一种搅拌摩擦焊接方法及设备与流程
本发明涉及搅拌摩擦焊,具体涉及以一种搅拌摩擦焊接方法及设备。
背景技术:
1、搅拌摩擦焊是利用摩擦热与热塑性变形热作为焊接热源,利用搅拌头的搅拌针插入工件的焊缝处,再通过搅拌头高速旋转与焊接工件材料摩擦从而使连接部位的材料温度升高软化,从而完成焊接。搅拌摩擦焊具有能一次完成较长焊缝,同时操作过程方便实现机械化自动化、设备简单无需添加焊丝焊接过程安全无污染等优点。
2、针对需要双面搅拌摩擦焊接的工件,现有设备和技术需要先焊接一面,然后把工件拆卸下来,翻转过来,焊接另一面,导致设备等待时间长,生产效率低,而且零件变形大,焊接质量低。双面搅拌摩擦焊方法可以实现上下两个机头同时焊接,实现工件的连续和高效焊接。上下机头的同时焊接,还有效控制了零件在焊接过程的变形,提高焊接质量。但是由于在焊接过程,由于工件和夹具的限制,待焊焊缝位置不能很好的预压紧,从而会降低焊缝质量。
技术实现思路
1、本发明的目的在于提供一种搅拌摩擦焊接方法及设备,以解决现有技术中双面焊接方法容易使的工件发生变形进而导致焊接质量不高的问题。
2、本发明第一方面提供了一种搅拌摩擦焊接方法,包括以下步骤:
3、将待焊接的两个工件并排固定于夹具上以形成焊缝;
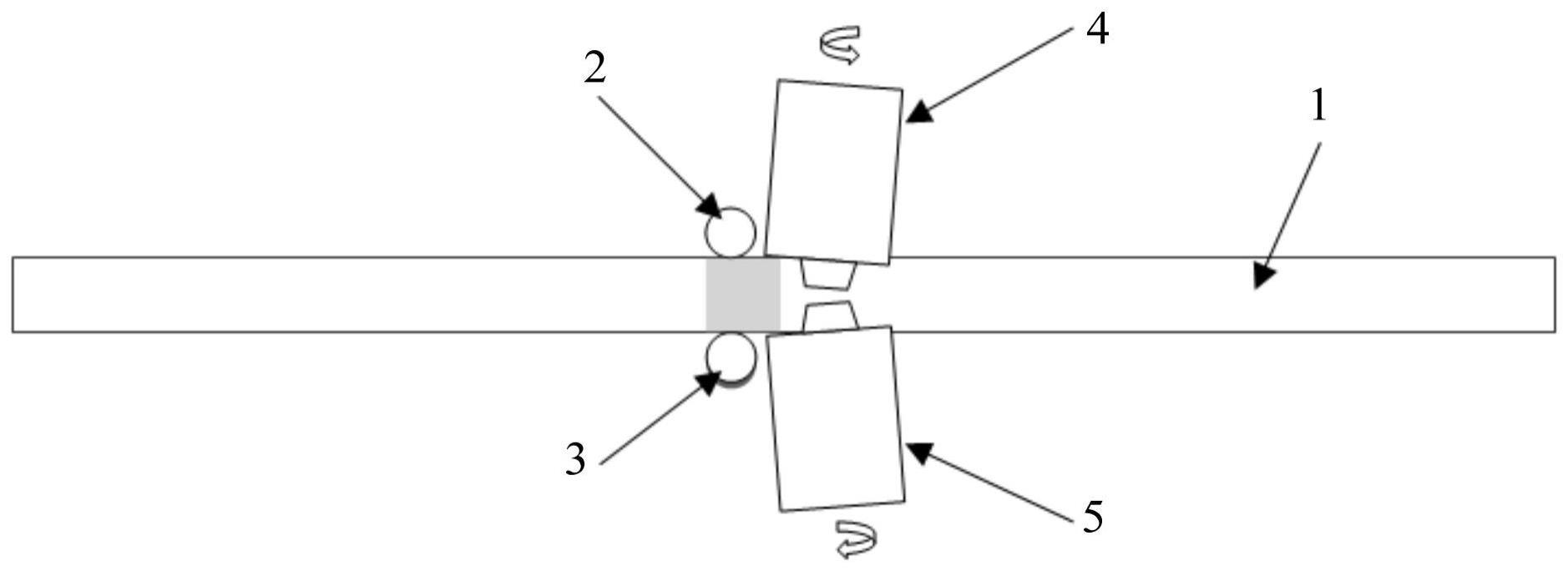
4、将第一压轮、第二压轮分别于焊缝起焊位置处压紧在两个所述工件两侧;将第一搅拌头和第二搅拌头分别停在两个所述工件两侧的起焊位置;
5、第一搅拌头和第二搅拌头旋转并扎入两个所述工件的焊缝直至恒压力达到预设数值时停止扎入;
6、第一压轮、第二压轮、第一搅拌头和第二搅拌头以设定的速度沿着接缝前进,两个所述工件发生摩擦塑性变形并焊接连接。
7、本发明提供的搅拌摩擦焊接方法还可具有如下附加技术特征:
8、本发明的一个具体实施方式中,还包括于第一搅拌头和第二搅拌头旋转之前,分别将所述第一压轮和所述第二压轮接入电源正负极,并向所述第一压轮和所述第二压轮通电以对所述工件进行预热。
9、本发明的一个具体实施方式中,通入所述第一压轮和所述第二压轮的电流值为5-600a。
10、本发明的一个具体实施方式中,所述第一压轮和所述第二压轮预热10-60s后,所述第一搅拌头和所述第二搅拌头开始旋转。
11、本发明的一个具体实施方式中,第一搅拌头和第二搅拌头的转速为200-3000rpm,恒压力的预设值为10-50kn。
12、本发明的一个具体实施方式中,第一压轮、第二压轮、第一搅拌头和第二搅拌头的行进速度为50-2000mm/min。
13、本发明的一个具体实施方式中,所述工件的材质选自铝合金、镁合金、钢、钛合金中的一种或两种。
14、本发明的一个具体实施方式中,两个所述工件的厚度相同且均不小于3mm。
15、本发明的一个具体实施方式中,还包括于第一搅拌头和第二搅拌头旋转之前,在两个所述工件的焊缝处添加粒度为20-300μm中间合金粉,所述中间合金粉选自铝粉、铜粉、钛粉和/或镍粉。
16、本发明还提供了一种搅拌摩擦焊接设备,其用于上述任意一项所述的搅拌摩擦焊接方法,包括:
17、基座;
18、与所述基座相连的夹具,所述夹具适于夹持待焊接工件;
19、与所述基座相连的第一压轮、第二压轮,所述第一压轮与所述第二压轮适于滑动压紧于所述工件的两侧并所述工件通电预热;
