一种冲压冲翻孔模具结构的制作方法
1.本实用新型涉及模具加工技术领域,尤其涉及一种冲压冲翻孔模具结构。
背景技术:
2.随着模具设计与制造的不断发展,模具的结构也在发生着变化。对于汽车侧围中的冲翻孔结构的使用也越来越普遍。由于成本的控制,由原本的单独冲孔、单独翻孔慢慢的演变为冲翻孔一体的结构,减少了模具工序造成的工作量。常见的冲翻孔结构,在模具使用时通过压料芯将板件压死,冲翻孔冲头前段锥形刺破部分将零件刺破,先冲孔后翻孔。此种冲翻孔结构对于模具的压力及间隙要求非常严格,间隙匹配非常小,出现细微的单边或者偏差都会导致冲孔料片切不断或切断后料边毛刺等问题。因此,发明一种新型的冲压冲翻孔模具结构很重要。
技术实现要素:
3.本实用新型的目的是提供一种冲压冲翻孔模具结构,解决传统的冲翻孔结构在冲翻孔后容易出现细微的单边或者偏差,导致冲孔料片切不断或切断后料边毛刺等问题。
4.本实用新型解决其技术问题所采用的技术方案是:
5.一种冲压冲翻孔模具结构,包括冲翻孔凸模和冲翻孔凹模,所述的冲翻孔凸模包括自上而下依次布置的安装部、翻孔凸模、冲孔凸模、刺破部,所述冲孔凸模的直径小于翻孔凸模的直径;所述的冲翻孔凹模包括自上而下依次布置的翻孔凹模、冲孔凹模,所述冲孔凹模的内径小于翻孔凹模的内径;所述翻孔凹模的内径适配翻孔凸模的直径,所述冲孔凹模的内径适配冲孔凸模的直径;所述安装部的上端面圆心位置设置有导正销孔;所述冲孔凸模的下端面为r角过渡。
6.进一步地,所述的安装部、翻孔凸模、冲孔凸模、刺破部为一体成型。
7.进一步地,所述翻孔凹模的上端内侧设置为r角。
8.进一步地,所述安装部的上端面圆心位置设置有导正销孔。
9.进一步地,所述的冲孔凸模下端面为r角过渡。
10.进一步地,所述的刺破部为锥形头结构。
11.进一步地,所述的冲孔凹模下方还设置有落料孔。
12.进一步地,所述落料孔的内径比冲孔凸模的直径大3-6mm。
13.进一步地,所述冲孔凹模的侧面还设置有防转销槽。
14.进一步地,所述翻孔凹模、冲孔凹模为一体成型。
15.本实用新型的有益效果:本实用新型能在不改变模具大结构的情况下,通过简单改变凸凹模的结构,不会出现料片切不断及毛刺的问题,减少了调试时间,提升了生产效率,增加了模具使用的安全性,降低了生产成本。
16.以下将结合附图和实施例,对本实用新型进行较为详细的说明。
附图说明
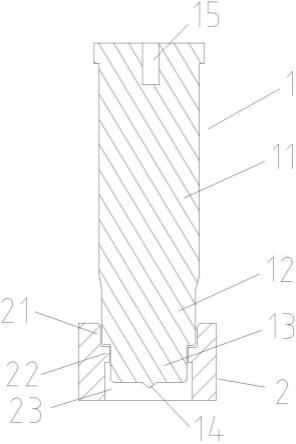
17.图1为本实用新型一种冲压冲翻孔模具结构打开状态图。
18.图2为本实用新型一种冲压冲翻孔模具结构的闭合状态剖视图。
具体实施方式
19.如图1和图2所示一种冲压冲翻孔模具结构,包括冲翻孔凸模1和冲翻孔凹模2,冲翻孔凸模1一般固定在模具的上模中,冲翻孔凹模2固定在模具的下模中。所述的冲翻孔凸模1包括自上而下依次布置的安装部11、翻孔凸模12、冲孔凸模13、刺破部14,所述冲孔凸模13的直径小于翻孔凸模12的直径;所述的冲翻孔凹模2包括自上而下依次布置的翻孔凹模21、冲孔凹模 22,所述冲孔凹模22的内径小于翻孔凹模21的内径;所述翻孔凹模21的内径适配翻孔凸模12的直径,所述冲孔凹模22的内径适配冲孔凸模13的直径。为了便于将冲翻孔凸模1导正安装在上模中,所述安装部11的上端面圆心位置设置有导正销孔15。为了减少在剪切料片时毛刺的产生,所述冲孔凸模13 的下端面为r角过渡。
20.优选地,结合上述方案,为了便于加工,同时保证模具结构的稳定,所述的安装部11、翻孔凸模12、冲孔凸模13、刺破部14为一体成型。
21.优选地,结合上述方案,所述翻孔凹模21的上端内侧设置为r角。
22.优选地,结合上述方案,为了更好地刺破料片,所述的刺破部14为锥形头结构。
