一种钛焊管生产用磁控焊接装置的制作方法
1.本实用新型涉及钛焊管加工技术领域,尤其涉及一种钛焊管生产用磁控焊接装置。
背景技术:
2.钛及钛合金直缝焊管,简称钛焊管,是将钛及钛合金卷带材或宽幅板材经卷曲轧制成管形后焊接而成,与钛无缝管相比,钛焊管的综合优势越来越明显。在日本、美国、欧洲等国家和地区,钛焊管正逐步取代钛轧制管。
3.相比于实用新型专利cn201969989u和实用新型专利cn102962560a中的焊接装置,其显著区别在于磁控装置的位置。在上述两专利中,磁控装置是与焊枪同轴安装的,结构复杂,可调节性差,并且若要更换钨针,需将磁控装置和焊枪整体拆卸,过程繁杂。
4.相比于实用新型专利cn210789607u中的电磁控装置,其稳弧装置置于裸漏的环境中,而在进行钛及钛合金焊管连续焊接时,整体的焊合室温度达到200℃以上,会导致稳弧装置失效;此外,电磁控装置和焊枪的连接支架是固定的一体的,不方便单独调节焊枪角度和位置,及电磁控装置的位置。因此我们提出了一种钛焊管生产用磁控焊接装置,用于解决上述所提出的问题。
技术实现要素:
5.本实用新型的目的是为了解决现有技术中存在现有钛焊管生产时出现的焊缝熔合线减薄缺陷、磁控装置温度过高、磁场效果削弱的缺点,而提出的一种钛焊管生产用磁控焊接装置。
6.为了实现上述目的,本实用新型采用了如下技术方案:
7.一种钛焊管生产用磁控焊接装置,包括焊合室,所述焊合室的底部内壁对称设有两个焊接辊,焊合室的底部内壁放置有位于两个焊接辊之间的管材,焊合室的一侧内壁通过固定机构固定连接有位于管材上方的焊枪,焊枪的底端设有钨针;
8.所述焊合室的内部通过支撑机构固定放置有磁控装置;
9.所述磁控装置包括电磁密封盒,电磁密封盒的内部设有电磁线圈,电磁线圈的两端通过导磁片连接有双磁极,且双磁极的另外两端分别位于焊枪的两侧;
10.所述电磁密封盒的两侧均密封固定连接有钢制密封板,双磁极分别与两侧的钢制密封板通过焊接紧密连接;
11.其中一个所述钢制密封板上分别设有出水口快插和进水口快插,焊合室的一侧外壁设有与磁控装置相配合的散热机构;
12.所述电磁密封盒的顶部设有导线口,电磁线圈的导线穿过导线口并与外部直流电源电性连接。
13.优选的,所述固定机构包括l型固定板,l型固定板的一侧设有多个固定孔,且l型固定板通过固定孔配合螺栓固定连接在焊合室的一侧内壁,l型固定板的一侧设有第一弧
形夹槽,l型固定板的一侧贯穿转动连接有调节螺杆,调节螺杆的外壁螺纹套设有夹紧块,且夹紧块的一侧与l型固定板的一侧滑动连接,夹紧块的一侧设有第二弧形夹槽,焊枪通过第一弧形夹槽和第二弧形夹槽夹紧固定。
14.优选的,所述调节螺杆远离夹紧块的一端固定连接有调节旋钮。
15.优选的,所述支撑机构包括对称固定连接在焊合室底部内壁的两个支撑杆,两个支撑杆上固定套设有同一个调节板,调节板的顶部设有放置槽,且电磁密封盒放置在放置槽内,调节板的两侧分别设有多个用于调节磁控装置前后位置的调节顶丝。
16.优选的,所述电磁密封盒的两侧均设有密封槽,密封槽内设有密封圈,且密封圈与钢制密封板的内侧紧密抵触。
