金属板材刨槽与激光切割装置以及刨槽与激光切割机的制作方法
本技术涉及金属板材开槽,特别涉及一种金属板材刨槽与激光切割装置,以及具有该装置的金属板材刨槽与激光切割机。
背景技术:
1、国内外新兴的中高档建筑材料装饰行业对所需要的金属装饰材料提出了更高的要求,即要求弯制后的金属薄板料工件棱边圆弧半径尽可能小,金属薄板料工件表面无折光;要求金属薄板料工件的弯制断面形状更复杂,更能体现设计师的新潮设计风格。目前传统的强制折弯方式和自由折弯方式,甚至三点式折弯工艺都已无法弯制小圆弧的金属板料工件,也就是说单独用折弯机弯制金属薄板料工件已不能满足设计师的设计要求,达不到中高档装饰的档次和装饰效果。
2、目前,在金属板材的刨槽加工行业,通常是在对被加工的金属板材完成刨槽后,在将整块金属板材移送到另外的设备上进行切割或者裁剪,将大面积的大块板材分隔成单件金属板材。现有工艺的缺陷在于:1、需要多台设备,提高了刨槽、切割的成本,同时设备间的转换也加长了工序的时间,即降低了效率;2、上料定位、刨槽、转换剪切,至少需要8个操作工人,人工成本大,且存在较大的安全隐患。
技术实现思路
1、本实用新型提供一种金属板材刨槽与激光切割装置,以及具有该装置的金属板材刨槽与激光切割机。该装置将现有的刨槽、剪切分两台设备完成的步骤集成在一台设备上完成,即在开槽和剪切两道工艺之间无需转换设备;另一方面,该装置设置有刮屑装置,在刨刀对金属板材进行刨槽时将刨屑刮除,而现有的设备及工艺是刨刀刨槽之后人工用木板或者塑料板将刨屑刮除,因此提高了刨槽加工的自动化和操作工人的安全性能,同时提高了刨槽加工的效率。为了解决上述问题,本实用新型提供的技术方案如下:
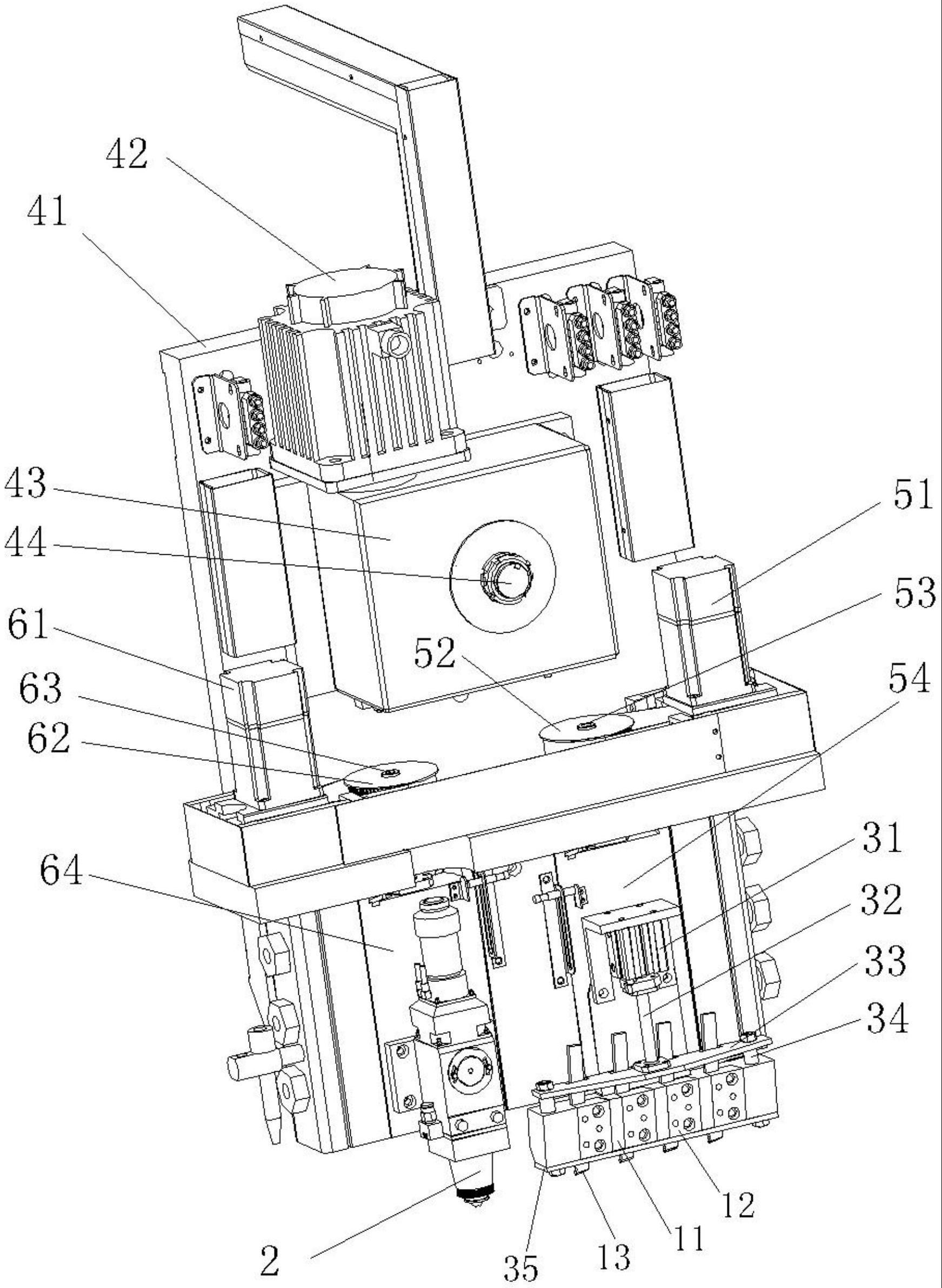
2、本实用新型的一种金属板材刨槽与激光切割装置,所述装置包括:刨刀及刨刀安装架、激光切割头、刮屑装置、x轴运行机构、w轴驱动机构和c轴驱动机构,所述刨刀及刨刀安装架和所述刮屑装置通过所述w轴驱动机构安装在所述x轴运行机构上,所述激光切割头通过所述c轴驱动机构安装在所述x轴运行机构上,所述x轴运行机构可移动地安装在金属板材刨槽与激光切割机机架上。所述刨刀及刨刀安装架与所述激光切割头在横向上错开设置,所述刨刀及刨刀安装架与所述激光切割头在横向上错开的距离可在0.1mm-300mm范围内自由调节或者逐级调节。这样,相对与现有的金属板材刨槽设备,本实用新型将刨槽与激光切割集成在同一台设备上,即在完成刨槽工序之后无需转换设备即可继续进行切割工序;本实用新型在刨槽与激光切割装置集成刮屑装置,则在刨槽工序的同时该刮屑装置将刨槽时产生的金属碎屑刮除掉,现有设备和工艺是人工使用木板或者塑料板将刨屑刮除,因此,该刮屑装置提高了刨槽加工的自动化和操作工人的安全性能,同时提高了刨槽加工的效率;另一方面,刨刀在刨槽时不可避免会有一些金属碎屑粘附在刨刀上,该刮屑装置通过沿刨刀长度方向的运动可以将粘附在刨刀上的金属碎屑刮掉。