20、与所述基座相连的第一搅拌头、第二搅拌头,所述第一搅拌头、所述第二搅拌头适于在两侧搅拌摩擦焊接所述工件;
21、驱动器,分别与所述第一压轮、第二压轮、第一搅拌头、第二搅拌头连接。
22、本发明与现有技术相比具有以下的优点:
23、本发明提供的搅拌摩擦焊接方法通过在待焊接的工件的两个表面设置第一压轮和第二压轮,给待焊接的工件一个预先压紧力,焊接过程中,工件的双面进行同步搅拌摩擦焊,在第一压轮和第二压轮的稳定支撑下,双面的焊接作用力可以相互抵消,零件上下表面的温度场对称分布,从而有效降低零件内应力,减小零件变形,提高焊缝的力学性能。
24、通过将第一压轮和第二压轮接入电源正负极以通入大电流,电流贯穿零件表面由正极传导到负极,工件母材在大电流的作用下会产热,即相当于增加了一个焊接预先热源,对工件母材进行软化并使工件焊接温度场更加均衡。并且基于电流对零件母材的软化,可以有效降低搅拌头焊接过程中的磨损,进而使得上述焊接方法不仅可以用于焊接铝合金、镁合金等低熔点材料,还可以用于焊接钢、钛合金等高熔点材料。
技术特征:
1.一种搅拌摩擦焊接方法,其特征在于,包括以下步骤:
2.根据权利要求1所述的搅拌摩擦焊接方法,其特征在于,还包括于第一搅拌头和第二搅拌头旋转之前,分别将所述第一压轮和所述第二压轮接入电源正负极,并向所述第一压轮和所述第二压轮通电以对所述工件进行预热。
3.根据权利要求2所述的搅拌摩擦焊接方法,其特征在于,通入所述第一压轮和所述第二压轮的电流值为5-600a。
4.根据权利要求2所述的搅拌摩擦焊接方法,其特征在于,所述第一压轮和所述第二压轮预热10-60s后,所述第一搅拌头和所述第二搅拌头开始旋转。
5.根据权利要求1所述的搅拌摩擦焊接方法,其特征在于,第一搅拌头和第二搅拌头的转速为200-3000rpm,恒压力的预设值为10-50kn。
6.根据权利要求1所述的搅拌摩擦焊接方法,其特征在于,第一压轮、第二压轮、第一搅拌头和第二搅拌头的行进速度为50-2000mm/min。
7.根据权利要求1所述的搅拌摩擦焊接方法,其特征在于,所述工件的材质选自铝合金、镁合金、钢、钛合金中的一种或两种。
8.根据权利要求1所述的搅拌摩擦焊接方法,其特征在于,两个所述工件的厚度相同且均不小于3mm。
9.根据权利要求1所述的搅拌摩擦焊接方法,其特征在于,还包括于第一搅拌头和第二搅拌头旋转之前,在两个所述工件的焊缝处添加粒度为20-300μm中间合金粉,所述中间合金粉选自铝粉、铜粉、钛粉和/或镍粉。
10.一种搅拌摩擦焊接设备,其特征在于,用于权利要求1-9中任意一项所述的搅拌摩擦焊接方法,包括:
技术总结
本发明涉及搅拌摩擦焊技术领域,具体涉及以一种搅拌摩擦焊接方法及设备,所述方法包括以下步骤:将待焊接的两个工件并排固定于夹具上以形成焊缝;将第一压轮、第二压轮分别于焊缝起焊位置处压紧在两个所述工件两侧;将第一搅拌头和第二搅拌头分别停在两个所述工件两侧的起焊位置;第一搅拌头和第二搅拌头旋转并扎入两个所述工件的焊缝直至恒压力达到预设数值时停止扎入;第一压轮、第二压轮、第一搅拌头和第二搅拌头以设定的速度沿着接缝前进,两个所述工件发生摩擦塑性变形并焊接连接。上述方法可有效降低零件内应力,减小零件变形,提高焊缝的力学性能。
技术研发人员:赵发丽
受保护的技术使用者:北京索德瀚智能科技有限公司
技术研发日:
技术公布日:2024/1/11
- 还没有人留言评论。精彩留言会获得点赞!