脉冲式精密电磁计量阀自动生产线的制作方法
本发明涉及脉冲式精密电磁计量阀自动生产工艺,具体涉及脉冲式精密电磁计量阀自动生产线。
背景技术:
1、目前针对脉冲式精密电磁计量阀只有国外少数几家设备公司形成全自动生产线的开发制造。因全自动生产线的产品设计、工艺设计要与设备设计紧密结合以及各零部件的装配顺序合理才能实现最优直通率,国内从工艺到自动线规划的开发设计尚未有厂家实现大批量制造,都是以半自动工序组件分段去单独实现的为主。
技术实现思路
1、针对以上不足,本发明提供合格率高的脉冲式精密电磁计量阀自动生产线。
2、为达到上述目的,本发明采用如下技术方案:
3、脉冲式精密电磁计量阀自动生产线,包括控制系统,还包括如下步骤:
4、(1)喷射板装配及焊接;
5、(2)阀芯装配及焊接;
6、(3)主轴套管装配,主轴套管先与隔磁管、阀座完成装配;
7、(4)连杆装配及焊接;
8、(5)线圈组件入料,将线圈组件以及主轴套管、隔磁管、阀座在升程调整工位处进行升程调整,所述阀座与所述隔磁管构成第一连接缝,所述隔磁管和所述主轴套管构成第二连接缝;对所述第一连接缝和所述第二连接缝进行同步焊接,构成半成品;
9、(6)装配第一密封圈;
10、(7)装配弹簧;
11、(8)装配限位管;
12、(9)检测压紧,使用伺服压装系统监控限位管压入力值和位置;
13、(10)流量调整测量;
14、(11)安装滤网,使用伺服压装系统进行压装,过程监测力值;
15、(12)第二密封圈装配及密封性测试。
16、进一步的,还包括激光打码,待完成第(4)步骤的连杆装配及焊接后,对产品由二维码打读一体机将装配的参数进行激光打码。
17、进一步的,还包括检测工序,所述检测工序为通过读码器读取产品上的所述二维码,读取过程装配的参数核对是否有不合格品流入到线尾。
18、进一步的,所述磁悬浮系统由线圈、线阵ccd传感器、平行光源、固定平台和控制器组成。
19、进一步的,所述同步焊接采用设置有两组芯径波长的光纤激光焊接系统。
20、进一步的,所述光纤激光焊接系统使用同一个激光脉冲源,然后使用分光镜产生两道激光束实现所述同步焊接。
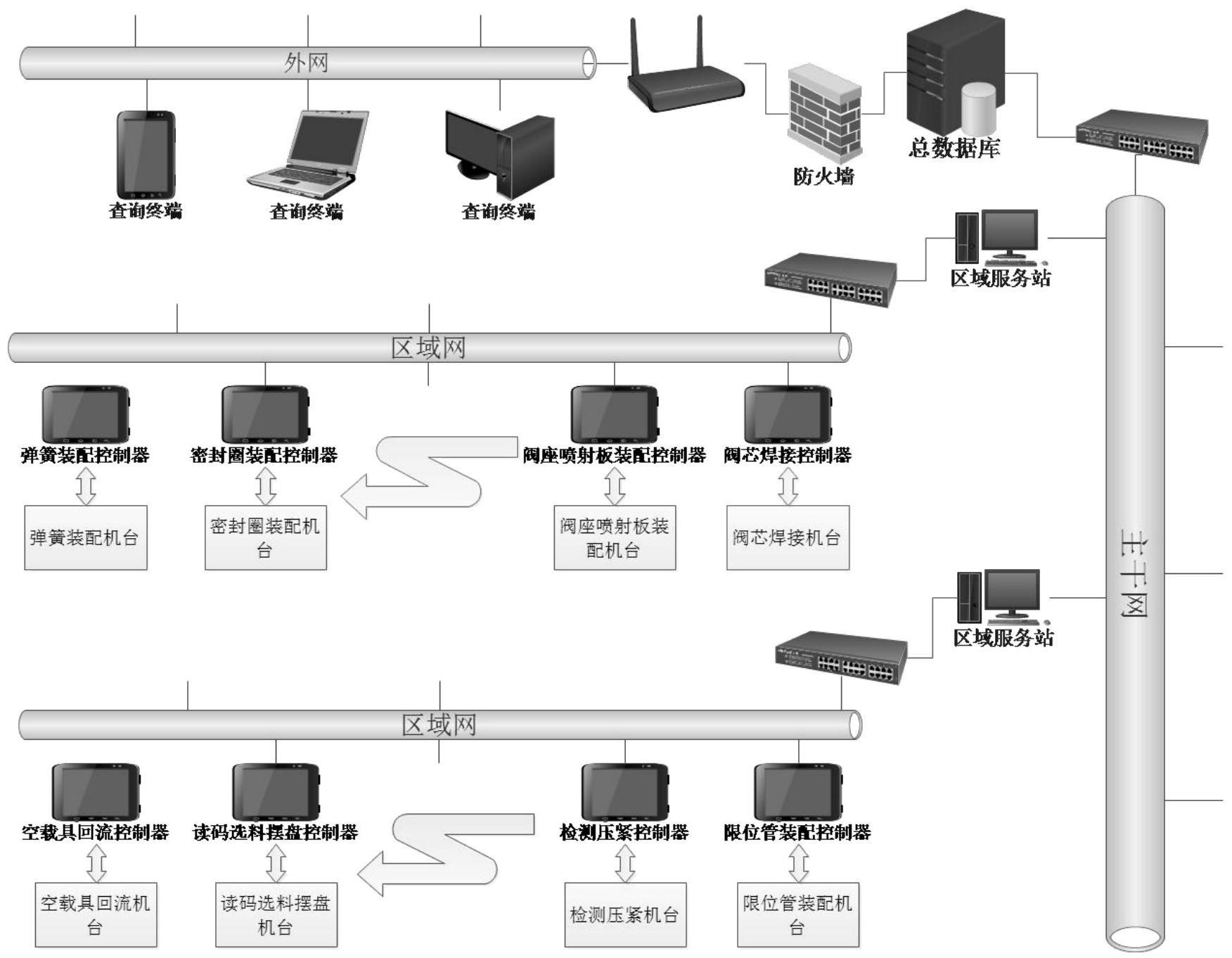
21、进一步,所述控制系统包括总服务器,防火墙,外网路由,外网查询终端,内网以及一级交换机,区域服务器,二级交换机,机台控制器,机台执行器件。进一步的,所述控制系统各部件的关系:
22、总服务器负责存储所有生产过程数据、权限管理、数据统计、查询服务;
23、防火墙和外网路由器实现内外网隔离;
24、外网查询终端包括电脑或平板或智能手机登陆服务器web界面查询各种数据;一级交换机实现全部内网连接;
25、区域服务器负责各分区内的数据交互、存贮以及流水线调度;
26、二级交换机实现区内网络互连;各机台控制器实现机台的具体功能;
27、机台内部安装个工位自动控制所需的元器件。
28、与现有技术相比,本发明的有益效果是:
29、1、本发明全程采用机械手等自动设备进行夹持作业,为了提高装配的精准度防止出现产品问题,通过向装配和焊接喷射板、阀芯,采用悬浮夹取方式装配阀芯和钢球,防止喷射板、阀芯处对产品构成影响;然后再将主轴套管与隔磁管、阀座完成装配,在线圈组件装配阶段完成升程调整并进行同步焊接,促使在自动控制中,能够实现升程的精确可控确保产品的精准度。
