潜水泵电机定子生产用压圈焊接设备的制作方法
1.本实用新型涉及潜水泵电机定子生产技术领域,具体涉及一种潜水泵电机定子生产用压圈焊接设备。
背景技术:
2.潜水泵电机定子端环焊接在潜水泵电机定子的两端与潜水泵法兰相连,它要求进行内、外两面满焊,不能存在砂眼、漏焊、裂缝、咬口等焊接缺陷,它的焊接质量直接影响着潜水泵电机的组装质量。
3.目前,在向电机定子上焊接定子端环的过程中,都是由操作人员通过二氧化碳亚弧焊枪在定子端环周向手动操作,将定子铁芯与定子端环焊接为一体。在焊接时,偶出现咬边、因断续焊接出现焊缝焊角高度不均等现象,影响电机外观质量。同时,手动焊接方式效率低,在操作人员手动旋转定子过程中,容易伤到手,存在安全隐患。因此,能提供一种既能保证电机外观质量,又效率高和安全性好的定子端环焊接装置,是现阶段本技术人员亟需解决的问题。
技术实现要素:
4.本实用新型需要解决的技术问题是提供一种潜水泵电机定子生产用压圈焊接设备,既能保证电机外观质量,又效率高和安全性好。
5.为解决上述技术问题,本实用新型所采取的技术方案如下。
6.潜水泵电机定子生产用压圈焊接设备,包括工作台,其中,所述工作台上设置有用于安放定子和驱动定子转动的转动驱动机构以及用于安装焊枪和调节焊枪工作位置的焊枪调节机构;
7.所述转动驱动机构包括通过轴承转动设置在工作台上的主动转轴和从动转轴,主动转轴和从动转轴平行设置且位于同一水平面;所述主动转轴的一端连接有用于驱动主动转轴转动的电机,主动转轴和从动转轴上对称设置有至少两组用于支承定子随主动转轴转动的支撑座;
8.所述焊枪调节机构包括纵向调节组件、设置在纵向调节组件上的横向及角度调节组件以及设置在横向及角度调节组件上的前后调节组件;所述焊枪通过前后调节组件设置在横向及角度调节组件上。
9.优选的,所述支撑座为凸字型双环体结构,外径小的环体上开设有第一螺孔,第一螺孔上螺纹连接有用于抵顶主动转轴或从动转轴来调节支撑座固定位置的螺栓。
10.优选的,所述电机和主动转轴之间设置有变速箱。
11.优选的,所述纵向调节组件包括立柱、纵向调节套筒和横杆;所述立柱为两根,对称设置在转动驱动机构的两端后侧;所述纵向调节套筒为两个,分别固定设置在横杆的两端并分别套设在两根立柱上;所述纵向调节套筒上开设有第二螺孔,第二螺孔上螺纹连接有用于抵顶立柱来锁定横杆高度的纵向锁紧螺栓。
12.优选的,所述横向及角度调节组件包括安装柱、横向调节套筒和焊枪固定座;所述安装柱垂直向上固定设置在横杆上;所述横向调节套筒为t字型套筒,横向调节套筒的直通端套在安装柱上并与安装柱固定连接,横向调节套筒的分支端与横杆平行设置;
13.所述焊枪固定座包括柱体和设置在柱体一端的套环;所述柱体插设在横向调节套筒的分支端,横向调节套筒的分支端上开设有第三螺孔,第三螺孔上螺纹连接有用于抵顶焊枪固定座来锁定焊枪固定座的横向锁紧螺栓;所述焊枪从套环中穿过伸向转动驱动机构。
14.优选的,所述前后调节组件包括用于穿入焊枪固定座的套环中来抵住焊枪实现锁定焊枪的焊枪锁紧螺栓;所述焊枪固定座的套环上开设有与焊枪锁紧螺栓螺纹连接的第四螺孔。
15.优选的,所述工作台上设置有位于转动驱动机构和焊枪调节机构之间的挡板,挡板上开设有用于穿过焊枪的过孔。
16.优选的,所述工作台的一侧设置有抽风机,抽风机的抽风口通过管道连接有朝向焊枪设置的抽风罩。
17.由于采用了以上技术方案,本实用新型所取得技术进步如下。
18.本实用新型通过设置的转动驱动机构和焊枪调节机构可自动完成定子端环焊接过程,不但焊接质量高,能有效保证电机外观质量,而且生产效率高,减轻了工人的劳动强度以及安全性更好。
附图说明
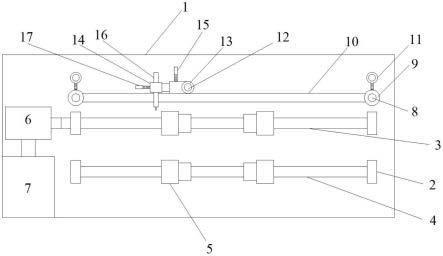
19.图1为本实用新型的结构示意图;
20.图2为本实用新型的工作台俯视图。
