一种带有顶出结构的汽车零配件加工用冲压模具的制作方法
1.本实用新型涉及冲压模具技术领域,具体为一种带有顶出结构的汽车零配件加工用冲压模具。
背景技术:
2.冲压模具,是在冷冲压加工中,将材料(金属或非金属)加工成零件(或半成品)的一种特殊工艺装备,称为冷冲压模具(俗称冷冲模)。冲压,是在室温下,利用安装在压力机上的模具对材料施加压力,使其产生分离或塑性变形,从而获得所需零件的一种压力加工方法,在汽车零配件冲压加工时,为便于取出汽车零配件需要通过顶出结构进行脱模,为此提出一种带有顶出结构的汽车零配件加工用冲压模具。
3.经检索,专利公告号为cn213134720u公开一种汽车零配件加工用冲压模具,涉及汽车零配件加工技术领域,包括支撑顶板、固定底座、主体支架,所述支撑顶板的上方设置有一号液压推杆驱动箱,所述一号液压推杆驱动箱的底端连接有一号液压推杆,所述一号液压推杆一端连接有冲压板,所述防脱板的底端固定连接有定位杆,所述定位杆的底端固定连接有压板,所述二号液压推杆驱动箱的一端安装有二号液压推杆,所述定位杆的外壁位于支撑顶板的上方连接有弹簧,所述固定底座的顶端安装有减震杆。
4.现有的汽车零配件加工用冲压模具存在的缺陷是:
5.1、现有的汽车零配件加工用冲压模具不具有快速压紧结构,使其汽车零配件在冲压加工过程中无法对其进行限位,影响汽车零配件在冲压时的稳定性,导致汽车零配件在冲压加工过程中容易发生位置偏移,影响了汽车零配件冲压加工精度,降低了汽车零配件冲压加工质量;
6.2、现有的汽车零配件加工用冲压模不具有机械脱模功能,导致汽车零配件在冲压加工后需要工作人员手动脱模,不仅增加了工作人员的工作量,同时也降低了装置加工效率,为此我们提出一种带有顶出结构的汽车零配件加工用冲压模具来解决现有的问题。
技术实现要素:
7.本实用新型的目的在于提供一种带有顶出结构的汽车零配件加工用冲压模具,以解决上述背景技术中提出的问题。
8.为实现上述目的,本实用新型提供如下技术方案:一种带有顶出结构的汽车零配件加工用冲压模具,包括移动座、底座和定位组件,所述移动座的内部两侧通过通孔安装有滑套,所述滑套内部活动安装有安装杆,所述安装杆的底端安装有底座,所述底座的内部通过滑孔安装有顶出弹簧,所述顶出弹簧的顶部安装有延伸出下模座内部的顶杆,所述底座的顶部中心安装有下模座,所述移动座的底部安装有安装模座,所述安装模座的内部通过安装孔安装有两组定位组件,所述定位组件包括定位弹簧、安装座、定位杆、橡胶垫,所述定位弹簧的底端安装有安装座,所述安装座的底端安装有定位杆。
9.通过定位弹簧向下的弹性力通过安装座向定位杆向汽车零配件施加弹性压力,汽
车零配件受到的向下的压紧力得到保证,实行对汽车零配件快速定位,避免汽车零配件在冲压时发生位置偏移,保证了汽车零配件在冲压时的稳定性,提高了汽车零配件冲压加工精度,保证了汽车零配件冲压加工质量,降低了汽车零配件冲压加工的残次品率,通过顶出弹簧压缩产生的弹性力可对顶杆施加向上的推力,通过顶杆向上的推力可将下模座内部的汽车零配件顶出,从而完成自动机械脱模工作,方便工作人员对脱模的汽车零配件体进行收集,同时也不需要工作人员手动脱模,且采用机械脱模不仅降低了装置脱模的能耗,还提高了汽车零配件脱模效率,提升了装置对汽车零配件的加工效率。