本实用新型专利中所讲的“x轴”是指刨刀进行刨槽的方向,也即激光切割装置进行切割的方向,“横向”为被加工金属板材推进的方向,即在水平面上与x轴方向垂直的方向。刨刀及刨刀安装架与所述激光切割头在横向上错开设置亦即刨刀与激光切割头的刨槽中心线与激光切割中心线不重合,是因为刨槽时需要完整的工作台面来抵冲刨刀的向下冲击力,以避免被加工金属板材下凹,且刨刀与工作台面有一定的距离,刨刀不会刮坏工作台面;而激光切割所正对的工作台面最好具有避空结构,这样一方面不损坏工作台面,另一方面可以排去激光切割时产生的金属碎屑,以及快速散热。再一方面,根据预定的刨槽位置和切割位置,可以调节刨刀及刨刀安装架与激光切割头的相对距离,即两者横向上的间距,使得在完成刨槽工序后无需再一次移动被加工金属板材的位置即可实施激光切割,激光切割成单片金属板材后将其向后推出整理码堆,然后继续对剩下的金属板材进行下一单片金属板材的刨槽以及激光切割工序。
3、进一步地,所述x轴运行机构包括运行固定座、x轴伺服电机、x轴减速机、x轴传动轴和x轴传动齿轮,所述x轴伺服电机和所述x轴减速机设置在所述运行固定座的正面上,所述x轴传动轴贯穿所述运行固定座连接所述x轴减速机与所述x轴传动齿轮,所述x轴传动齿轮与设置在金属板材刨槽与激光切割机机架上的x轴齿条相适配设置,所述x轴传动齿轮与所述x轴齿条相配合驱动所述金属板材刨槽与激光切割装置沿x轴滑动。具体地,x轴运行机构是通过x轴伺服电机、x轴减速机、x轴传动轴和x轴传动齿轮的驱动,带动运行固定座以及安装在运行固定座上的刨刀及刨刀安装架、激光切割头和刮屑装置沿x轴运行,即沿金属板材开槽方向上运行。所述x轴运行机构还包括设置在运行固定座背面上的滑动导槽,该滑动导槽与设置在机架上的x轴直线导轨相适配,运行固定座以及安装在其上的各装置在x轴伺服电机、x轴减速机、x轴传动轴和x轴传动齿轮等配合驱动下沿滑动导槽与x轴直线导轨运行,刨刀和激光头分别对金属板材进行刨槽和切割作业。
4、进一步地,所述刨刀及刨刀安装架包括刨刀上刀架、刨刀压板和刨刀刀片;所述刮屑装置包括刮屑气缸、刮屑连杆、刮屑连接板、刮屑导向杆和刮屑板;所述w轴驱动机构包括w轴伺服电机、w轴同步带轮、w轴滚珠丝杆和w轴滑块。所述刨刀上刀架与所述w轴滑块固定相连,所述刨刀刀片通过所述刨刀压板设置在所述刨刀上刀架上;所述刮屑气缸设置在所述w轴滑块上,所述刮屑连杆连接所述刮屑气缸与所述刮屑连接板,所述刮屑板通过两根所述刮屑导向杆设置在所述刮屑连接板的下方。所述w轴伺服电机和所述w轴同步带轮安装在所述运行固定座上,所述w轴伺服电机通过所述w轴同步带轮和所述w轴滚珠丝杆驱动所述w轴滑块上下运行。具体地,w轴驱动机构是通过w轴伺服电机、w轴同步带轮、w轴滚珠丝杆和w轴滑块的配合驱动设置在w轴滑块上的刨刀及刨刀安装架和刮屑装置上下运动,即在刨槽启动之前w轴驱动机构驱动刨刀及刨刀安装架向下移动使刨刀深入到被加工的金属板材上,再在x轴运行机构的驱动下对金属板材进行刨槽加工,加工成所需的v型槽、方形槽或者弧形槽等等。同时,刮屑气缸通过刮屑连杆、刮屑连接板和刮屑导向杆驱动刮屑板向下移动,使刮屑板压住或者轻接触被加工金属板材,在刨刀行进的同时刮屑板将金属屑刮除。
