一种直管的管端加工机构的制作方法
本发明涉及换热器原材料的生产,尤其涉及一种直管的管端加工机构。
背景技术:
1、管翅式换热器作为一种紧凑式换热器,在制冷行业具有广泛的应用,图1所示的直管是换热器的一个直管零件22由原料到成品的生产流程图,该直管零件22的成品具有一端粗一端细的特点。
2、为了生产这种直管零件,公开号为cn 211331319 u的专利公开了一种多功能直管自动化加工设备,该设备采用振动盘上料,将管状工件上料到水平设置的转盘上,在水平转盘上对管件进行两端车平面、直管扩孔或缩孔等工序后自动成型成品直管。
3、这样的设备也存在以下问题,第一、由于进行直管扩孔时转盘只受到一侧的轴向力,容易导致转盘发生变形;第二、用作原料的管状工件21为短管,需要在上一道工序将长条的管件切断成型,然后将切断的短管搬运到振动盘中再进行使用,搬运的过程需要耗费大量的人工,难以实现将生产管状工件21和加工管状工件21两道工序自动化衔接。
技术实现思路
1、鉴于此,本发明的目的在于提供一种直管的管端加工机构,该机构能够实现自动地对管状工件进行加工,同时可以提高转盘的使用寿命。
2、本发明为解决其技术问题而采用的技术方案是:
3、一种直管的管端加工机构,包括机架,所述机架上设置有:
4、转盘,所述转盘上设置有能够装夹管状工件的工装夹具,所述转盘的盘面为竖向设置,所述转盘连接有能够驱动其转动的转盘驱动装置;
5、管端整形装置,包括分别设置在转盘两侧的两组整形刀组以及能够驱动两组整形刀组靠近或远离转盘移动的进刀驱动器;
6、直管加工装置,包括送管组件和能够对管状工件进行扩孔或缩孔的胀缩加工组件,所述胀缩加工组件和转盘隔开设置,所述送管组件包括能够抓取工装夹具上的管状工件的第一取料件、以及能够驱动第一取料件将管状工件输送到胀缩加工组件的送料驱动器。
7、在本发明的一种优选方案中,所述整形刀组包括固定在机架上的整形支架、设置在整形支架上的刀轴、可拆卸地安装在刀轴上的整形刀头、以及可驱动所述刀轴转动的整形驱动器。
8、在本发明的一种优选方案中,所述胀缩加工组件位于所述转盘的后侧,所述第一取料件呈杆状且位于所述转盘的前侧,所述第一取料件的后端具有能够插入管状工件内托起所述管状工件的插头,所述第一取料件上还设置有能够与管状工件的端面抵接的推管结构,所述送料驱动器用于驱动所述第一取料件前后移动,所述第一取料件向后移动时插取管状工件并输送至胀缩加工组件。
9、在本发明的一种优选方案中,所述推管结构为设置于所述第一取料件上的台阶。
10、在本发明的一种优选方案中,所述胀缩加工组件包括固定在机架上的扩孔模、设置在扩孔模之后的挤胀杆,所述挤胀杆连接有能够驱动其前后移动的扩孔驱动器,所述扩孔模上设置有可供管状工件穿过的阶梯孔,所述第一取料件带着管状工件向后移动时将管状工件推入所述阶梯孔中,所述挤胀杆向前移动时插入所述管状工件内并配合所述阶梯孔将所述管状工件挤胀成型。
11、在本发明的一种优选方案中,所述阶梯孔包括第一孔段和位于所述第一孔段之后的第二孔段,所述第二孔段的直径大于第一孔段的直径,所述扩孔模上设置有插板及与所述第一孔段相交的插槽,所述插板连接有能够驱动插入插槽中并堵住所述第一孔段的插板驱动器。
12、在本发明的一种优选方案中,所述工装夹具包括一个固定夹块和一个活动夹块,所述固定夹块上朝向活动夹块的一侧设置有水平的夹管槽,所述活动夹块上朝向固定夹块的一侧也设置有水平的夹管槽,所述转盘上还设置有能够驱动活动夹块相对于固定夹块移动以夹住管状工件的装夹驱动器。
