一种焊机托料架的制作方法
1.本实用新型涉及焊接设备技术领域,特别涉及一种焊机托料架。
背景技术:
2.钢圈焊接机是车轮制造行业较通用的设备,钢圈焊接机的焊机托料架承担上下料的作用,常采用带导杆气缸实现升降,带导杆气缸导向精度较高,能够承受较大的横向负载和力矩,适用于托举钢圈之类的重物,现有的带导杆气缸的基本结构基本包括:气缸本体,安装在气缸本体两侧的导向部件,以及与气缸本体的活塞杆和导向部件的导向杆连接的推料板,如申请号为201720339536.5的实用新型专利公开了一种提高导向精度的气缸,由于推料板和导向部件的导向杆通过螺钉连接,在往复的活塞运动中,导向部件通过螺钉与推料板连接容易松脱或者螺钉松动后滑动不顺畅,容易导致导向杆断裂或者气缸卡死。
技术实现要素:
3.本实用新型的目的在于提供一种导向杆与推料板连接不易松动的焊机托料架。
4.为达到上述目的,本实用新型所提出的技术方案为:
5.一种焊机托料架,包括:气缸、气缸固定座、导向杆、导向筒和推料板;所述的气缸安装在气缸固定座上,所述的气缸固定座的两侧均设有导向筒,所述的导向筒内滑动安装有导向杆,所述的气缸的活塞杆的前端部和导向杆的前端部均与推料板固定连接,所述的导向杆包括依次一体连接的限位部、螺杆部和导杆部,所述的螺杆部配设有锁紧螺母,所述的推料板上设有与导向杆配合的第一通孔,所述的导向杆的导杆部穿过第一通孔并插入导向筒,所述的导向杆的螺杆部穿过第一通孔并旋接锁紧螺母,所述的限位部轴向抵靠在第一通孔的端部。
6.进一步地,所述的推料板于第一通孔的端部设置容纳导向杆的限位部的沉孔。
7.进一步地,所述的沉孔为多边形沉孔,所述的导向杆的限位部为适配多边形沉孔的多边形限位部。
8.进一步地,所述的活塞杆通过气缸连接头与推料板固定连接,所述的气缸连接头上设置第一螺纹孔和若干第二螺纹孔,所述的活塞杆的前端部设有螺纹,所述的活塞杆的前端部螺纹连接于第一螺纹孔内,所述的推料板上设有与第二螺纹孔配合的第一阶梯孔,所述的第一阶梯孔内安装有连接推料板和气缸连接头的螺钉。
9.进一步地,所述的导向杆的螺杆部上安装有两个锁紧螺母。
10.进一步地,所述的导向筒的外侧壁安装有固定弯板,用以将所述的焊机托料架固定在机床上。
11.进一步地,还包括固定在所述的推料板上的工件托板。
12.进一步地,所述的导向筒内安装有衬套,所述导向杆滑动安装于衬套内。
13.进一步地,所述的气缸固定座和导向筒均由钢材制成,所述的衬套为铜套。
14.采用上述技术方案,本实用新型的有益效果为:本实用新型通过在第一通孔内插
入导向杆后,安装锁紧螺母逼紧推料板,进而将推料板限位在导向杆的限位部和锁紧螺母之间,实现防松目的,并提高焊机托料架的稳定性,提升其使用寿命。
附图说明
15.图1为某一优选实施例的立体结构示意图。
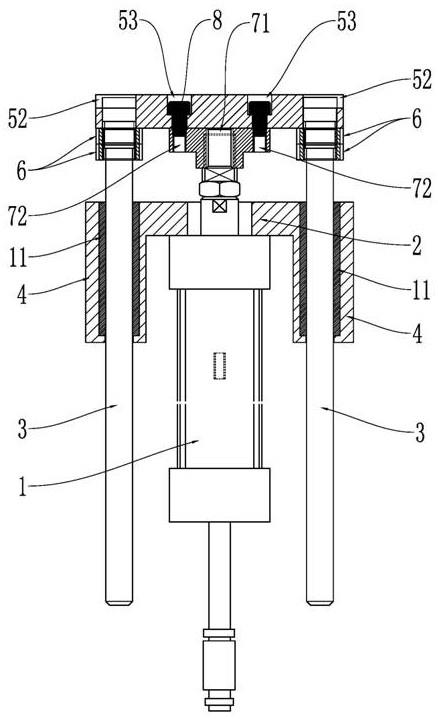
16.图2为图1的剖视示意图。
17.图3为图1中导向杆的立体结构示意图。
18.图4为图1中推料板的立体结构示意图。