5、进一步地,所述c轴驱动机构包括c轴伺服电机、c轴同步带轮、c轴滚珠丝杆和c轴滑块,所述c轴伺服电机和所述c轴同步带轮安装在所述运行固定座上,所述c轴伺服电机通过c轴同步带轮和所述c轴滚珠丝杆驱动所述c轴滑块上下运行;所述激光切割头安装在所述c轴滑块上。具体地,c轴驱动机构通过c轴伺服电机、c轴同步带轮、c轴滚珠丝杆和c轴滑块的配合驱动激光切割头上下移动,在激光切割头移动到切割位置时再在x轴运行机构的驱动下对金属板材进行激光切割,将整块的金属板材切割成单片的金属板材。
6、进一步地,所述装置包括两套所述x轴运行机构,所述w轴驱动机构、所述刨刀及刨刀安装架和所述刮屑装置设置在第一套所述x轴运行机构上,所述c轴驱动机构和所述激光切割头设置在第二套所述x轴运行机构上。这样,即可以将刨槽和激光切割在x轴方向上分开驱动,提高设备模块化的灵活性。
7、进一步地,所述装置包括:两个或者两个以上的所述刨刀及刨刀安装架、两个或者两个以上的所述激光切割头和两个或者两个以上的所述刮屑装置;两个或者两个以上的所述刨刀及刨刀安装架在横向上错开设置且间距可调节,两个或者两个以上的所述激光切割头在横向上错开设置且间距可调节。这样,可以根据实际需要,一次性进行多道槽的加工,以及一次性进行多块单片金属板材的切割;也可以在不同刨刀之间轮换工作,在不同激光切割头之间轮换工作。
8、进一步地,金属板材刨槽与激光切割机的工作台面上设置有与所述激光切割头相适应的避空结构。这样,避空结构的设置,一方面,使得在激光切割时不损坏工作台面,如果工作台面是平整台板,则会被激光熔融,熔融的台面板金属会粘附在被加工金属板材上,形成质量问题;另一方面,激光切割时会产生切割碎屑,避空结构能够起到及时排渣的作用;再一方面,激光切割时,被加工金属板材会迅速升温,避空结构能够起到快速散热的作用。其中,避空结构可以是横截面为v形、弧形、方形或者其他形状的槽或者避空缝隙。
9、本实用新型的一种金属板材刨槽与激光切割机,该金属板材刨槽与激光切割机包括上述的装置。
10、进一步地,金属板材刨槽与激光切割机的工作台面上设置有与所述激光切割头相适应的避空结构。这样,避空结构的设置,一方面,使得在激光切割时不损坏工作台面,如果工作台面是平整台板,则会被激光熔融,熔融的台面板金属会粘附在被加工金属板材上,形成质量问题;另一方面,激光切割时会产生切割碎屑,避空结构能够起到及时排渣的作用;再一方面,激光切割时,被加工金属板材会迅速升温,避空结构能够起到快速散热的作用。其中,避空结构可以是横截面为v形、弧形、方形或者其他形状的槽或者避空缝隙。