30、2、传统方式的半自动设备综合生产节拍为20~30秒/件,本生产线可实现≤5.5s/件的生产效率。
31、3.采用悬浮夹取方式装配阀芯和钢球,保证阀芯和钢球在装配过程中不受伤,最大限度保证阀门无泄漏,传统方式采用气手指或真空吸盘夹取阀芯和钢球,容易使零件表面产生刮痕或带入异物,影响零件质量;本方法使用磁悬浮技术进行取料、定位和固定零件,再进行焊接,过程中夹取机构与零件无接触,保证零件无损;
32、4、采用本焊接工艺能够确保产品的升程值焊接后无变化,精确度高、升程一致性好,显著降低产品的次品率,显著提升产品的品质。
33、5、所述光纤激光焊接系统使用同一个激光脉冲源,保证激光脉冲严格同步,使所述第一连接缝和所述第二连接缝这两个焊缝的激光脉冲在同一时刻到达,促使两道焊缝的热应力刚好抵消,进而有效减少高温焊接后的产品壳体材料热应力的不可控波动,减少对焊接体的焊接精度造成影响。
技术特征:
1.脉冲式精密电磁计量阀自动生产线,其特征在于,包括控制系统,还包括如下步骤:
2.根据权利要求1所述的脉冲式精密电磁计量阀自动生产线,其特征在于:还包括激光打码,待完成第(4)步骤的连杆装配及焊接后,对产品由二维码打读一体机将装配的参数进行激光打码。
3.根据权利要求2所述的脉冲式精密电磁计量阀自动生产线,其特征在于:还包括检测工序,所述检测工序为通过读码器读取产品上的所述二维码,读取过程装配的参数核对是否有不合格品流入到线尾。
4.根据权利要求1所述的脉冲式精密电磁计量阀自动生产线,其特征在于:所述磁悬浮系统由线圈、线阵ccd传感器、平行光源、固定平台和控制器组成。
5.根据权利要求1所述的脉冲式精密电磁计量阀自动生产线,其特征在于:所述同步焊接采用设置有两组芯径波长的光纤激光焊接系统。
6.根据权利要求5所述的脉冲式精密电磁计量阀自动生产线,其特征在于:所述光纤激光焊接系统使用同一个激光脉冲源,然后使用分光镜产生两道激光束实现所述同步焊接。
7.根据权利要求1所述的脉冲式精密电磁计量阀自动生产线,其特征在于:所述控制系统包括总服务器,防火墙,外网路由,外网查询终端,内网以及一级交换机,区域服务器,二级交换机,机台控制器,机台执行器件。
8.根据权利要求7所述的脉冲式精密电磁计量阀自动生产线,其特征在于:所述控制系统各部件的关系:
技术总结
本发明涉及脉冲式精密电磁计量阀自动生产工艺技术领域,具体涉及脉冲式精密电磁计量阀自动生产线,包括控制系统,还包括如下步骤:(1)喷射板装配及焊接;(2)阀芯装配及焊接;(3)主轴套管装配,主轴套管先与隔磁管、阀座完成装配;(4)连杆装配及焊接;(5)线圈组件入料;(6)装配第一密封圈;(7)装配弹簧;(8)装配限位管;(9)检测压紧;(10)流量调整测量;(11)安装滤网;(12)第二密封圈装配及密封性测试。采用本发明具有自动化程度高、装配稳定、尤其是升程值控制效果好,次品率低等优点。
技术研发人员:黄恺,方进福,韦日运,陈华彦,覃英妙
受保护的技术使用者:广西松浦电子科技有限公司
技术研发日:
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!