防弹钢板窗框成型装置的制作方法
1.本实用新型属于防弹玻璃窗框技术领域,具体地说,涉及一种防弹钢板窗框成型装置。
背景技术:
2.防弹钢板材料为6252,属于高强度特种钢,是一种马氏体耐热高强度特种钢,具有极高的高温综合力学性能;具有高强度、高硬度、合金元素含量高、淬透性好的特点,但防弹钢板难以像普通q235那么容易折弯成型,硬度较高,折弯一定角度容易产生开裂,因此防弹钢板难以冷成型(折弯),另外采用传统的焊接:即氩弧焊热输入,焊接变形量大,为了控制焊接变形,使用工装夹具较为复杂,对焊工技能要求高,冷却后焊件中易存在较大残余应力。
3.为了克服防弹钢板窗框成型难,焊接变形量大,热输入过高造成防弹性能降低,及焊缝成形美观的要求。目前,急需一种轻便、易上手、无经验要求,焊接速度快、焊接热输入小的防弹钢板窗框。
技术实现要素:
4.有鉴于此,本实用新型所要解决的技术问题是提供了一种防弹钢板窗框成型装置,用于避免以往防弹钢板窗框需要折弯成型,变形量大,容易开裂,且装配不稳定的麻烦。
5.为了解决上述技术问题,本实用新型公开了一种防弹钢板窗框成型装置,其包括:
6.防弹玻璃;
7.外窗框组件,外窗框组件安装于防弹玻璃的外侧,且通过粘接胶粘接防弹玻璃;
8.内窗框组件,内窗框组件安装于防弹玻璃的内侧,且通过粘接胶粘接防弹玻璃,其中外窗框组件和内窗框组件都包括主面板部,主面板部裸露出防弹玻璃的中央、侧围板部,侧围板部焊接于主面板部且贴附于防弹玻璃的端部、及外翻边部,外翻边部焊接于侧围板部且向外延伸,并通过螺栓连接外窗框组件和内窗框组件;
9.胶垫,胶垫设置于内窗框组件的外翻边部内侧,且内窗框组件的侧围板部下端设置通孔;
10.其中,侧围板部与外翻边部的焊接处外围设置防水填缝胶。
11.根据本实用新型一实施方式,其中上述防弹玻璃设置为电加热玻璃,且电加热玻璃的电加热引出线由通孔引出。
12.根据本实用新型一实施方式,其中上述外窗框组件的外翻边部与侧围板部之间焊接有多道间隔的加强梁。
13.根据本实用新型一实施方式,其中上述加强梁上下两侧都设置有多道焊接凸台,用于分别焊接至外翻边部和侧围板部。
14.根据本实用新型一实施方式,其中上述焊接凸台位于上下两侧的长度不同。
15.根据本实用新型一实施方式,其中上述外窗框组件的侧围板部宽度小于内窗框组
件的侧围板部。
16.根据本实用新型一实施方式,其中上述粘接胶设置为聚氨酯胶,胶垫设置为黑色发泡epdm。
17.与现有技术相比,本实用新型可以获得包括以下技术效果:
18.采用激光焊接和拼接的方式装配内外窗框,避免折弯成型,轻便、易上手、焊接速度快、焊接热输入小;另外窗框组件焊接变形易控制,设计采用 z型拼焊,提高效率,缩短焊接时间。