17.优选的,所述散热机构包括固定连接在焊合室一侧外壁的微型水力发电机和电风扇,微型水力发电机和电风扇电性连接,焊合室的一侧开设有与电风扇配合使用的通风孔,微型水力发电机的出水端固定连接有排水管,出水口快插上固定连接有出水管,且出水管的另一端延伸至焊合室的外侧并与微型水力发电机的进水端固定连接,进水口快插上固定连接有进水管,进水管的另一端延伸至焊合室的外侧并和排水管的另一端分别与外部冷水机的出水端和进水端相连接。
18.优选的,所述出水口快插和进水口快插均通过螺纹胶与钢制密封板紧密连接。
19.优选的,所述电磁密封盒为方形的铝合金外壳。
20.优选的,所述出水管、排水管和进水管均为耐高温波纹金属软管。
21.本实用新型的有益效果在于:
22.1、通过合理设计双磁极的形状,使其将磁场引入到焊枪两侧,横向磁场与电弧电流相互作用能够有利于精确控制电弧形态,合理分布电弧能量,实现钛及钛合金焊管焊接质量的控制;
23.2、磁控装置与焊枪分别是单独调节的,在更换焊枪钨极时,磁控装置可以固定不动,极大提高了生产效率;
24.3、整个装置安装于钛焊管生产线焊合室内部,由于高温环境,极易导致电磁线圈失效,因此将整个电磁线圈安装在电磁密封盒内,密封内部整体处于循环水环境,对电磁线圈进行散热,提高电磁作用效果;
25.4、磁控装置调节支架可实现磁控装置前后调节,使其适应性更强;
26.5、在外部冷水机的循环水通过进水口快插、出水口快插进入到电磁密封盒内,给整个磁控装置提供散热作用,保证磁控装置稳定高效运行的同时,水流经过微型水力发电机产生电能,为电风扇提供所需电能,进而可以通过启动电风扇对磁控装置进行进一步散热。
27.本实用新型中,通过磁控装置与焊枪为分体设计,拆装简单高效,在焊接电弧两侧引入横向磁场,通过电弧电流与外加磁场的相互作用,合理控制电弧能量分布,同时磁控装置整体置于循环水环境,散热作用显著;该磁控装置能够提高钛焊管焊缝表面质量,焊缝更加平整圆滑,同时强制水冷装置能够提高设备的使用寿命和稳定性。
附图说明
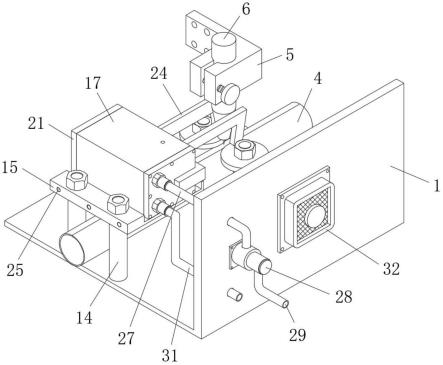
28.图1为本实用新型提出的一种钛焊管生产用磁控焊接装置的整体结构立体图;
29.图2为本实用新型提出的一种钛焊管生产用磁控焊接装置图1的局部结构示意图;
30.图3为本实用新型提出的一种钛焊管生产用磁控焊接装置的固定机构立体图;
31.图4为本实用新型提出的一种钛焊管生产用磁控焊接装置的支撑机构立体图;
32.图5为本实用新型提出的一种钛焊管生产用磁控焊接装置的磁控机构立体图;
33.图6为本实用新型提出的一种钛焊管生产用磁控焊接装置的电磁密封盒结构立体图;
34.图7为本实用新型提出的一种钛焊管生产用磁控焊接装置的双磁极结构立体图;
35.图8为本实用新型提出的一种钛焊管生产用磁控焊接装置图1的局部结构剖视图。
36.图中:1、焊合室;2、通风孔;3、焊接辊;4、管材;5、l型固定板;6、焊枪;7、钨针;8、第一弧形夹槽;9、调节螺杆;10、夹紧块;11、第二弧形夹槽;12、调节旋钮;13、固定孔;14、支撑杆;15、调节板;16、放置槽;17、电磁密封盒;18、导线口;19、密封槽;20、密封圈;21、钢制密封板;22、电磁线圈;23、导磁片;24、双磁极;25、调节顶丝;26、出水口快插;27、出水管;28、微型水力发电机;29、排水管;30、进水口快插;31、进水管;32、电风扇。
具体实施方式
