一种钽钨合金药型罩的低温车削加工方法
本发明涉及金属先进制造,特别涉及一种钽钨合金药型罩的低温车削加工方法。
背景技术:
1、钽钨合金在机加工过程中往往存在切削区域切削温度高、切削力大、断屑困难等问题,是目前加工制造钽钨合金零件研究的重点问题,以上所述钽钨合金的加工问题也将导致工件已加工表面质量低、刀具磨损严重、生产成本高等问题的出现。
2、药型罩零件属于薄壁特征型零件,因壁厚相较于普通零件更薄,加工过程中易产生变形等问题,因此需要设计专用夹具,通过定心轴和背帽保证加工过程中的稳定性。
3、现有的低温冷却技术主要是应用如液氮(-196℃)、二氧化碳液体(-76℃)等作为冷却液直接浇注与切削区域,从而形成低温加工环境,以此降低切削温度,但是上述方法的成本高、且无法对温度进行合理的调控,过低的切削环境温度会导致材料本身特性的改变,影响其表面加工性,同时针对不同种类的材料所适用的切削环境温度并不相同。
4、因此,改善其可切削加工性,提高加工工件表面质量是亟需解决的技术问题。
技术实现思路
1、本发明是针对现有技术的不足,为了提高钽钨合金药型罩的机加工效率,实现钽钨合金药型罩的高质量高效率低成本加工,本发明提供一种钽钨合金药型罩的低温车削加工方法,使得车削加工过程中零件不易变形,且产生的热量可以快速散发,有效提高车削加工精度和表面加工质量。
2、本发明是通过以下技术方案来实现的,一种钽钨合金药型罩的低温车削加工方法,该方法包括以下步骤:
3、(1)选用合适的成形工艺后的毛坯作为车削加工材料;
4、(2)选择专有夹具进行加工工件的定位,用于分别对车削加工材料的外圆、内圆、边界余量进行车削精加工;
5、(3)选择合适的切削用量进行车削加工;其加工区域选择液氮射流装置,通过该装置构建温度范围为-196℃-20℃的环境下进行车削加工,选择合适的射流温度和射流流量;所述切削用量包括进给量、切削速度、切削深度。
6、进一步地,步骤(2)中所述的专有夹具共有三套,分别为第一凸台定心轴和凸台背帽、凹套定心轴和凹套背帽及第二凸台定心轴和顶针;
7、所述第一凸台定心轴和凸台背帽用于加工车削加工材料的外圆面时,第一凸台定心轴通过三爪卡盘固定在机床主轴上,将药型罩工件固定在第一凸台定心轴上,并用凸台背帽进行固定,第一凸台定心轴和凸台背帽之间采用螺纹啮合固定;
8、所述凹套定心轴和凹套背帽用于加工车削加工材料的内圆面时,凹套定心轴通过三爪卡盘固定在机床主轴上,将药型罩工件固定在凹套定心轴上,并用凹套背帽进行固定,凹套背帽和第一凸台定心轴之间采用螺纹啮合固定;
9、所述第二凸台定心轴和顶针用于加工车削加工材料的边界余量时,第二凸台定心轴通过三爪卡盘固定在机床主轴上,将药型罩工件固定在第二凸台定心轴上,并用顶针进行固定。
10、进一步地,步骤(3)中所述的切削深度范围为0.3-0.5mm,进给量范围为0.05-0.15mm/min,切削速度范围为30-90m/min。
11、具体地,步骤(3)中所述液氮射流装置的射流温度范围为-196-20℃,射流流量范围为2-5l/min。
12、进一步地,所述步骤(3)车削加工时在车刀的前刀面、后刀面需进行喷雾降温,可减少刀具磨损。