19.图5为另一优选实施例的立体结构示意图。
20.其中:1.气缸、2.气缸固定座、3.导向杆、31.限位部、32.螺杆部、33.导杆部、4.导向筒、5.推料板、51.第一通孔、52.沉孔、53.第一阶梯孔、6.锁紧螺母、7.气缸连接头、71.第一螺纹孔、72.第二螺纹孔、8.螺钉、9.固定弯板、10.工件托板、11.衬套。
具体实施方式
21.下面结合附图和具体实施方式,对本实用新型做进一步说明。
22.如图1~4所示,本实用新型公开了一种焊机托料架,包括:气缸1、气缸固定座2、导向杆3、导向筒4、推料板5、气缸连接头7和衬套11。气缸1安装在气缸固定座2上,气缸固定座2的两侧均设有导向筒4,导向筒4内安装有衬套11,导向杆3滑动安装于衬套11内,气缸1的活塞杆的前端部通过气缸连接头7与推料板5固定连接,导向杆3的前端部与推料板5固定连接。
23.其中,导向杆3包括依次一体连接的限位部31、螺杆部32和导杆部33,螺杆部32配设有锁紧螺母6。
24.气缸连接头7上设置有第一螺纹孔71和若干第二螺纹孔72。
25.推料板5上设有与导向杆3配合的第一通孔51,以及与第二螺纹孔72配合的第一阶梯孔53。
26.导向杆3依次穿过推料板5、锁紧螺母6和导向筒4,具体而言,导向杆3的导杆部33穿过第一通孔51并插入导向筒4,导向杆3的螺杆部32穿过第一通孔51并旋接锁紧螺母6,限位部31轴向抵靠在第一通孔51的端部,以将推料板5逼紧在限位部31和锁紧螺母6之间,实现防松目的,避免出现导向杆3和推料板5连接松脱导致导向杆3断裂或者气缸1卡死。
27.本实施例中导向杆3为圆柱形导向杆3,为了防止导向杆3旋转,推料板5于第一通孔51的端部设置容纳导向杆3的限位部31的沉孔52,该沉孔52为多边形沉孔52,对应地,导向杆3的限位部31为适配多边形沉孔52的多边形限位部31。
28.为了方便连接,气缸1的活塞杆的前端部设有螺纹,气缸1的活塞杆的前端部螺纹连接于气缸连接头7的第一螺纹孔71内,气缸连接头7通过螺钉8固定在推料板5上,即推料板5的第一阶梯孔53内安装有连接推料板5和气缸连接头7的螺钉8,螺钉8螺纹连接气缸连接头7的第二螺纹孔72。
29.锁紧螺母6类型多样,本实施例中,采用在导向杆3的螺杆部32上安装两个锁紧螺母6,两个锁紧螺母6拧紧后,锁紧螺母6之间产生的轴向力,使锁紧螺母6的螺牙与螺杆部32的螺牙之间的摩擦力增大,而防止锁紧螺母6自动松脱,实现可靠连接。
30.本实施例的气缸固定座2和导向筒4均由钢材制成,强度和刚度,不易变形。衬套11采用铜套,铜套硬度高、耐磨性极好,不易产生咬死现象,能够保证导向杆3滑动的流畅性,并延长导向筒4和导向杆3的使用寿命。
31.由于焊机托料架是安装于钢圈焊接机上的,为了方便焊机托料架的安装,如图5所示,在导向筒4的外侧壁安装固定弯板9,用以将焊机托料架固定在钢圈焊接机的机床上。为了适配上下料的工件,在推料板5上固定与工件适配的的工件托板10。
