一种立体曲线激光焊接装置及焊接方法与流程
本发明涉及激光焊接,具体涉及一种立体曲线激光焊接装置及焊接方法。
背景技术:
1、加速度传感器是一种能够测量加速度的传感器。通常由质量块、阻尼器、弹性元件、敏感元件和适调电路等部分组成;
2、随着时代的发展与科技的进步,越来越多地需要制造一些特定的加速度传感器,特定的加速度传感器的封装材质不仅材料特殊,需要镀ni、au,且工艺要求严苛。通过对特定传感器内部充he气进行检漏,对密封性要求极高。传感器内部有精密零件,不得振动、磕碰,内部温度不能过高,高温时间不能持续过长(内部零件处温度应≤100℃)。
3、基于上述要求,对焊接质量要求极高,人工焊接基本无可能。要满足特定传感器需求,必须定制非标设备,才能实现焊接。
技术实现思路
1、本发明的目的在于针对现有技术中不足与缺陷,提供一种立体曲线激光焊接装置及焊接方法,本焊接装置通过视觉系统查找焊接位置,并通过程序控制电机运动到焊接起点位置后,激光器对传感器四种轨迹进行密封焊接,大大提高了焊接准确性及效率。同时对于设备状态以及工艺数据进行实时监测显示,使人工操作更简单、高效,能时刻了解设备工作状态,及时排查意外故障。
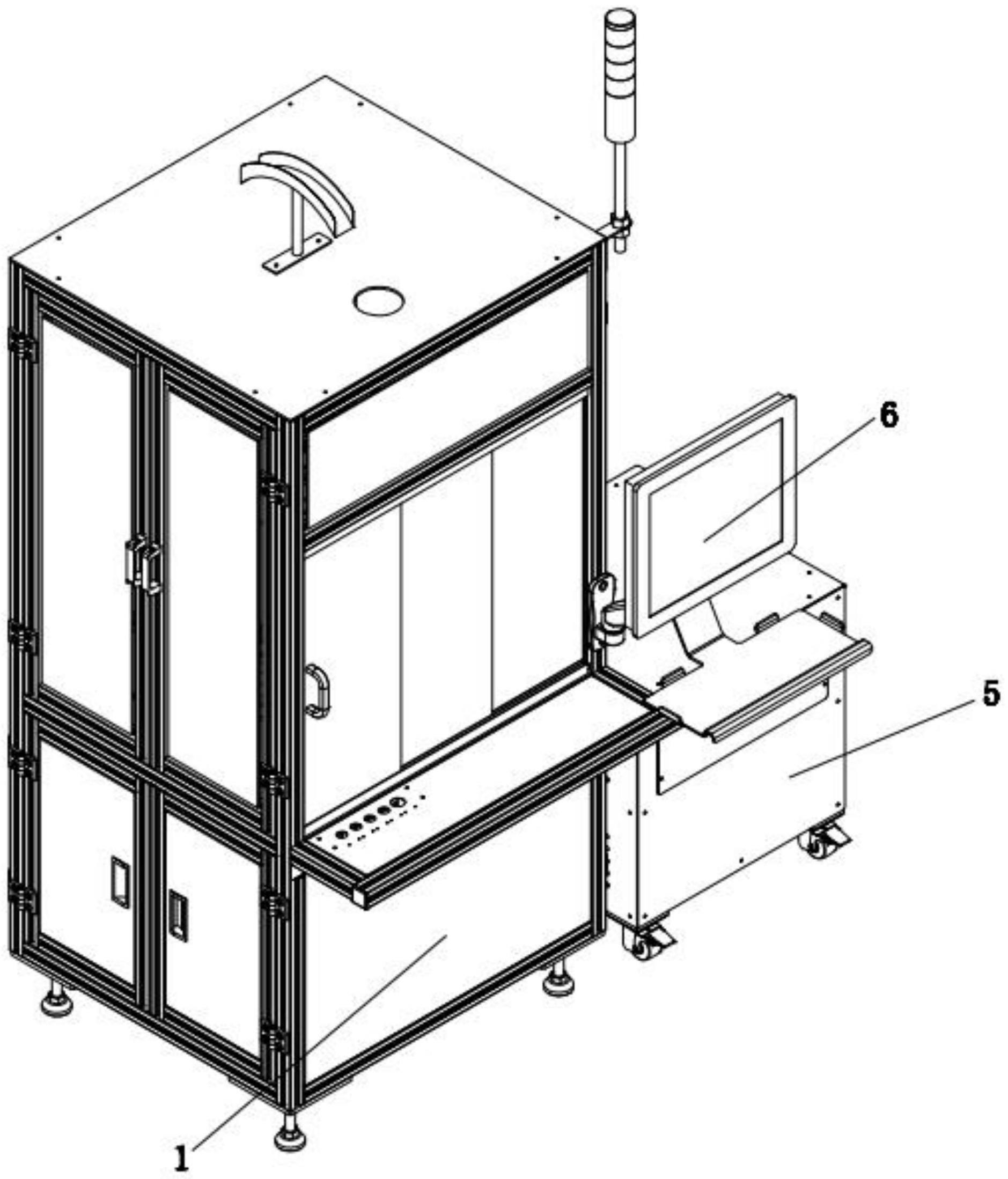
2、为实现上述目的,本发明采用以下技术方案是:一种立体曲线激光焊接装置,它包括外罩机架1、激光焊接机构2、定位工装3、四轴旋转机构4、除尘机构5、电气控制系统6、激光器7,所述激光焊接机构2的下方配合有四轴旋转机构4,四轴旋转机构4的下方安装在外罩机架1上,四轴旋转机构4上安装有定位工装3,所述激光焊接机构2与激光器7相连接,激光焊接机构2设置在外罩机架1上,且激光器7设置在除尘机构5的上方,所述外罩机架1上安装有电气控制系统6,激光焊接机构2、四轴旋转机构4、除尘机构5及激光器7均电性连接电气控制系统6,所述四轴旋转机构4包括了z轴机构4-1、y轴机构4-2、x轴机构4-3、旋转轴机构4-4、工装安装机构4-5,所述工装安装机构4-5设置在旋转轴机构4-4上,旋转轴机构4-4的一端与z轴机构4-1机械连接,z轴机构4-1的下方活动连接在y轴机构4-2上,且y轴机构4-2与x轴机构4-3相连接。
3、进一步的,所述激光焊接机构2包括了激光焊接头2-1、保护气嘴2-2、除尘口2-3、激光支撑立柱2-4、ccd相机2-5,所述激光焊接头2-1的左右两端分别设有保护气嘴2-2与除尘口2-3,且激光焊接头2-1、保护气嘴2-2及除尘口2-3均设置在激光支撑立柱2-4上,ccd相机2-5设置在激光支撑立柱2-4上,激光支撑立柱2-4固定连接在外罩机架1上。
4、进一步的,所述定位工装3包括了第一压紧件3-1、柱塞3-2、第二压紧件3-3、快速旋钮3-4、弹簧压紧机构3-5、安装板3-6,所述第一压紧件3-1与第二压紧件3-3均设置在安装板3-6的上方,且安装板3-6的一端设有柱塞3-2,所述快速旋钮3-4与弹簧压紧机构3-5设置在安装板3-6上方,且弹簧压紧机构3-5与第一压紧件3-1间隙配合。