13、在本发明的一种优选方案中,还包括上料装置,所述上料装置包括承接件和上料输送装置,所述承接件上设置有用于承接截断的管状工件的收纳槽,所述上料输送装置包括能够抓取收纳槽中的管状工件的第二取料件以及能够驱动第二取料件将管状工件输送至转盘上的工装夹具的上料驱动器。
14、在本发明的一种优选方案中,所述第二取料件呈杆状,所述第二取料件的前端具有能够插入管状工件内托起所述管状工件的插头,所述第二取料件上还设置有能够与管状工件的端面抵接的推管结构,所述上料驱动器用于驱动所述第二取料件前后移动,所述收纳槽的一端设置有朝向所述转盘的出管口,所述第一取料件向前移动时插取管状工件穿过出管口并输送至转盘上的工装夹具。
15、在本发明的一种优选方案中,所述收纳槽为直线形v型槽,所述收纳槽的底面为与管状工件配合的弧面,所述出管口为能够给所述管状工件导向的圆孔,所述圆孔设置在所述收纳槽的内侧端面上。
16、本发明的有益效果是:
17、第一、本发明将胀缩加工组件设置在转盘之外,对管状工件进行扩孔或缩孔时转盘不受力,有利于提升转盘的使用寿命。
18、第二、本发明中,转盘为竖向设置,第一取料件和胀缩加工组件一前一后地布置在转盘的两侧侧,第一取料件向后移动时即可插取管状工件并输送到胀缩加工组件的工作位置,方便快捷。
19、第三、由于转盘和胀缩加工组件之间存在空隙,第一取料件将管状工件向后推到该空隙处时,第一取料件上的插头能够托起管状工件,避免管状工件的后端向下垂而无法输送到胀缩加工组件的工作位置。
20、第四、现有的开料装置中,基本都是采用先环切、然后拉断或拍断的方式来成型管状工件,本发明中,采用承接件的收纳槽来承接这些由开料装置生产的管状工件,管件落入收纳槽中后,即可自动地滚入收纳槽的底部且沿着收纳槽的长度方向排列,便于实现生产管状工件和加工管状工件两道工序自动化衔接。
技术特征:
1.一种直管的管端加工机构,其特征在于,包括机架(1),所述机架(1)上设置有:
2.根据权利要求1所述的一种直管的管端加工机构,其特征在于,所述胀缩加工组件(7)位于所述转盘(5)的后侧,所述第一取料件(81)呈杆状且位于所述转盘(5)的前侧,所述第一取料件(81)的后端具有能够插入管状工件(21)内托起所述管状工件(21)的插头(91),所述第一取料件(81)上还设置有能够与管状工件(21)的端面抵接的推管结构,所述送料驱动器(82)用于驱动所述第一取料件(81)前后移动,所述第一取料件(81)向后移动时插取管状工件(21)并输送至胀缩加工组件(7)。
3.根据权利要求2所述的一种直管的管端加工机构,其特征在于,所述推管结构为设置于所述第一取料件(81)上的台阶(92)。
4.根据权利要求2所述的一种直管的管端加工机构,其特征在于,所述胀缩加工组件(7)包括固定在机架(1)上的扩孔模(71)、设置在扩孔模(71)之后的挤胀杆(72),所述挤胀杆(72)连接有能够驱动其前后移动的扩孔驱动器(73),所述扩孔模(71)上设置有可供管状工件(21)穿过的阶梯孔(711),所述第一取料件(81)带着管状工件(21)向后移动时将管状工件(21)推入所述阶梯孔(711)中,所述挤胀杆(72)向前移动时插入所述管状工件(21)内并配合所述阶梯孔(711)将所述管状工件(21)挤胀成型。