19.大幅度提高了产品焊接质量,成形美观和客户满意度。
20.焊工技能水平要求低,焊接速度提高了一倍,减少热输入量,相比氩弧焊减少人工作业一半的时间,无需打磨整形。
21.当然,实施本实用新型的任一产品必不一定需要同时达到以上所述的所有技术效果。
附图说明
22.此处所说明的附图用来提供对本实用新型的进一步理解,构成本实用新型的一部分,本实用新型的示意性实施例及其说明用于解释本实用新型,并不构成对本实用新型的不当限定。在附图中:
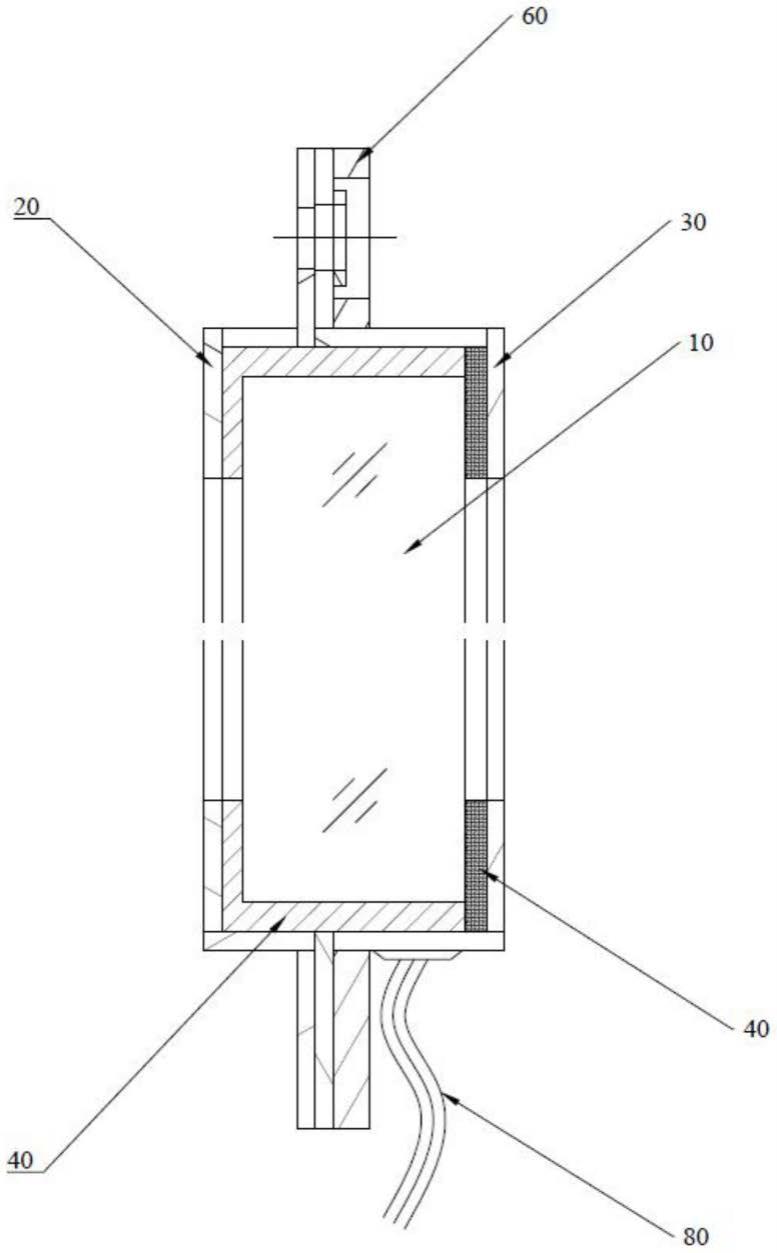
23.图1是本实用新型实施例的防弹钢板窗框成型装置侧视图;
24.图2是本实用新型实施例的外窗框组件示意图;
25.图3是本实用新型实施例的防弹钢板窗框成型装置主视图;
26.图4是本实用新型实施例的加强梁示意图。
27.附图标记
28.防弹玻璃10,外窗框组件20,内窗框组件30,粘接胶40,主面板部51,侧围板部52,外翻边部53,胶垫60,防水填缝胶70,电加热引出线80,加强梁90,焊接凸台91。
具体实施方式
29.以下将配合附图及实施例来详细说明本实用新型的实施方式,借此对本实用新型如何应用技术手段来解决技术问题并达成技术功效的实现过程能充分理解并据以实施。
30.请一并参考图1至图4,图1是本实用新型实施例的防弹钢板窗框成型装置侧视图;图2是本实用新型实施例的外窗框组件示意图;图3是本实用新型实施例的防弹钢板窗框成型装置主视图;图4是本实用新型实施例的加强梁示意图。
31.如图所示,一种防弹钢板窗框成型装置,其包括:防弹玻璃10;外窗框组件20,外窗框组件20安装于防弹玻璃10的外侧,且通过粘接胶粘40 接防弹玻璃10;内窗框组件30,内窗框组件30安装于防弹玻璃10的内侧,且通过粘接胶40粘接防弹玻璃10,其中外窗框组件20和内窗框组件30都包括主面板部51,主面板部51裸露出防弹玻璃10的中央、侧围板部52,侧围板部52焊接于主面板51部且贴附于防弹玻璃10的端部、及外翻边部53,外翻边部53焊接于侧围板部52且向外延伸,并通过螺栓连接外窗框组件20 和内窗框组件30;胶垫60,胶垫60设置于内窗框组件30的外翻边部53内侧,且内窗框组件30的侧围板部52下端设置通孔;其中,侧围板部52与外翻边部53的焊接处外围设置防水填缝胶70。
32.在本实用新型一实施方式中,外窗框组件20和内窗框组件30相互对应,装配于防弹玻璃10的内外两侧,而胶垫60则覆设于内窗框组件30内侧,完成与车体钣金的紧密贴合,加强装配韧性和密封性。