5、进一步的,所述四轴旋转机构4上安装有第二定位工装8,第二定位工装8包括了次弹簧压紧工件8-1、第三压紧件8-2、次柱塞8-3、次快速旋钮8-4、次安装板8-5,所述次弹簧压紧工件8-1与第三压紧件8-2设置在次安装板8-5的后侧,次安装板8-5的侧边设有次柱塞8-3,且次安装板8-5上方设有次快速旋钮8-4。
6、一种立体曲线激光焊接装置及焊接方法,包括电气控制系统6,所述电气控制系统6包括了工控机6-1、轴卡组件6-2,所述工控机6-1上设有轴卡组件6-2。
7、进一步的,所述电气控制系统6包括以下具体操作流程:开始;判断配方数据准确性:若不准确则进行报错;若准确则进行下一步;判断焊接图形和模式是否匹配;若不匹配则进行报错;若匹配则进行下一步;选择焊接路径:圆1、圆2、圆3及侧周长;若选择圆1、圆2及圆3的焊接路径,则进行焊点、焊圆及焊周长的插补运动模式;若选择焊圆,则进行红外试校与出激光焊接;进行红外试校与出激光焊接时,则进行轴运动;若激光焊接时出现激光出光则报错,并退出焊接流程;焊接完成。
8、进一步的,所述选择焊接路径中圆1的焊接轨迹为:当圆心坐标不容易确定时,通过手动操作的轴操作界面,在焊接圆上定位三个不同的点,点击对应的置位按键,将三个点的坐标写到手动查找数据的模块文本框内;然后点击需手动查找数据模块右侧的生成焊接数据按键,自动生成焊接圆的圆心坐标与半径;当圆心坐标容易确定时,通过手动操作的轴操作界面,在焊圆上确定圆心,通过置位按键,将圆心坐标写到相应的文本框内。再点击焊接数据模块下方的生成焊接数据按键,自动生成焊接圆的起点坐标和四个焊点坐标。最后手动输入激光焊接高度、焊圆速度、焊圆能量、焊点能量、脉冲频率,即可完成该项焊接数据的生成。要保证一定的激光覆盖率,脉冲频率与焊圆时的运动速度必须成一定比例。在焊接开始前,上述轨迹数据先下载到轴卡中,而后轴卡使用圆弧运动模式,轴动和激光出光同步,完成了整个圆1焊接流程。
9、进一步的,所述选择焊接路径中圆2与圆3的焊接轨迹与圆1步骤一致。
10、采用上述技术方案后,本发明有益效果为:
11、1.本发明结构简单、设计合理,对特定加速度传感器进行密封焊接的专用设备可实现对特定加速度传感器的自动密封焊接;
12、2.通过自主研发的焊接程序,实现产品自动化焊接,焊接密封性达标,提高了生产效率;
13、3.程序显示界面可实时监测、显示设备状态以及工艺数据,有利于操作员工能随时了解。
技术特征:
1.一种立体曲线激光焊接装置,其特征在于:它包括外罩机架(1)、激光焊接机构(2)、定位工装(3)、四轴旋转机构(4)、除尘机构(5)、电气控制系统(6)、激光器(7),所述激光焊接机构(2)的下方配合有四轴旋转机构(4),四轴旋转机构(4)的下方安装在外罩机架(1)上,四轴旋转机构(4)上安装有定位工装(3),所述激光焊接机构(2)与激光器(7)相连接,激光焊接机构(2)设置在外罩机架(1)上,且激光器(7)设置在除尘机构(5)的上方,所述外罩机架(1)上安装有电气控制系统(6),激光焊接机构(2)、四轴旋转机构(4)、除尘机构(5)及激光器(7)均电性连接电气控制系统(6);
