浮动式自动平衡夹具装置的制作方法
1.本实用新型涉及cnc加工夹具治具技术领域,特别涉及浮动式自动平衡夹具装置。
背景技术:
2.当产品定位基准面厚度及平面度公差较大时,固定压块在压紧左右两个产品时,左右两个产品受力不平衡,固定压块压头无法贴紧在产品基准面上,导致产品加工不稳定,加工良率低,产品不具有市场竞争力。
技术实现要素:
3.根据本实用新型的一个方面,提供了浮动式自动平衡夹具装置,包括cnc夹具,cnc夹具上设有用于夹持工件的工位,还包括
4.压块,可拆卸地设于cnc夹具上,压块的端面上设有可浮动的压头,
5.当压块安装在cnc夹具上时,压块嵌入工位中并与工件相抵。
6.本实用新型提供一种用于cnc夹具的的浮动式自平衡夹具装置,当压块安装至cnc夹具上时,压块上的可浮动式的压块能够与cnc夹具上的工件相抵触,并通过浮动压力对工件进行平衡调节,使得的产品位置安装正确,保证浮动的压头贴紧产品基准面。本装置结构简单,实用性强;能够有效地提高cnc加工精率,提高产品生产良率。
7.在一些实施方式中,压块上至少设有两个压头,两个压头分别嵌入两个不同的工位中。
8.由此,本压块上设有两个压头,两个压头分别压紧两个工位上的产品,当两个压头受力不平衡时,浮动的压头可以自动调节,使左右两个产品受力平衡,保证浮动的压头贴紧产品基准面。
9.在一些实施方式中,压块包括外壳、底板、平衡板,底板将平衡板封装在外壳中,压块可活动地设置在外壳的端面上,平衡板可滑动设置,
10.平衡板的一端面上设有若干平衡弹簧,平衡弹簧与底板相抵;平衡板的另一端面对应压块设有平衡球,平衡球与对应的压头配合。
11.由此,压头通过弹簧对平衡板进行平衡调节,平衡板通过平衡球对压头进行平衡调节,从而使得压头对工件进行平衡调节。
12.在一些实施方式中,外壳的端面上设有滑槽,压头可滑动地设于滑槽内;压头的一端设有限位凸块,限位凸块位于外壳内并向压头滑动方向的垂直方向延伸。
13.由此,压头通过上述结构进行安装。
14.在一些实施方式中,平衡板靠近压头的端面上设有第一球面槽,压头靠近平衡板的端面上设有第二球面槽,平衡球一部分嵌入第一球面槽中,平衡球另一部分嵌入第一球面槽中;
15.平衡板、压块之间设有避空间隙。
16.由此,平衡板、压头之间的平衡球嵌入两个球面槽中,从而使得平衡板、压头之间
能够进行平衡调节。
17.在一些实施方式中,平衡板远离压块的端面上对应若干平衡弹簧设有若干安装槽,平衡弹簧安装在安装槽内,平衡弹簧的突出与安装槽并与底板相抵。
18.由此,通过安装槽对平衡弹簧进行限位安装。
19.在一些实施方式中,cnc夹具包括底座,底座上对应工位设置有限位机构,限位组件包括若干限位块,若干弹珠组件,若干限位块、若干弹珠组件布置在工位的周围,
20.若干限位块、若干弹珠组件对应工件的轮廓线布置。
21.由此,cnc夹具由上述结构组成。
22.在一些实施方式中,底座上设有若干限位柱,压块上设有若干限位孔;当压块安装在cnc夹具上时,限位柱与限位孔配合。
23.由此,保证压块安装位置准确。
24.在一些实施方式中,弹珠组件包括安装座、限位球以及缓冲弹簧,安装座上设有安装沟槽,限位球可活动的设于安装沟槽内,缓冲弹簧设于安装沟槽内且与限位球相抵。
25.由此,弹珠组件上述结构构成,通过缓冲弹簧、限位球对工件进行限位。
26.在一些实施方式中,底座上设有若干第一插槽,第一插槽的一侧均设有第一螺栓孔;
27.安装座插置在第一插槽中,安装座上设有凸边,第一螺栓孔上设有第一螺栓,第一螺栓的螺帽与凸边相抵。
28.由此,弹珠组件通过第一螺栓可拆卸安装。
附图说明
29.图1为本实用新型一实施方式的浮动式自动平衡夹具装置的立体结构示意图。
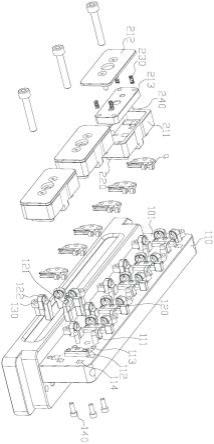