10.优选的,所述移动座的顶部中心安装有连接座,且移动座的内部设置有滑槽孔。连接座可便于外接冲压油缸,便于装置进行快速安装,且移动座通过滑槽孔可为定位弹簧提供安装位置,便于定位弹簧进行压缩移动。
11.优选的,所述底座的底部安装有安装盘,且安装杆的外侧安装有减震弹簧。安装盘通过内部螺孔与螺栓配合可便于快速安装装置,提高了装置安装的效率,减震弹簧的顶部与滑套的底部底部,在滑套向下移动时通过减震弹簧可进行缓冲。
12.优选的,所述下模座的顶部设置有模槽,且模槽的两侧设置有限位槽。模槽可为汽车零件提供冲压模型,且限位槽可与压条,便于安装模座与下模座精准对接,提高了汽车零件冲压的精度。
13.优选的,所述安装模座的内部两侧通过轴杆安装有下压件,且安装模座的底部两侧安装有压条。下压件通过轴杆可便于进行旋转,通过安装模座带动下压件向下移动对汽车零件进行冲压,通过下压的下压件与模槽配合对汽车零件进行冲压成型,完成汽车零件的冲压加工。
14.优选的,所述定位杆的底端通过螺纹孔安装有橡胶垫,且橡胶垫的顶部安装有螺纹端。橡胶垫具有良好的柔韧性,与汽车零件接触时不破坏汽车零件表面,橡胶垫通过螺纹端可便于快速组装,方便橡胶垫进行更换。
15.与现有技术相比,本实用新型的有益效果是:
16.1、通过定位弹簧向下的弹性力通过安装座向定位杆向汽车零配件施加弹性压力,汽车零配件受到的向下的压紧力得到保证,实行对汽车零配件快速定位,避免汽车零配件在冲压时发生位置偏移,保证了汽车零配件在冲压时的稳定性,提高了汽车零配件冲压加工精度,保证了汽车零配件冲压加工质量,降低了汽车零配件冲压加工的残次品率。
17.2、通过顶出弹簧压缩产生的弹性力可对顶杆施加向上的推力,通过顶杆向上的推力可将下模座内部的汽车零配件顶出,从而完成自动机械脱模工作,方便工作人员对脱模的汽车零配件体进行收集,同时也不需要工作人员手动脱模,且采用机械脱模不仅降低了装置脱模的能耗,还提高了汽车零配件脱模效率,提升了装置对汽车零配件的加工效率。
附图说明
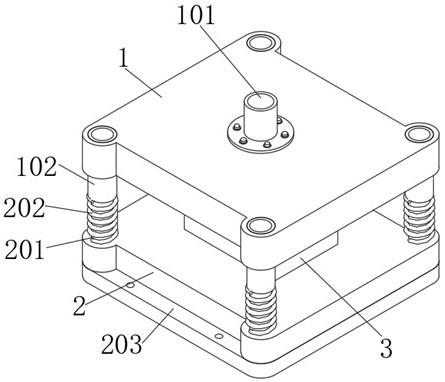
18.图1为本实用新型的主视图;
19.图2为本实用新型的剖面结构示意图;
20.图3为本实用新型的安装模座局部结构示意图;
21.图4为本实用新型的定位组件局部结构示意图。
22.图中:1、移动座;101、连接座;102、滑套;103、通孔;2、底座;201、安装杆;202、减震
弹簧;203、安装盘;204、滑孔;3、下模座;301、模槽;302、限位槽;4、顶杆;401、顶出弹簧;5、安装模座;501、轴杆;502、下压件;503、压条;504、安装孔;6、定位组件;601、定位弹簧;602、安装座;603、定位杆;604、橡胶垫。
具体实施方式
23.下文结合附图和具体实施例对本实用新型的技术方案做进一步说明。
24.实施例一
25.如图1-4所示,本实用新型提出的一种带有顶出结构的汽车零配件加工用冲压模具,包括移动座1、底座2和定位组件6,移动座1的内部两侧通过通孔103安装有滑套102,滑套102内部活动安装有安装杆201,安装杆201的底端安装有底座2,底座2的内部通过滑孔204安装有顶出弹簧401,顶出弹簧401的顶部安装有延伸出下模座3内部的顶杆4,底座2的顶部中心安装有下模座3,移动座1的底部安装有安装模座5,安装模座5的内部通过安装孔504安装有两组定位组件6,定位组件6包括定位弹簧601、安装座602、定位杆603、橡胶垫604,定位弹簧601的底端安装有安装座602,安装座602的底端安装有定位杆603。