2.根据权利要求1所述的一种立体曲线激光焊接装置,其特征在于:所述激光焊接机构(2)包括了激光焊接头(2-1)、保护气嘴(2-2)、除尘口(2-3)、激光支撑立柱(2-4)、ccd相机(2-5),所述激光焊接头(2-1)的左右两端分别设有保护气嘴(2-2)与除尘口(2-3),且激光焊接头(2-1)、保护气嘴(2-2)及除尘口(2-3)均设置在激光支撑立柱(2-4)上,ccd相机(2-5)设置在激光支撑立柱(2-4)上,激光支撑立柱(2-4)固定连接在外罩机架(1)上。
3.根据权利要求1所述的一种立体曲线激光焊接装置,其特征在于:所述定位工装(3)包括了第一压紧件(3-1)、柱塞(3-2)、第二压紧件(3-3)、快速旋钮(3-4)、弹簧压紧机构(3-5)、安装板(3-6),所述第一压紧件(3-1)与第二压紧件(3-3)均设置在安装板(3-6)的上方,且安装板(3-6)的一端设有柱塞(3-2),所述快速旋钮(3-4)与弹簧压紧机构(3-5)设置在安装板(3-6)上方,且弹簧压紧机构(3-5)与第一压紧件(3-1)间隙配合。
4.根据权利要求1所述的一种立体曲线激光焊接装置,其特征在于:所述四轴旋转机构(4)上安装有第二定位工装(8),第二定位工装(8)包括了次弹簧压紧工件(8-1)、第三压紧件(8-2)、次柱塞(8-3)、次快速旋钮(8-4)、次安装板(8-5),所述次弹簧压紧工件(8-1)与第三压紧件(8-2)设置在次安装板(8-5)的后侧,次安装板(8-5)的侧边设有次柱塞(8-3),且次安装板(8-5)上方设有次快速旋钮(8-4)。
5.一种立体曲线激光焊接装置及焊接方法,包括电气控制系统(6),所述电气控制系统(6)包括了工控机(6-1)、轴卡组件(6-2),所述工控机(6-1)上设有轴卡组件(6-2)。
6.根据权利要求5所述的一种立体曲线激光焊接装置及焊接方法,其特征在于:所述电气控制系统(6)包括以下具体操作流程:
7.根据权利要求6所述的一种立体曲线激光焊接装置及焊接方法,其特征在于:所述s4中圆1的焊接轨迹为:
8.根据权利要求6所述的一种立体曲线激光焊接装置及焊接方法,其特征在于:所述s4中圆2与圆3的焊接轨迹与圆1步骤一致。
技术总结
一种立体曲线激光焊接装置及焊接方法,它涉及激光焊接技术领域。激光焊接机构的下方配合有四轴旋转机构,四轴旋转机构的下方安装在外罩机架上,四轴旋转机构上安装有定位工装,激光焊接机构与激光器相连接,激光焊接机构设置在外罩机架上,且激光器设置在除尘机构的上方,外罩机架上安装有电气控制系统。本发明有益效果为:本焊接装置通过视觉系统查找焊接位置,并通过程序控制电机运动到焊接起点位置后,激光器对传感器四种轨迹进行密封焊接,大大提高了焊接准确性及效率。同时对于设备状态以及工艺数据进行实时监测显示,使人工操作更简单、高效,能时刻了解设备工作状态,及时排查意外故障。
技术研发人员:李会,康伟强,雷博鳌,李郁方,郝梦洁
受保护的技术使用者:北京清大天达光电科技股份有限公司
技术研发日:
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!