30.图2为图1所示浮动式自动平衡夹具装置的爆炸立体结构示意图。
31.图3为图1所示浮动式自动平衡夹具装置的俯视结构示意图。
32.图4为图3中a-a方向的剖面结构示意图。
33.图5为图1所示浮动式自动平衡夹具装置中压块部分的爆炸立体结构示意图。
34.图6为图1所示浮动式自动平衡夹具装置中压块部分的爆炸立体结构示意图。
35.图7为图1所示浮动式自动平衡夹具装置中弹珠组件的剖面立体结构示意图。
36.图中标号:100-cnc夹具、101-工位、110-底座、111-限位柱、112-第一插槽、113-第一螺栓孔、114-第二插槽、115-第二螺栓孔、120-限位机构、121-限位块、122-弹珠组件、1221-安装座、1222-限位球、1223-缓冲弹簧、130-第一螺栓、140-第二螺栓、210-压块、211-外壳、2111-滑槽、2112-限位孔、212-底板、213-平衡板、2131-第一球面槽、2132-安装槽、220-压头、221-限位凸块、222-第二球面槽、230-平衡弹簧、240-平衡球。
具体实施方式
37.下面结合附图对本实用新型作进一步详细的说明。
38.图1示意性地显示了根据本实用新型的一种实施方式的浮动式自动平衡夹具装置,包括cnc夹具100、压块210,cnc夹具100上设有用于夹持工件的工位101,cnc夹具100上至少设置有两个工位101,工位101阵列分布。本实施例中,cnc夹具100上设置有六个工位
101。压块210设置有若干个,若干个压块210可拆卸地设置在cnc夹具100上;压块210的端面上设有可浮动的压头220,压块210上至少设有两个压头220,两个压头220分别嵌入两个不同的工位101中;实施例中,压头220设置两个,则压块210设置为三个,正好对应六个工位101。
39.当压块210安装至cnc夹具100上时,压块210上的可浮动式的压块210能够与cnc夹具100上的工件相抵触,并通过浮动压力对工件进行平衡调节,使得的产品位置安装正确。本压块210上设有两个压头220,两个压头220分别压紧两个工位101上的产品,当两个压头220受力不平衡时,浮动的压头220可以自动调节,使左右两个产品受力平衡,保证浮动的压头220贴紧产品基准面。
40.为更好地对本实施例中的各个部件进行说明,采用x、y、z轴三维概念对本实施例进行详细说明。以工件的安装方向为y轴,则垂直于y轴的水平方向为x轴,垂直于y轴的竖直方向为z轴。x轴与y轴组成的平面为xy平面,x轴与z轴组成的平面为xz平面,y轴与z轴组成的平面为yz平面。而且,结合附图1-2,以箭头方向为正向,对本说明书中的前、后、左、右、上、下方位进行进行说明:x轴的正向为右方位,反之则为左方位;z轴的正向为上方位,反之则为下方位;y轴的正向为后方位,反之则为前方位。
41.结合图2,压块210包括外壳211、底板212、平衡板213。外壳211内部中空。具有一安装腔,底板212将平衡板213封装在外壳211中,平衡板213可前后滑动地设置在安装腔内,压块210可活动地设置在外壳211的端面上。
42.平衡板213的前端面上设有若干平衡弹簧230,平衡弹簧230与底板212相抵;本实施例中,平衡弹簧230设置有四个,四个平衡弹簧230对应平衡板213的四个角进行安装。平衡板213的前端面对应压块210设有平衡球240,平衡球240与对应的压头220配合;压块210与平衡球240对应设置,则平衡球240设有两个,两个平衡球240对称分布。压头220通过弹簧对平衡板213进行平衡调节,平衡板213通过平衡球240对压头220进行平衡调节,从而使得压头220对工件进行平衡调节。