33.具体而言,外窗框组件20和内窗框组件30都由主面板部51、侧围板部 52、及外翻边部53组成,并利用激光焊接技术相互拼接,成z字型,共同包覆框设住中间的防弹玻璃10,同时采用粘接胶40填充粘附,增强粘合度。其中,主面板部51覆设于防弹玻璃10的边缘,裸露出中间可视区域。侧围板部52焊接于主面板部51,对应防弹玻璃10的端部,限位边缘尺寸,并在其另一端继续采用激光焊接固定外翻边部53,外翻边部53相互贴合,通过螺栓装配内外两侧的外窗框组件20和内窗框组件30,形成一个整体,组成防弹钢板窗框,避免了以往防弹钢板窗框需要折弯成型,变形量大,容易开裂,且装配不稳定的麻烦。
34.优选一实施方式中,防弹玻璃10设置为电加热玻璃,内部夹层设置有电热丝,且电加热玻璃的电加热引出线80由通孔引出,完成除霜除雾效果,提高功能使用。
35.另外,外窗框组件20的外翻边部53与侧围板部52之间焊接有多道间隔的加强梁90,借此加强外翻边部53和侧围板部52之间的焊接强度,提高抗冲击性。同时,侧围板部52与外翻边部53的焊接处外围设置防水填缝胶70,填充缝隙,增强密封和稳定性。
36.进一步地,加强梁90上下两侧都设置有多道焊接凸台91,用于分别焊接至外翻边部53和侧围板部52,阶梯设置,提高焊接时焊缝区域的完整性,能够进一步连接上下两端的外翻边部53和侧围板部52,降低工人的劳动强度,大幅度提高了产品焊接质量,而且焊工技能水平要求低,焊接速度提高了一倍,减少热输入量,相比氩弧焊减少人工作业一半的时间,无需打磨整形。
37.优选地,焊接凸台91位于上下两侧的长度不同,减小对称应力的集中,更能驱散集中的应力。
38.本实用新型的外窗框组件20的侧围板部52宽度小于内窗框组件20的侧围板部52,借此增强后侧内窗框组件20的承压,提高防弹强度,增强安全性。
39.优选一实施方式中,粘接胶40设置为聚氨酯胶,粘接牢固,胶垫60设置为黑色发泡epdm,抗压性好。
40.综上所述,本实用新型采用激光焊接和拼接的方式装配内外窗框,避免折弯成型,轻便、易上手、焊接速度快、焊接热输入小;另外窗框组件焊接变形易控制,设计采用z型拼焊,提高效率,缩短焊接时间,大幅度提高了产品焊接质量,成形美观和客户满意度。
41.上述说明示出并描述了本实用新型的若干优选实施例,但如前所述,应当理解本实用新型并非局限于本文所披露的形式,不应看作是对其他实施例的排除,而可用于各种其他组合、修改和环境,并能够在本文所述实用新型构想范围内,通过上述教导或相关领域的技术或知识进行改动。而本领域人员所进行的改动和变化不脱离本实用新型的精神和范围,则都应在本实用新型所附权利要求的保护范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1