32.尽管结合优选实施方案具体展示和介绍了本实用新型,但所属领域的技术人员应该明白,在不脱离所附权利要求书所限定的本实用新型的精神和范围内,在形式上和细节上对本实用新型做出各种变化,均为本实用新型的保护范围。
技术特征:
1.一种焊机托料架,包括:气缸、气缸固定座、导向杆、导向筒和推料板;所述的气缸安装在气缸固定座上,所述的气缸固定座的两侧均设有导向筒,所述的导向筒内滑动安装有导向杆,所述的气缸的活塞杆的前端部和导向杆的前端部均与推料板固定连接,其特征在于,所述的导向杆包括依次一体连接的限位部、螺杆部和导杆部,所述的螺杆部配设有锁紧螺母,所述的推料板上设有与导向杆配合的第一通孔,所述的导向杆的导杆部穿过第一通孔并插入导向筒,所述的导向杆的螺杆部穿过第一通孔并旋接锁紧螺母,所述的限位部轴向抵靠在第一通孔的端部。2.根据权利要求1所述的焊机托料架,其特征在于,所述的推料板于第一通孔的端部设置容纳导向杆的限位部的沉孔。3.根据权利要求2所述的焊机托料架,其特征在于,所述的沉孔为多边形沉孔,所述的导向杆的限位部为适配多边形沉孔的多边形限位部。4.根据权利要求1所述的焊机托料架,其特征在于,所述的活塞杆通过气缸连接头与推料板固定连接,所述的气缸连接头上设置第一螺纹孔和若干第二螺纹孔,所述的气缸的活塞杆的前端部设有螺纹,所述的气缸的活塞杆的前端部螺纹连接于第一螺纹孔内,所述的推料板上设有与第二螺纹孔配合的第一阶梯孔,所述的第一阶梯孔内安装有连接推料板和气缸连接头的螺钉。5.根据权利要求4所述的焊机托料架,其特性在于,所述的导向杆的螺杆部上安装有两个锁紧螺母。6.根据权利要求1所述的焊机托料架,其特征在于,所述的导向筒的外侧壁安装有固定弯板,用以将所述的焊机托料架固定在机床上。7.根据权利要求1所述的焊机托料架,其特征在于,还包括固定在所述的推料板上的工件托板。8.根据权利要求1~7任意一项所述的焊机托料架,其特征在于,所述的导向筒内安装有衬套,所述导向杆滑动安装于衬套内。9.根据权利要求8所述的焊机托料架,其特征在于,所述的气缸固定座和导向筒均由钢材制成,所述的衬套为铜套。
技术总结
本实用新型公开了一种焊机托料架,包括:气缸、气缸固定座、导向杆、导向筒和推料板,气缸安装在气缸固定座上,气缸固定座的两侧均设有导向筒,导向筒内滑动安装有导向杆,气缸的活塞杆的前端部和导向杆的前端部均与推料板固定连接,导向杆包括依次一体连接的限位部、螺杆部和导杆部,螺杆部配设有锁紧螺母,推料板上设有与导向杆配合的第一通孔,导向杆的导杆部穿过第一通孔并插入导向筒,导向杆的螺杆部穿过第一通孔并旋接锁紧螺母,限位部轴向抵靠在第一通孔的端部。本实用新型的导向杆和推料板连接稳固,不易松动,焊机托料架的稳定性和使用寿命均得到提升。和使用寿命均得到提升。和使用寿命均得到提升。
技术研发人员:周志宏 马峰
受保护的技术使用者:厦门日上集团股份有限公司
技术研发日:2022.01.07
技术公布日:2022/9/13
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1