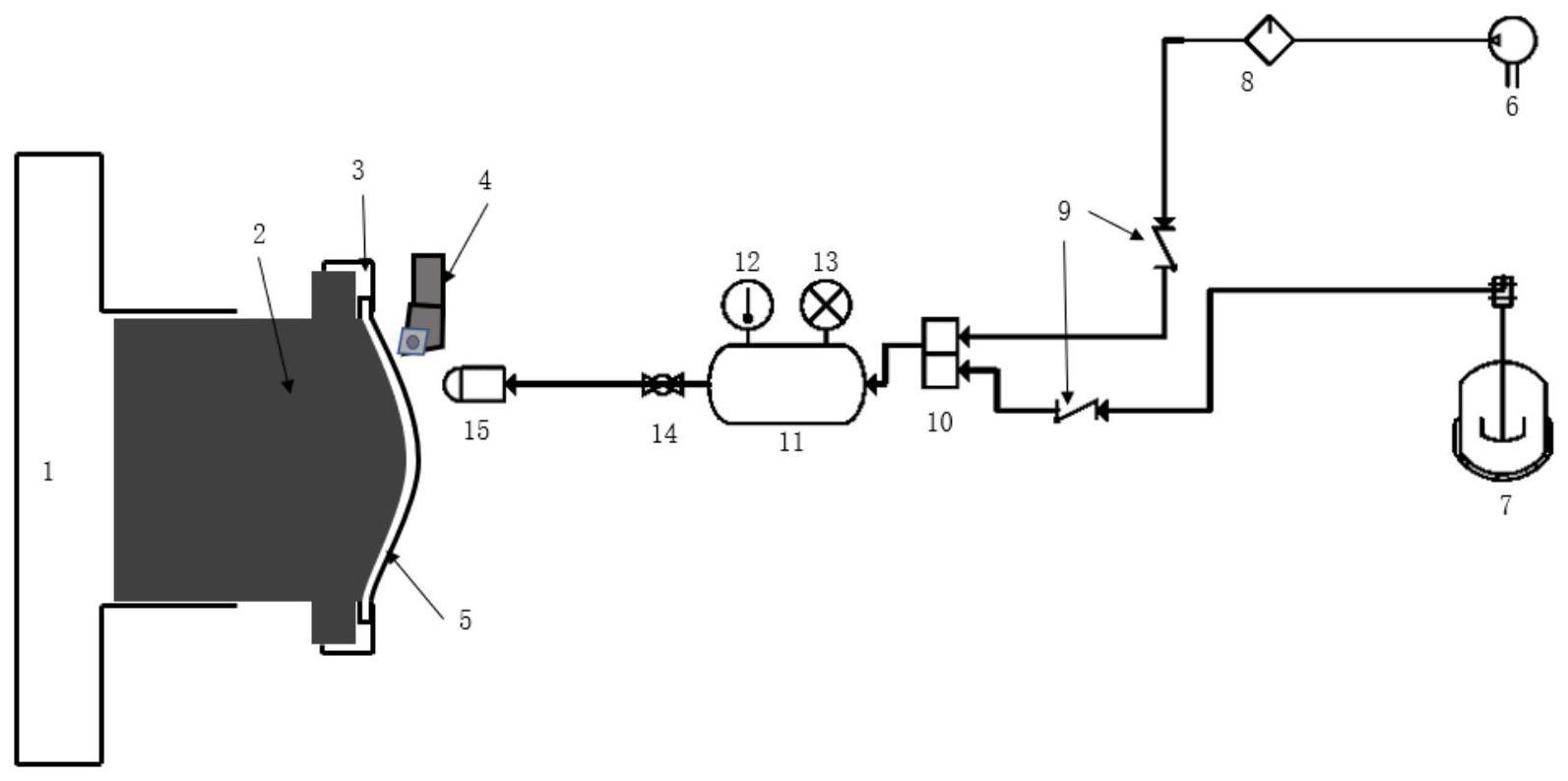
13、具体地,步骤(3)中所述的液氮射流装置包括:空气压缩机、自增压液氮罐、干燥过滤器、单向阀、三通管、混气罐、温度表、压力表、开关阀和喷嘴,其中,液氮射流装置通过变量的经过过滤干燥的空气和定量液氮汽化气体混气,形成-196℃-20℃低温射流连接至外冷喷嘴;所述空气压缩机出口连接干燥过滤器的入口,再连接至单向阀后通过三通管进入混气罐入口,自增压液氮罐出口连接至单向阀后通过三通管进入混气罐入口,混气罐出口处设置开关阀,最后连接至喷嘴,所述混气罐中设置有温度表和压力表。
14、具体地,所述的冷却装置通过调整空气流量进行冷却,温度调节范围为-196℃-20℃。
15、具体地,所述的低温气体管路中设置一个自增压液氮罐、一个压力表和一个温度表。
16、具体地,所述自增压液氮罐含有的调压阀用于控制管道内液氮输入压力,所述压力表和温度表分别用于进行压力温度测量;具体为,所述的液氮射流装置通过自增压液氮罐和空气压缩机同时输入液氮和空气时,液氮通过自增压液氮罐的调压阀用于控制管道内液氮输入压力,使经过过滤干燥的空气和低温液氮气体在混气罐内混合,三通管两个入口前均设置单向阀防止气液体逆流,混气罐内通过压力表和温度表进行压力温度测量,通过过滤干燥器的调压旋钮调节空气进入流量从而控制混气罐内温度以及混气罐的室内压力,由压力公式v=q/πr2计算可得输出射流的流速,形成已知流速、温度的低温射流,所述公式中v为射流流速,q为流量,r为管道半径。
17、进一步地,所述的液氮射流装置的管路内通入了两种气体,即氮气和经过过滤干燥的空气。
18、本发明的有益效果是:
19、本发明利用专用夹具和液氮射流装置,提出了一种钽钨合金药型罩的低温车削加工方法。该方法可以保证钽钨合金药型罩零件加工过程的稳定性,防止变形,同时该方法对加工环境中的刀具和工件表面进行冷却,降低切削温度,利用低温环境(-196℃-20℃)下钽钨合金的低温脆性改善其可切削加工性,提高加工工件表面质量。本发明方法生产制造效率高,对于钽钨合金药型罩加工质量具有重要意义,在航空、航天、军工等工程领域具有重要的工程应用价值。
技术特征:
1.一种钽钨合金药型罩的低温车削加工方法,其特征在于,该方法包括以下步骤:
2.根据权力要求1所述的一种钽钨合金药型罩的低温车削加工方法,其特征在于,步骤(2)中所述的专有夹具共有三套,分别为第一凸台定心轴(2)和凸台背帽(3)、凹套定心轴(16)和凹套背帽(17)及第二凸台定心轴(18)和顶针(19);
3.根据权力要求1所述的一种钽钨合金药型罩的低温车削加工方法,其特征在于,步骤(3)中所述的切削深度范围为0.3-0.5mm,进给量范围为0.05-0.15mm/min,切削速度范围为30-90m/min。
4.根据权力要求1所述的一种钽钨合金药型罩的低温车削加工方法,其特征在于,步骤(3)中所述液氮射流装置的射流温度范围为-196-20℃,射流流量范围为2-5l/min。