37.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。
38.实施例一
39.参照图1-8,一种钛焊管生产用磁控焊接装置,包括焊合室1,焊合室1的底部内壁对称设有两个焊接辊3,焊合室1的底部内壁放置有位于两个焊接辊3之间的管材4,焊合室1的一侧内壁通过固定机构固定连接有位于管材4上方的焊枪6,焊枪6的底端设有钨针7,焊合室1的内部通过支撑机构固定放置有磁控装置,磁控装置包括电磁密封盒17,电磁密封盒17的内部设有电磁线圈22,电磁线圈22的两端通过导磁片23连接有双磁极24,且双磁极24的另外两端分别位于焊枪6的两侧,电磁密封盒17的两侧均密封固定连接有钢制密封板21,双磁极24分别与两侧的钢制密封板21通过焊接紧密连接,其中一个钢制密封板21上分别设有出水口快插26和进水口快插30,焊合室1的一侧外壁设有与磁控装置相配合的散热机构,电磁密封盒17的顶部设有导线口18,电磁线圈22的导线穿过导线口18并与外部直流电源电性连接。
40.实施例二
41.在实施例一的基础上进一步改进的:参照图1-8,一种钛焊管生产用磁控焊接装置,包括焊合室1,焊合室1的底部内壁对称设有两个焊接辊3,焊合室1的底部内壁放置有位于两个焊接辊3之间的管材4,焊合室1的一侧内壁通过固定机构固定连接有位于管材4上方的焊枪6,焊枪6的底端设有钨针7,焊合室1的内部通过支撑机构固定放置有磁控装置,磁控装置包括电磁密封盒17,电磁密封盒17为方形的铝合金外壳,电磁密封盒17的内部设有电磁线圈22,电磁线圈22的两端通过导磁片23连接有双磁极24,且双磁极24的另外两端分别位于焊枪6的两侧,电磁密封盒17的两侧均密封固定连接有钢制密封板21,双磁极24分别与两侧的钢制密封板21通过焊接紧密连接,其中一个钢制密封板21上分别设有出水口快插26和进水口快插30,焊合室1的一侧外壁设有与磁控装置相配合的散热机构,电磁密封盒17的
顶部设有导线口18,电磁线圈22的导线穿过导线口18并与外部直流电源电性连接。
42.本实用新型中,固定机构包括l型固定板5,l型固定板5的一侧设有多个固定孔13,且l型固定板5通过固定孔13配合螺栓固定连接在焊合室1的一侧内壁,l型固定板5的一侧设有第一弧形夹槽8,l型固定板5的一侧贯穿转动连接有调节螺杆9,调节螺杆9远离夹紧块10的一端固定连接有调节旋钮12,通过调节旋钮12便于对调节螺杆9的转动,调节螺杆9的外壁螺纹套设有夹紧块10,且夹紧块10的一侧与l型固定板5的一侧滑动连接,夹紧块10的一侧设有第二弧形夹槽11,焊枪6通过第一弧形夹槽8和第二弧形夹槽11夹紧固定,通过转动调节螺杆9带动夹紧块10移动,便于对焊枪6的更换和固定。
43.本实用新型中,支撑机构包括对称固定连接在焊合室1底部内壁的两个支撑杆14,两个支撑杆14上固定套设有同一个调节板15,调节板15的顶部设有放置槽16,且电磁密封盒17放置在放置槽16内,调节板15的两侧分别设有多个用于调节磁控装置前后位置的调节顶丝25,通过调节板15可以对磁控装置进行支撑放置,并通过调节顶丝25实现对磁控装置的前后调节,便于使用。