11、该金属板材刨槽与激光切割机用于在整张的金属板材上切屑刨槽加工成v型槽、u型槽或者其它形状的槽,然后将大面积的整张金属板材切割成窄条的单件金属板材。具体的加工步骤如下:
12、步骤一,将被加工的金属板材定位在刨槽与激光切割机的刨槽工位上,按照预设程序启动所述刨槽与激光切割机的刨刀对所述金属板材进行刨槽,其中,所述刨槽与激光切割机的刨刀对同一被加工槽进行至少一次刨槽操作,使金属板材上的被加工槽形状尺寸达到预定要求;其中,根据被加工槽形状深度的设计要求,同一条槽可以进行一次切屑刨槽,也可以两次或者两次以上的切屑刨槽。
13、步骤二,若需要在金属板材上刨出多道槽,则重复步骤一的操作;通过需要在整块金属板件上加工出两道或者两道以上的槽。
14、步骤三,完成金属板材的部分或者全部刨槽后,将刨槽与激光切割机的刨刀关停,启动刨槽与激光切割机的激光切割头,将金属板材激光切割成单件金属板材。
15、现有的金属板材刨槽和切割工艺是:首先将被加工的金属板材上料到刨槽机上,并通过液压压板将整块金属板材固定在预定的工位位置,调整好刨刀的加工起点,启动刨刀对金属板材进行切屑刨槽,在金属板材上加工成预设的v型槽或者u型槽等等;然后,整块金属板材上的所有预设槽加工完成后,将该整块金属板材转运(转移)到剪切设备上,对其进行剪切后形成窄条的单件金属板材。另外一种现有方式是:整块金属板材上的所有预设槽加工完成后,再在预设的剪切处进行刨槽,此处的刨槽尽可能地深至用人工可折断分裂;然后将整块金属板料转移到其他平台上,采用人工折断(扳断)形成窄条的单件金属板材。本实用新型的金属板材刨槽与激光切割机用于对金属板材进行刨槽和激光切割时,是将刨槽和激光切割放在同一台设备上完成,中间不需要转换设备;一方面,减少了设备成本、减少了人工成本,另一方面,提高了加工效率、自动化程度提升;再一方面,省去转运过程而降低了安全隐患。
16、本实用新型提供的金属板材刨槽与激光切割装置以及具有该装置的金属板材刨槽与激光切割机的有益效果是:
17、将刨槽与激光切割集成在同一台设备上,即在完成刨槽工序之后无需转换设备即可继续进行切割工序;本实用新型在刨槽与激光切割装置集成刮屑装置,则在刨槽工序的同时该刮屑装置将刨槽时产生的金属碎屑刮除掉,现有设备和工艺是人工使用木板或者塑料板将刨屑刮除,因此,该刮屑装置提高了刨槽加工的自动化和操作工人的安全性能,同时提高了刨槽加工的效率。
18、通过设置刨刀与激光切割头的横向间距以及间距可调节,根据预定的刨槽位置和切割位置,可以调节刨刀安装架与激光切割头的相对距离,即两者的间距,使得在完成刨槽工序后无需再一次移动被加工金属板材的位置即可实施激光切割,激光切割成单片金属板材后将其向后推出整理码堆,然后继续对剩下的金属板材进行下一单片金属板材的刨槽以及激光切割工序。
- 还没有人留言评论。精彩留言会获得点赞!