5.根据权力要求1所述的一种钽钨合金药型罩的低温车削加工方法,其特征在于,所述步骤(3)车削加工时在车刀(4)的前刀面、后刀面需进行喷雾降温,可减少刀具磨损。
6.根据权力要求1所述的一种钽钨合金药型罩的低温车削加工方法,其特征在于,步骤(3)中所述的液氮射流装置包括:空气压缩机(6)、自增压液氮罐(7)、干燥过滤器(8)、单向阀(9)、三通管(10)、混气罐(11)、温度表(12)、压力表(13)、开关阀(14)和喷嘴(15),其中,液氮射流装置通过变量的经过过滤干燥的空气和定量液氮汽化气体混气,形成-196℃-20℃低温射流连接至外冷喷嘴(15);所述空气压缩机(6)出口连接干燥过滤器(8)的入口,再连接至单向阀(9)后通过三通管(10)进入混气罐(11)入口,自增压液氮罐(7)出口连接至单向阀(9)后通过三通管(10)进入混气罐(11)入口,混气罐(11)出口处设置开关阀(14),最后连接至喷嘴(15),所述混气罐(11)中设置有温度表(12)和压力表(13)。
7.根据权力要求6所述的一种钽钨合金药型罩的低温车削加工方法,其特征在于,所述的冷却装置通过调整空气流量进行冷却,温度调节范围为-196℃-20℃。
8.根据权力要求6所述的一种钽钨合金药型罩的低温车削加工方法,其特征在于,所述的低温气体管路中设置一个自增压液氮罐(7)、一个压力表(13)和一个温度表(12)。
9.根据权力要求8所述的一种钽钨合金药型罩的低温车削加工方法,其特征在于,所述自增压液氮罐(7)含有的调压阀用于控制管道内液氮输入压力,所述压力表(13)和温度表(12)分别用于进行压力温度测量;具体为,所述的液氮射流装置通过自增压液氮罐(7)和空气压缩机(6)同时输入液氮和空气时,液氮通过自增压液氮罐(7)的调压阀用于控制管道内液氮输入压力,使经过过滤干燥的空气和低温液氮气体在混气罐(11)内混合,三通管(10)两个入口前均设置单向阀(9)防止气液体逆流,混气罐(11)内通过压力表(13)和温度表(12)进行压力温度测量,通过过滤干燥器(8)的调压旋钮调节空气进入流量从而控制混气罐(11)内温度以及混气罐(11)的室内压力,由压力公式v=q/πr2计算可得输出射流的流速,形成已知流速、温度的低温射流,所述公式中v为射流流速,q为流量,r为管道半径。
10.根据权力要求5所述的一种钽钨合金药型罩的低温车削加工方法中的液氮射流装置,其特征在于,所述的液氮射流装置的管路内通入了两种气体,即氮气和经过过滤干燥的空气。
技术总结
本发明公开了一种钽钨合金药型罩的低温车削加工方法,该方法首先将凸台定心轴或凹套定心轴固定在机床主轴的三爪卡盘上,将钽钨合金药型罩工件放置在凸台定心轴上,并用背帽或者顶针进行固定,选择合适的切削参数,对钽钨合金药型罩零件进行车削加工。整个车削加工过程中,加工区域通过液氮射流装置形成低温加工场,选择合适的射流温度和射流速度,从而降低切削温度,改善加工表面质量,并且获得低刀具磨损、高表面质量和高效加工的目的。
技术研发人员:王秋成,虞家齐,柳政卿,王嘉豪,胡波
受保护的技术使用者:浙江工业大学
技术研发日:
技术公布日:2024/1/11
- 还没有人留言评论。精彩留言会获得点赞!