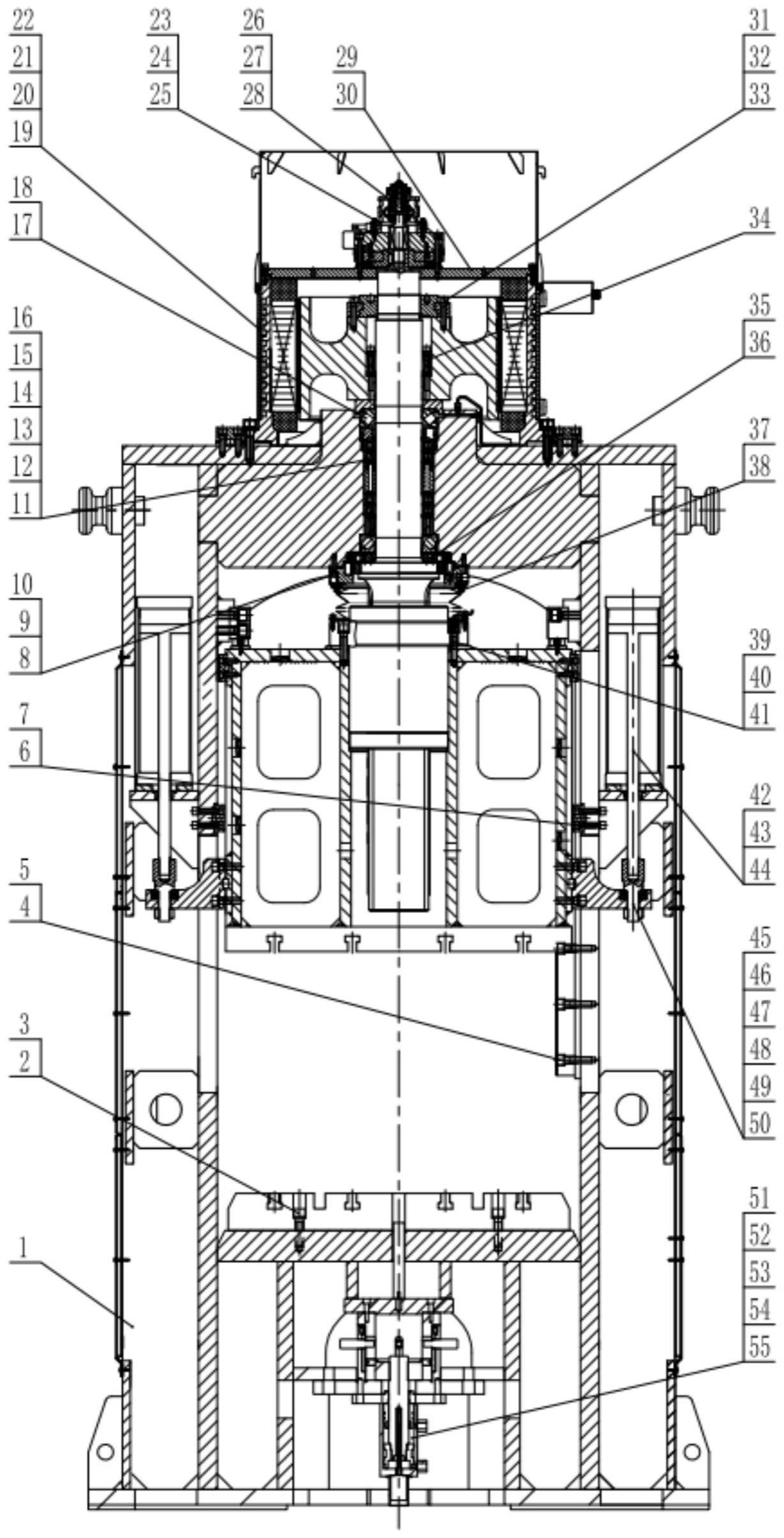
3、一种伺服直驱压力机,包括床身部分、直驱电机部分、滑块部分、平衡缸部分、顶料部分及计算机伺服控制系统,其中,在床身部分的上部设置直驱电机部分,在床身的内部中央设置滑块部分,在滑块部分的外侧设置用于平衡滑块部分重量的平衡缸部分,在床身部分底部工作台下设置有顶料部分。
4、优选的,床身部分包括,机身、工作台垫板、直线导轨、限位块,其中机身内设置有立柱,工作台垫板固定安装在工作台上,在机身立柱内侧四周均固定有直线导轨,限位块固定在机身立柱内侧。
5、优选的,床身部分还包括封油环、o型圈、圆柱滚子轴承、内衬套、外衬套、隔套、轴承盖、推力调心滚子轴承和隔垫,封油环固定在机身横梁下部,其间装有o型圈,圆柱滚子轴承四对两两并排安装在机身横梁上部内孔,中间装有内衬套和外衬套,轴承盖固定轴承外圈,推力调心滚子轴承一端安装在机身横梁下部内孔,另一端安装在机身横梁上部。
6、优选的,直驱电机部分包括:直驱电机、防尘罩、编码器装置、编码器安装轴、盘式制动器和制动器安装板,直驱电机的定子安装在机身横梁上;直驱电机定子顶部安装有防尘罩;编码器装置固定在盘式制动器上方,中间通过编码器安装轴与滚珠丝杆副的主螺杆连接,编码器产生的脉冲信号可以用来精确控制直驱电机转子的角位移,编码器装置与滑块之间有滚珠丝杆副连接,同时编码器也可以监测滑块的直线位移与速度;盘式制动器与制动器安装板固定,制动器安装板安装在直驱电机定子外壳上,滚珠丝杆副的主螺杆上端轴的平键与盘式制动器的花键轴套连接,盘式制动器内部固定有电磁线圈。
7、优选的,滑块部分包括:锁紧螺母、螺母锁紧环、胀紧套、止推轴承、滚珠丝杆副和滑块,滚珠丝杆副的螺母与滑块紧固,滚珠丝杆副的主螺杆通过胀紧套与直驱电机的转子固定,上端用锁紧螺母紧固,在直驱电机的转子端部安装螺母锁紧环,滚珠丝杆副的主螺杆中部大刮台上端面安装有止推轴承,其与机身横梁下部内孔装有的推力调心滚子轴承间保持有0.20mm-0.40mm间隙,在滑块前端部位安装的压力传感器。
8、优选的,大刮台外圆周上热套装有挡油圈,将收集横梁上部各轴承的润滑回油流入封油环再回到润滑油箱;防护罩上端固定在封油环上,下端固定在滚珠丝杆副的螺母上端面。
9、优选的,平衡缸部分包括:平衡缸、配焊板、转接杆、圆螺母、碟簧、连接座、平键二,平衡缸安装在机身左右立柱内腔,配焊板通过与平衡缸前法兰紧固,配焊板焊装在机身上;连接座与平键二配合,紧固在滑块的左右两侧;连接座与平衡缸的活塞杆通过转接杆、碟簧和圆螺母紧固连接。
10、优选的,顶料部分包括:顶出器、顶杆、导向套和磁致位移伸缩传感器,顶出器安装在机身工作台下部内腔内,机身工作台和垫板间安装有导向套,顶杆安装在导向套内落在顶出器活塞杆上,顶出器的行程可以通过安装在顶出尾部的磁致位移伸缩传感器来发讯。