43.结合图2-4,外壳211的端面上设有滑槽2111,滑槽2111方向为前后水平延伸,压头220可滑动地设于滑槽2111内;滑槽2111设有两个,两个滑槽2111左右对称分布。压头220的一端设有限位凸块221,限位凸块221位于外壳211内并向压头220滑动方向的垂直方向延伸,即向x轴、z轴组成的平面内的任一方向进行延伸。压头220通过上述结构进行安装。
44.结合图5-6,平衡板213靠近压头220的端面上设有第一球面槽2131,压头220靠近平衡板213的端面上设有第二球面槽222,平衡球240一部分嵌入第一球面槽2131中,平衡球240另一部分嵌入第一球面槽2131中;平衡板213、压块210之间设有避空间隙,避空间隙供平衡板213、压头220之间浮动平衡。平衡板213、压头220之间的平衡球240嵌入两个球面槽中,从而使得平衡板213、压头220之间能够进行平衡调节。
45.结合图5-6,平衡板213远离压块210的端面上对应若干平衡弹簧230设有若干安装槽2132,安装槽2132对应平衡弹簧230设置有三个,安装槽2132位于平衡板213的前端面的四个边角位置。平衡弹簧230安装在安装槽2132内,平衡弹簧230的突出与安装槽2132并与底板212相抵。通过安装槽2132对平衡弹簧230进行限位安装。
46.结合图2,cnc夹具100包括底座110,底座110上对应工位101设置有限位机构120,限位组件包括若干限位块121,若干弹珠组件122,若干限位块121、若干弹珠组件122布置在
工位101的周围,若干限位块121、若干弹珠组件122对应工件的轮廓线布置。cnc夹具100由上述结构组成。
47.结合图2,底座110上设有若干限位柱111,压块210上设有若干限位孔2112;当压块210安装在cnc夹具100上时,限位柱111与限位孔2112配合保证压块210安装位置准确。
48.结合图2和图7,弹珠组件122包括安装座1221、限位球1222以及缓冲弹簧1223,安装座1221上设有安装沟槽,限位球1222可活动的设于安装沟槽内,缓冲弹簧1223设于安装沟槽内且与限位球1222相抵。弹珠组件122上述结构构成,通过缓冲弹簧1223、限位球1222对工件进行限位。
49.结合图2和图7,底座110上设有若干第一插槽112,第一插槽112的一侧均设有第一螺栓孔113;安装座1221插置在第一插槽112中,安装座1221上设有凸边,第一螺栓孔113上设有第一螺栓130,第一螺栓130的螺帽与凸边相抵。弹珠组件122通过第一螺栓130可拆卸安装。
50.底座110上设有若干第二插槽114,底座110上设有若干与第二插槽114连通的第二螺栓孔115;限位块121插置在第二插槽114中,第二螺栓孔115上设有第二螺栓140,第二螺栓140与限位块121连接。
51.本装置的使用方法:先将工件按定位装在cnc夹具100的工位101上上,再将压块210按定位装在cnc夹具100上,通过锁紧内六角螺栓固定压块210,使压块210同时压紧左右相邻的两个工件。当工件定位基准面厚度及平面度公差较大时,压块210可以通过内部的平衡球240、平衡弹簧230对压头220进行自动调节,使左右两个产品受力平衡,保证压头220贴紧产品基准面上。待cnc加工完成后,松开内六角螺丝,取下压块210,然后取下工件即可。本装置结构简单,实用性强;能够有效地提高cnc加工精率,提高产品生产良率。
52.以上所述的仅是本实用新型的一些实施方式。对于本领域的普通技术人员来说,在不脱离本实用新型创造构思的前提下,还可以做出若干变形和改进,这些都属于本实用新型的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1