5.根据权利要求4所述的一种直管的管端加工机构,其特征在于,所述阶梯孔(711)包括第一孔段(7111)和位于所述第一孔段(7111)之后的第二孔段(7112),所述第二孔段(7112)的直径大于第一孔段(7111)的直径,所述扩孔模(71)上设置有插板(713)及与所述第一孔段(7111)相交的插槽(712),所述插板(713)连接有能够驱动插入插槽(712)中并堵住所述第一孔段(7111)的插板驱动器(714)。
6.根据权利要求1所述的一种直管的管端加工机构,其特征在于,所述工装夹具(51)包括一个固定夹块(511)和一个活动夹块(512),所述固定夹块(511)上朝向活动夹块(512)的一侧设置有水平的夹管槽,所述活动夹块(512)上朝向固定夹块(511)的一侧也设置有水平的夹管槽,所述转盘(5)上还设置有能够驱动活动夹块(512)相对于固定夹块(511)移动以夹住管状工件(21)的装夹驱动器(513)。
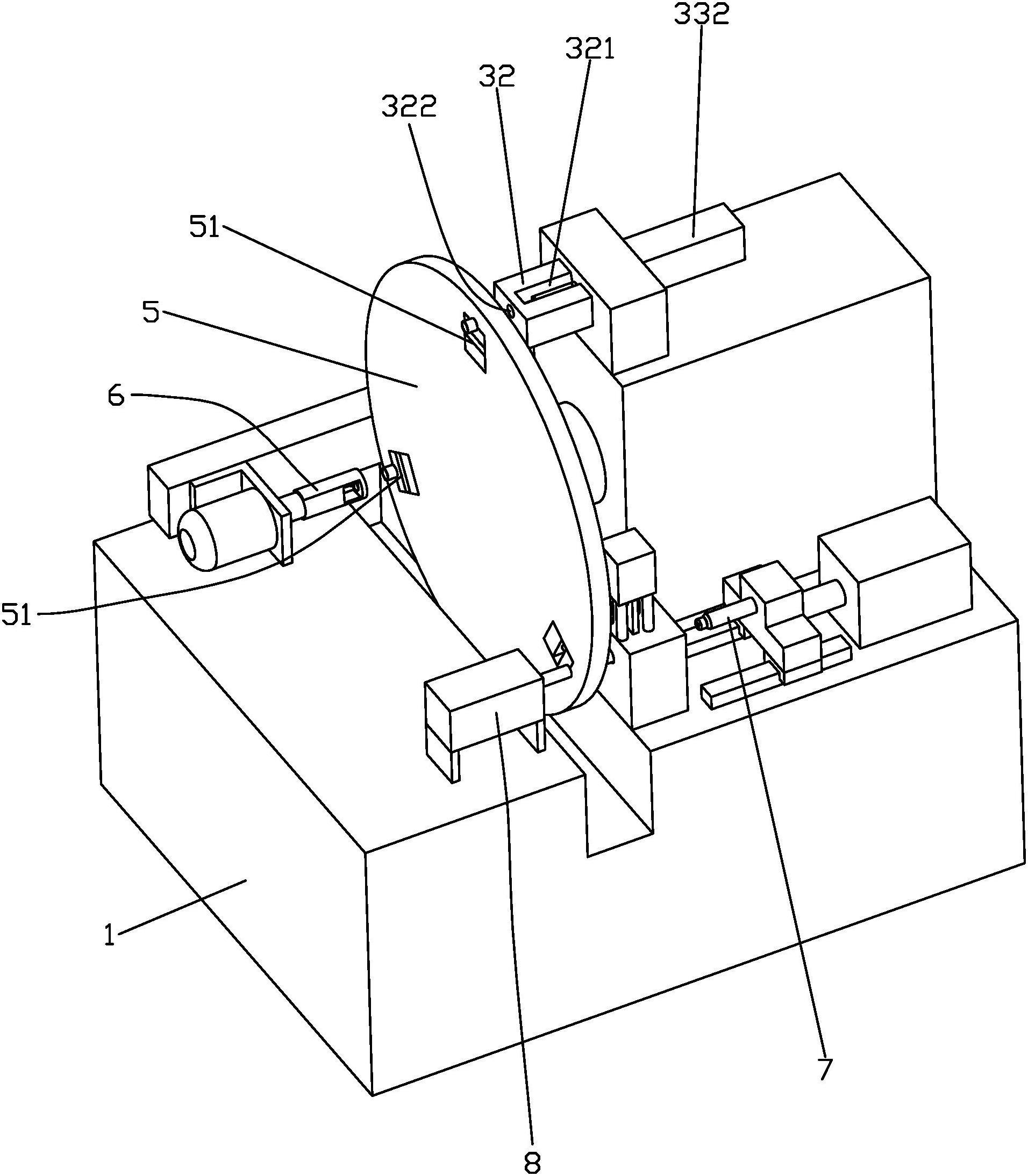
7.根据权利要求1所述的一种直管的管端加工机构,其特征在于,还包括上料装置,所述上料装置包括承接件(32)和上料输送装置,所述承接件(32)上设置有用于承接截断的管状工件(21)的收纳槽(321),所述上料输送装置包括能够抓取收纳槽(321)中的管状工件(21)的第二取料件(331)以及能够驱动第二取料件(331)将管状工件(21)输送至转盘(5)上的工装夹具(51)的上料驱动器(332)。
8.根据权利要求7所述的一种直管的管端加工机构,其特征在于,所述第二取料件(331)呈杆状,所述第二取料件(331)的前端具有能够插入管状工件(21)内托起所述管状工件(21)的插头(91),所述第二取料件(331)上还设置有能够与管状工件(21)的端面抵接的推管结构,所述上料驱动器(332)用于驱动所述第二取料件(331)前后移动,所述收纳槽(321)的一端设置有朝向所述转盘(5)的出管口(322),所述第一取料件(81)向前移动时插取管状工件(21)穿过出管口(322)并输送至转盘(5)上的工装夹具(51)。
9.根据权利要求8所述的一种直管的管端加工机构,其特征在于,所述收纳槽(321)为直线形v型槽,所述收纳槽(321)的底面为与管状工件(21)配合的弧面,所述出管口(322)为能够给所述管状工件(21)导向的圆孔,所述圆孔设置在所述收纳槽(321)的内侧端面上。
技术总结
本发明公开了一种直管的管端加工机构,包括机架,机架上设置有转盘、管端整形装置以及直管加工装置,转盘上设置有能够装夹管状工件的工装夹具,转盘的盘面为竖向设置,转盘连接有能够驱动其转动的转盘驱动装置;管端整形装置包括分别设置在转盘两侧的两组整形刀组以及能够驱动两组整形刀组靠近或远离转盘移动的进刀驱动器;直管加工装置包括送管组件和能够对管状工件进行扩孔或缩孔的胀缩加工组件,送管组件用于将管状工件输送到胀缩加工组件。本发明能够自动地对管状工件进行加工,将胀缩加工组件设置在转盘之外,对管状工件进行扩孔或缩孔时转盘不受力,有利于提升转盘的使用寿命。
技术研发人员:龙晓明,曹敏,陈家金
受保护的技术使用者:奥美森智能装备股份有限公司
技术研发日:
技术公布日:2024/1/11
- 还没有人留言评论。精彩留言会获得点赞!