11、优选的,计算机伺服控制系统,将计算机伺服控制系统与直驱电机部分、滑块部分电连接。
12、优选的,计算机伺服控制系统,包括设备控制系统、编码器装置、直驱电机及软件控制程序。
13、本发明提供了一种伺服直驱压力机,其优点在于:
14、(1)本发明的伺服直驱压力机,通过永磁同步电机转矩正反向驱动滚珠丝杆副,直接推动滑块作上、下往返运动,在设备整个锻击和回程过程中,滑块的位移、速度及压力能精确控制。
15、(2)本发明的伺服直驱压力机,设备锻击过程通过滑块前端安装的压力传感器适时监测压力反馈信号,压力出现偏差时自动启动补偿功能,通过电机转矩输出的调整,保证产品成形过程压力恒定。
16、(3)本发明的伺服直驱压力机,省去了中间传动环节,实现了真正意义上的“零传动”,节能、环保;设备结构简单,维护简单。
17、(4)本发明的伺服直驱压力机,通过平衡缸在滑块回程上升时平衡滑块和模座的大部分重量,在滚珠丝杆副间形成润滑油膜,保证滚珠丝杆副的运行精度和提高使用寿命。
18、(5)本发明中,通过编码器实时检测转子角位移,当滑块接触工件时,电机变为恒转矩,滑块下行锻击毛坯,通过控制压制过程的恒转矩提高了毛坯的加工精度。
19、(6)本发明中,设置盘式制动器内部固定有电磁线圈,通电时制动器开闸,电机正常运转,反之,线圈断电,制动器抱闸,制动盘组件在弹簧力的作用下压紧制动盘,产生制动力矩,制动电机,能够精确的控制电机的运转。
20、(7)本发明中,通过在滑块前端部位安装的压力传感器,可以实时监控滑块的压力,并通过计算机伺服控制系统可以根据实际需要,改变位于滑块上的压力,来适应不同的应用场景。
21、(8)本发明中,通过永磁同步电机转矩正反向驱动滚珠丝杆副,直接推动滑块作上、下往返运动,在设备整个锻击和回程过程中,滑块的位移、速度及压力能精确控制,在滑块前端安装压力传感器来适时监测压力反馈信号,压力出现偏差时自动启动补偿功能,通过电机转矩输出的调整。
技术特征:
1.一种伺服直驱压力机,其特征在于:包括床身部分、直驱电机部分、滑块部分、平衡缸部分、顶料部分及计算机伺服控制系统;其中,
2.根据权利要求1所述的伺服直驱压力机,其特征在于,床身部分包括,机身、工作台垫板、直线导轨、限位块,其中机身内设置有立柱,工作台垫板固定安装在工作台上,在机身立柱内侧四周均固定有直线导轨,限位块固定在机身立柱内侧。
3.根据权利要求1所述的伺服直驱压力机,其特征在于,床身部分还包括封油环、o型圈、圆柱滚子轴承、内衬套、外衬套、隔套、轴承盖、推力调心滚子轴承和隔垫,封油环固定在机身横梁下部,其间装有o型圈,圆柱滚子轴承四对两两并排安装在机身横梁上部内孔,中间装有内衬套和外衬套,轴承盖固定轴承外圈,推力调心滚子轴承一端安装在机身横梁下部内孔,另一端安装在机身横梁上部。