44.本实用新型中,散热机构包括固定连接在焊合室1一侧外壁的微型水力发电机28和电风扇32,微型水力发电机28和电风扇32电性连接,焊合室1的一侧开设有与电风扇32配合使用的通风孔2,微型水力发电机28的出水端固定连接有排水管29,出水口快插26上固定连接有出水管27,且出水管27的另一端延伸至焊合室1的外侧并与微型水力发电机28的进水端固定连接,进水口快插30上固定连接有进水管31,进水管31的另一端延伸至焊合室1的外侧并和排水管29的另一端分别与外部冷水机的出水端和进水端相连接,出水管27、排水管29和进水管31均为耐高温波纹金属软管,通过外部冷水机的循环水通过进水口快插30、出水口快插26进入到电磁密封盒17内,给整个磁控装置提供散热作用,保证磁控装置稳定高效运行,同时水流经过微型水力发电机28产生电能,为电风扇32提供所需电能,进而可以通过启动电风扇32对磁控装置进行进一步散热。
45.本实用新型中,电磁密封盒17的两侧均设有密封槽19,密封槽19内设有密封圈20,且密封圈20与钢制密封板21的内侧紧密抵触,通过密封圈20的设置,可以提高电磁密封盒17的密封性,出水口快插26和进水口快插30均通过螺纹胶与钢制密封板21紧密连接,以此保证整个电磁密封盒17处于密封状态。
46.例一:
47.在进行pta化工领域用钛焊管生产时,所用的钛焊管壁厚为1.245mm,采用常规tig焊接技术。生产过程中焊接速度慢、焊接热输入大,参数为焊接速度1.5~2.5m/min,焊接电流240~300a,导致焊缝熔合线减薄,此处应力集中,降低钛焊管的使用寿命。
48.而采用磁控焊接之后,磁控电流0.3~1.5a,可以发现,外加磁场和焊接电流作用下产生电磁力,使得焊接电弧行为发生变化,电弧指向性改变,进而改变母材的熔化和凝固行为,焊缝内外表面更加圆滑平整,熔合线减薄缺陷得到抑制。
49.具体步骤:
50.s1、在钛焊管生产时,完成钛带材的穿带、成形,进入到焊合室1内;
51.s2、焊接前将磁控装置的双磁极24安装于焊枪6的两侧,并打开磁控电源,调节合适的磁控电流1.2a;
52.s3、焊接时,焊接电流为240a,焊接速度为2.0m/min;焊枪6位置位于焊接辊3的中
后侧;
53.s4、焊接完成后,焊管经过定径、热处理、锯切后成为指定产品。
54.例二:
55.举例2:
56.在进行核电换热器薄壁钛焊管焊接时,壁厚0.4mm~0.7mm,焊接方法为钨极氩弧焊接,焊接电流为180~280a,焊接速度为5.0~6.5m/min,焊接过程常见缺陷是焊缝外表面熔合线处咬边,焊缝过渡处不圆滑,难以达到使用要求。
57.而采用磁控焊接技术之后,磁控电流1.0~2.5a,在上述焊接参数下,焊缝成形良好,外表面圆滑过渡。
58.然而,如本领域技术人员所熟知的,焊枪6、电磁线圈22、微型水力发电机28和电风扇32的工作原理和接线方法是司空见惯的,其均属于常规手段或者公知常识,在此就不再赘述,本领域技术人员可以根据其需要或者便利进行任意的选配。
59.以上所述,仅为本实用新型较佳的具体实施方式,但本实用新型的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本实用新型揭露的技术范围内,根据本实用新型的技术方案及其实用新型构思加以等同替换或改变,都应涵盖在本实用新型的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1