23.优选地,结合上述方案,为了便于冲翻孔后的落料,啊所述的冲孔凹模 22下方还设置有落料孔23。
24.优选地,结合上述方案,为了更好地落料,所述落料孔23的内径比冲孔凸模13的直径大3-6mm。
25.优选地,结合上述方案,为了防止冲孔凹模22在下模中转动打滑,所述冲孔凹模22的侧面还设置有防转销槽24。可在下模中设置防转销与该防转销槽24配合限位。
26.优选地,结合上述方案,为了便于加工,同时保证模具结构的稳定,所述翻孔凹模21、冲孔凹模22为一体成型。
27.本实用新型的工作原理:将模具组装完成生产时,放入产品,冲翻孔凸模1顶住产品,接着上模向下运动,刺破部14先将产品刺破,冲翻孔凸模1 继续向下运动,此时板件暂未切断;当冲孔凸模13接触到冲孔凹模22时,将产品切断,切断后翻孔凸模12继续向下运动,将产品翻边成型,模具完全合拢,翻边冲孔完成。
28.上面结合附图对本实用新型进行了示例性描述,显然本实用新型具体实现并不受上述方式限制,只要采用了本实用新型的方法构思和技术方案进行的各种改进,或未经改进直接应用于其它场合的均落在本实用新型的保护范围之内。
技术特征:
1.一种冲压冲翻孔模具结构,包括冲翻孔凸模(1)和冲翻孔凹模(2),其特征是,所述的冲翻孔凸模(1)包括自上而下依次布置的安装部(11)、翻孔凸模(12)、冲孔凸模(13)、刺破部(14),所述冲孔凸模(13)的直径小于翻孔凸模(12)的直径;所述的冲翻孔凹模(2)包括自上而下依次布置的翻孔凹模(21)、冲孔凹模(22),所述冲孔凹模(22)的内径小于翻孔凹模(21)的内径;所述翻孔凹模(21)的内径适配翻孔凸模(12)的直径,所述冲孔凹模(22)的内径适配冲孔凸模(13)的直径;所述安装部(11)的上端面圆心位置设置有导正销孔(15);所述冲孔凸模(13)的下端面为r角过渡。2.根据权利要求1所述的冲压冲翻孔模具结构,其特征是,所述的安装部(11)、翻孔凸模(12)、冲孔凸模(13)、刺破部(14)为一体成型。3.根据权利要求1所述的冲压冲翻孔模具结构,其特征是,所述翻孔凹模(21)的上端内侧设置为r角。4.根据权利要求1所述的冲压冲翻孔模具结构,其特征是,所述的刺破部(14)为锥形头结构。5.根据权利要求1所述的冲压冲翻孔模具结构,其特征是,所述的冲孔凹模(22)下方还设置有落料孔(23)。6.根据权利要求5所述的冲压冲翻孔模具结构,其特征是,所述落料孔(23)的内径比冲孔凸模(13)的直径大3-6mm。7.根据权利要求1所述的冲压冲翻孔模具结构,其特征是,所述冲孔凹模(22)的侧面还设置有防转销槽(24)。8.根据权利要求1所述的冲压冲翻孔模具结构,其特征是,所述翻孔凹模(21)、冲孔凹模(22)为一体成型。
技术总结
本实用新型提供一种冲压冲翻孔模具结构,包括冲翻孔凸模和冲翻孔凹模,所述的冲翻孔凸模包括自上而下依次布置的安装部、翻孔凸模、冲孔凸模、刺破部,所述冲孔凸模的直径小于翻孔凸模的直径;所述的冲翻孔凹模包括自上而下依次布置的翻孔凹模、冲孔凹模,所述冲孔凹模的内径小于翻孔凹模的内径;所述翻孔凹模的内径适配翻孔凸模的直径,所述冲孔凹模的内径适配冲孔凸模的直径;所述安装部的上端面圆心位置设置有导正销孔;所述冲孔凸模的下端面为R角过渡。本实用新型解决了传统的冲翻孔结构在冲翻孔后容易出现细微的单边或者偏差,导致冲孔料片切不断或切断后料边毛刺等问题。孔料片切不断或切断后料边毛刺等问题。孔料片切不断或切断后料边毛刺等问题。
技术研发人员:张路学 唐小龙 王治恩 赵雷
受保护的技术使用者:奇瑞商用车(安徽)有限公司
技术研发日:2022.04.02
技术公布日:2022/10/20
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1