4.根据权利要求1所述的伺服直驱压力机,其特征在于,直驱电机部分包括:直驱电机、防尘罩、编码器装置、编码器安装轴、盘式制动器和制动器安装板,直驱电机的定子安装在机身横梁上;直驱电机定子顶部安装有防尘罩;编码器装置固定在盘式制动器上方,中间通过编码器安装轴与滚珠丝杆副的主螺杆连接,编码器产生的脉冲信号可以用来精确控制直驱电机转子的角位移,编码器装置与滑块之间有滚珠丝杆副连接,同时编码器也可以监测滑块的直线位移与速度;盘式制动器与制动器安装板固定,制动器安装板安装在直驱电机定子外壳上,滚珠丝杆副的主螺杆上端轴的平键与盘式制动器的花键轴套连接,盘式制动器内部固定有电磁线圈。
5.根据权利要求1所述的伺服直驱压力机,其特征在于,滚珠丝杆副的主螺杆中部大刮台上端面安装有止推轴承,其与机身横梁下部内孔装有的推力调心滚子轴承间保持有0.20mm-0.40mm间隙。
6.根据权利要求5所述的伺服直驱压力机,其特征在于:大刮台外圆周上热套装有挡油圈,将收集横梁上部各轴承的润滑回油流入封油环再回到润滑油箱;防护罩上端固定在封油环上,下端固定在滚珠丝杆副的螺母上端面。
7.根据权利要求6所述的伺服直驱压力机,其特征在于:平衡缸部分包括:平衡缸、配焊板、转接杆、圆螺母、碟簧、连接座、平键二,平衡缸安装在机身左右立柱内腔,配焊板通过与平衡缸前法兰紧固,配焊板焊装在机身上;连接座与平键二配合,紧固在滑块的左右两侧;连接座与平衡缸的活塞杆通过转接杆、碟簧和圆螺母紧固连接。
8.根据权利要求1所述的伺服直驱压力机,其特征在于:顶料部分包括:顶出器、顶杆、导向套和磁致位移伸缩传感器,顶出器安装在机身工作台下部内腔内,机身工作台和垫板间安装有导向套,顶杆安装在导向套内落在顶出器活塞杆上,顶出器的行程可以通过安装在顶出尾部的磁致位移伸缩传感器来发讯。
9.根据权利要求1所述的伺服直驱压力机,其特征在于:计算机伺服控制系统,将计算机伺服控制系统与直驱电机部分、滑块部分电连接。
10.根据权利要求9所述的伺服直驱压力机,其特征在于:计算机伺服控制系统,包括设备控制系统、编码器装置、直驱电机及软件控制程序。
技术总结
本发明涉及一种伺服直驱压力机,其包括直驱电机、滑块部分、平衡缸部分、顶料部分以及计算机伺服控制系统,通过永磁同步电机转矩正反向驱动滚珠丝杆副,直接推动滑块作上、下往返运动,在设备整个锻击和回程过程中,滑块的位移、速度及压力能精确控制,在滑块前端安装压力传感器来适时监测压力反馈信号,压力出现偏差时自动启动补偿功能,通过电机转矩输出的调整,保证产品成形过程压力恒定,通过省去中间传动环节,实现了真正意义上的“零传动”,提高传动效率的同时降低了设备的制备和维护成本。
技术研发人员:冯仪,余俊,熊幼斌,陈刚,王朝清,沈军舰,饶晓轩
受保护的技术使用者:武汉新威奇科技有限公司
技术研发日:
技术公布日:2024/1/11
- 还没有人留言评论。精彩留言会获得点赞!