26.基于实施例一的带有顶出结构的汽车零配件加工用冲压模具工作原理是:将汽车零件放置在下模座3顶部,通过外接的冲压油缸带动移动座1向下移动,向下移动的移动座1通过滑套102在安装杆201外侧移动,保证了移动座1下移的稳定性,通过移动座1带动安装模座5移动,在安装模座5下移的过程中带动定位组件6下移至与汽车零件顶部接触,通过定位弹簧601向下的弹性力通过安装座602向定位杆603向汽车零配件施加弹性压力,汽车零配件受到的向下的压紧力得到保证,实行对汽车零配件快速定位,避免汽车零配件在冲压时发生位置偏移,保证了汽车零配件在冲压时的稳定性,提高了汽车零配件冲压加工精度,保证了汽车零配件冲压加工质量,降低了汽车零配件冲压加工的残次品率,通过下移的安装模座5带动下压件502向下移动对汽车零件进行冲压,通过下压的下压件502与模槽301配合对汽车零件进行冲压成型,完成汽车零件的冲压加工,在冲压完成后,通过移动座1带动安装模座5以及定位组件6向上移动,在定位组件6上移至不对汽车零件施加压力时,通过顶出弹簧401压缩产生的弹性力可对顶杆4施加向上的推力,通过顶杆4向上的推力可将下模座3内部的汽车零配件顶出,从而完成自动机械脱模工作,方便工作人员对脱模的汽车零配件体进行收集,同时也不需要工作人员手动脱模,且采用机械脱模不仅降低了装置脱模的能耗,还提高了汽车零配件脱模效率,提升了装置对汽车零配件的加工效率。
27.实施例二
28.如图2-4所示,本实用新型提出的一种带有顶出结构的汽车零配件加工用冲压模具,相较于实施例一,本实施例还包括:移动座1的顶部中心安装有连接座101,且移动座1的内部设置有滑槽孔,底座2的底部安装有安装盘203,且安装杆201的外侧安装有减震弹簧202,下模座3的顶部设置有模槽301,且模槽301的两侧设置有限位槽302,安装模座5的内部两侧通过轴杆501安装有下压件502,且安装模座5的底部两侧安装有压条503,定位杆603的底端通过螺纹孔安装有橡胶垫604,且橡胶垫604的顶部安装有螺纹端。
29.本实施例中,连接座101可便于外接冲压油缸,便于装置进行快速安装,且移动座1通过滑槽孔可为定位弹簧601提供安装位置,便于定位弹簧601进行压缩移动,安装盘203通过内部螺孔与螺栓配合可便于快速安装装置,提高了装置安装的效率,减震弹簧202的顶部
与滑套102的底部底部,在滑套102向下移动时通过减震弹簧202可进行缓冲,模槽301可为汽车零件提供冲压模型,且限位槽302可与压条503,便于安装模座5与下模座3精准对接,提高了汽车零件冲压的精度,下压件502通过轴杆501可便于进行旋转,通过安装模座5带动下压件502向下移动对汽车零件进行冲压,通过下压的下压件502与模槽301配合对汽车零件进行冲压成型,完成汽车零件的冲压加工,橡胶垫604具有良好的柔韧性,与汽车零件接触时不破坏汽车零件表面,橡胶垫604通过螺纹端可便于快速组装,方便橡胶垫604进行更换。
30.上述具体实施例仅仅是本实用新型的几种优选的实施例,基于本实用新型的技术方案和上述实施例的相关启示,本领域技术人员可以对上述具体实施例做出多种替代性的改进和组合。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1