一种采用TKY标准化节点组装四腿导管架的方法与流程
本发明涉及海洋工程导管架组装领域,尤其涉及一种采用tky标准化节点组装四腿导管架的方法。
背景技术:
1、目前,对于tky节点马鞍口的组对,普遍采用主管放置于转胎上,支管用组对工装支撑,置于组对位置附近,通过人工对支管位置和角度进行调节,达到定位要求后进行点焊,完成组对工作。
2、在传统tky施工工艺中,由于支管与主管不同角度形式以及支管和主管制作公差,使得支管在与主管组对时不得不制作各种角度形式的工装使用吊机进行支管和主管的组对,该过程施工复杂,效率低,且尺寸精度很难控制。
技术实现思路
1、本发明要解决的技术问题是如何提供一种采用tky标准化节点组装四腿导管架的方法,能够提前预制节点和管件,提高了组装效率,能够实现导管架标准化安装。
2、为了解决上述技术问题,本发明提供了一种采用tky标准化节点组装四腿导管架的方法,通过以下步骤完成:
3、预制tky标准化节点、主腿、第一水平层、第二水平层和底水平层;
4、预制立面支撑件,立面支撑件包括若干x型结构件组合或v型结构件或v型结构件和x型结构件的组合;
5、预制水平支撑件,水平支撑件为同一立面内,x型结构件组合之间或x型结构件与v型结构件组合之间的水平结构件;
6、第一水平层通过tky标准化节点与4根主腿焊接在一起;
7、立面支撑件的底端和底水平层通过tky标准化节点与4根主腿焊接在一起,再将立面支撑件的顶端和第二水平层通过tky标准化节点与4根主腿焊接在一起,即完成四腿导管架的组装。
8、进一步的,预制tky标准化节点:
9、tky标准化节点包括第一标准化节点、第二标准化节点、第三标准化节点、第四标准化节点及第五标准化节点;
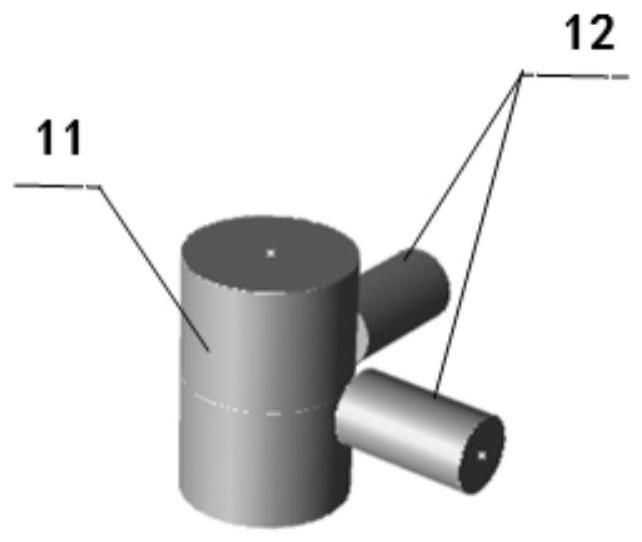
10、第一标准化节点包括一根第一主管和安装于所述第一主管侧面的两根第一水平管;
11、第二标准化节点包括一根第二主管、两根第二水平管及两根第二斜管,第二水平管和第二斜管的一端固定于第二主管的侧面;
12、第三标准化节点包括一根第三主管、两根第三水平管、两根第三上斜管及两根第三下斜管,第三水平管、第三上斜管及第三下斜管的一端固定于第三主管的侧面,第三上斜管位于第三水平管之上,第三下斜管位于第三水平管之下;
13、第四标准化节点包括一根第四水平管和两根第四斜管,两根第四斜管的一端固定于第四水平管的同侧;
14、第五标准化节点包括一根第五长斜管和两根第五短斜管,两根第五短斜管一端分别固定于第五长斜管的两侧。
15、进一步的,预制主腿:由若干根主管依次首尾焊接而成;
16、预制第一水平层、第二水平层和底水平层:
17、第一水平层、第二水平层包括四根水平管,水平管之间设有横向、竖向或斜向支撑管;
18、底水平层包括四根水平管,对边水平管之间设有横向或竖向支撑管;
19、预制立面支撑件:
20、x型结构件为四根斜管通过第五标准化节点组装而成;
21、v型结构件为两根斜管通过第四标准化节点组装而成;
22、预制水平支撑件:由若干根水平管对接焊接而成。
23、进一步的,当每个立面支撑件为一个v型结构件时,通过如下方式进行组装:
24、第一水平层、底水平层分别通过第一标准化节点与主腿焊接组装在一起;
25、v型结构件底端通过第五标准化节点与底水平层焊接组装在一起,v型结构件的顶端和第二水平层通过第二标准化节点与主腿焊接组装在一起。
26、进一步的,当每个立面支撑件为一个x型结构件时,通过如下方式进行组装:
27、第一水平层通过第一标准化节点与主腿焊接组装在一起;
28、x型结构件的底端通过第五标准化节点和底水平层通过第二标准化节点与主腿焊接组装在一起,x型结构件的顶端和第二水平层通过第二标准化节点与主腿焊接组装在一起。
29、进一步的,当每个立面支撑件为一个x型结构件和一个v型结构件组合时,通过如下方式进行组装:
30、第一水平层、底水平层分别通过第一标准化节点与主腿焊接组装在一起;
31、v型结构件底端与底水平层焊接组装在一起,v型结构件的顶端、水平支撑件和x型结构件的底端通过第三标准化节点与主腿焊接组装在一起,x型结构件的顶端和第二水平层通过第二标准化节点与主腿焊接组装在一起。
32、进一步的,当每个立面支撑件为两个x型结构件组合时,通过如下方式进行组装:
33、第一水平层通过第一标准化节点与主腿焊接组装在一起;
34、下部x型结构件底端和底水平层通过第二标准化节点与主腿焊接组装在一起,下部x型结构件的顶端、水平支撑件和上部x型结构件的底端通过第三标准化节点与主腿焊接组装在一起,上部x型结构件的顶端和第二水平层通过第二标准化节点与主腿焊接组装在一起。
35、进一步的,还可以组合出更多x型结构件和v型结构件的立面支撑件。
36、本发明的技术效果在于:本发明提供一种采用tky标准化节点组装四腿导管架的方法,通过tky标准化节点与不同规格的水平管、主腿连接成四腿导管架结构框架,能够实现组装成不同高度的导管架。本发明通过提前批量预制节点和杆件,快速组装这些节点和杆件,完成导管架建造,从而大幅提高建造机具利用率,提高导管架建造总装效率,缩短工程建设周期。标准化节点的应用还可以减少节点高空焊接作业,提高节点制造精度和质量,同时也为导管架智能制造和模块化建造创造了条件。
技术特征:
1.一种采用tky标准化节点组装四腿导管架的方法,通过以下步骤完成,其特征在于:
2.根据权利要求1所述的采用tky标准化节点组装四腿导管架的方法,其特征在于:
3.根据权利要求2所述的采用tky标准化节点组装四腿导管架的方法,其特征在于:
4.根据权利要求3所述的采用tky标准化节点组装四腿导管架的方法,其特征在于:
5.根据权利要求3所述的采用tky标准化节点组装四腿导管架的方法,其特征在于:
6.根据权利要求2和权利要求3所述的采用tky标准化节点组装四腿导管架的方法,其特征在于:
7.根据权利要求3所述的采用tky标准化节点组装四腿导管架的方法,其特征在于:
8.根据权利要求1所述的采用tky标准化节点组装四腿导管架的方法:可通过更多的x型结构件和v型结构件组合的立面支撑件,以实现组合出不同高度的导管架。
技术总结
本发明公开了一种采用TKY标准化节点组装四腿导管架的方法,通过TKY标准化节点与不同规格的水平管、主腿连接成四腿导管架结构框架,能够实现组装成不同高度的导管架。本发明通过提前批量预制节点和杆件,快速组装这些节点和杆件,完成导管架建造,从而大幅提高建造机具利用率,提高导管架建造总装效率,缩短工程建设周期。标准化节点的应用还可以减少节点高空焊接作业,提高节点制造精度和质量,同时也为导管架智能制造和模块化建造创造了条件。
技术研发人员:张艳芳,侯涛,蔡元浪,宋峥嵘,黄怀州,胡晓明,王晓蕾,陈欣,曹竞祎,辛晓辉,孙晋华,陈鹏,田维兴
受保护的技术使用者:海洋石油工程股份有限公司
技术研发日:
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!