21.其中:1.工作台、2.轴承、3.主动转轴、4.从动转轴、5.支撑座、6.变速箱、7.电机、8.立柱、9.纵向调节套筒、10.横杆、11.纵向锁紧螺栓、12.安装柱、13.横向调节套筒、14.焊枪固定座、15.横向锁紧螺栓、16.焊枪、17.焊枪锁紧螺栓、18.抽风机、19.抽风罩。
具体实施方式
22.下面将结合附图和具体实施方式对本实用新型进行进一步详细说明。
23.一种潜水泵电机定子生产用压圈焊接设备,结合图1至图2所示,包括工作台1和抽风机18,其中,工作台1上设置有转动驱动机构和焊枪调节机构,转动驱动机构用于安放定子和驱动定子转动,焊枪调节机构用于安装焊枪16和调节焊枪16的工作位置;抽风机18设置在工作台1的一侧,用于抽走焊枪16在对端环和定子进行焊接时产生的烟气。
24.转动驱动机构包括电机7、主动转轴3和从动转轴4,其中,电机7的转动轴连接有变速箱6,变速箱6的输出轴与主动转轴3的一端头连接;主动转轴3和从动转轴4平行设置且位于同一水平面,主动转轴3和从动转轴4的两端分别通过设置在工作台1上的轴承2与工作台1转动连接。
25.主动转轴3和从动转轴4上对称设置有至少两组支撑座5,支撑座5为凸字型的双环体结构,外径小的环体上开设有第一螺孔,第一螺孔上螺纹连接有螺栓,螺栓用于抵顶主动转轴3或从动转轴4来锁紧支撑座5,从而实现支撑座5在主动转轴3或从动转轴4上的可调节
以及固定;当螺栓锁紧支撑座5时,螺栓的螺帽外沿不会高于支撑座5上外径大的环体。
26.在使用时,根据定子的长度调节主动转轴3和从动转轴4上的支撑座5的间距;将定子放置在支撑座5上,由支撑座5上外径大的环体支撑定子并确保定子与端环焊接的焊接端悬空;驱动电机7转动,经变速箱6驱动主动转轴3转动,主动转轴3转动带动定子和从动转轴4转动,从而使定子在支撑稳定的情况下实现自动转动。
27.焊枪调节机构包括纵向调节组件、横向及角度调节组件和前后调节组件,其中,纵向调节组件设置在工作台1上;横向及角度调节组件设置在纵向调节组件上;前后调节组件设置在横向及角度调节组件上;焊枪16通过前后调节组件设置在横向及角度调节组件上。
28.纵向调节组件包括立柱8、纵向调节套筒9和横杆10,其中,立柱8为两根,对称设置在转动驱动机构的两端后侧;纵向调节套筒9为两个,分别固定设置在横杆10的两端并分别套设在两根立柱8上;纵向调节套筒9上开设有第二螺孔,第二螺孔上螺纹连接有纵向锁紧螺栓11。在使用时,通过松动纵向锁紧螺栓11,可实现横杆10的纵向调节;通过将纵向锁紧螺栓11抵顶立柱8,可锁定横杆10,实现横杆10高度的固定,从而实现焊枪16的纵向调节。
29.横向及角度调节组件包括安装柱12、横向调节套筒13和焊枪固定座14,其中,安装柱12垂直向上固定设置在横杆10上;横向调节套筒13为t字型套筒,横向调节套筒13的直通端套在安装柱12上并与安装柱12固定连接,横向调节套筒13的分支端与横杆10平行设置。
30.焊枪固定座14包括柱体和设置在柱体一端的套环,其中,柱体插设在横向调节套筒13的分支端,横向调节套筒13的分支端上开设有第三螺孔,第三螺孔上螺纹连接有横向锁紧螺栓15;焊枪16从套环中穿过伸向转动驱动机构。在使用时,通过松动横向锁紧螺栓15,可实现焊枪固定座14插入横向调节套筒13的长度的调节;通过转动焊枪固定座14,可实现焊枪固定座14套环的俯仰角度调节;通过将横向锁紧螺栓15抵顶焊枪固定座14,可锁定焊枪固定座14,实现焊枪固定座14的固定,从而实现焊枪16的横向调节和角度调节。
31.前后调节组件包括焊枪锁紧螺栓17,焊枪固定座14的套环上开设有第四螺孔,第四螺孔与焊枪锁紧螺栓17螺纹连接。在使用时,通过松动焊枪锁紧螺栓17,可实现焊枪16远离和靠近支撑座5上安放的定子的调节;通过将焊枪锁紧螺栓17穿入焊枪固定座14的套环中来抵顶焊枪16,可锁定焊枪16,实现焊枪16的固定,从而实现焊枪16的前后调节。
32.工作台1上设置有挡板,挡板位于转动驱动机构和焊枪调节机构之间,挡板上开设有过孔,过孔用于穿过焊枪16。在焊接的过程中,挡板可挡住溅射的火花。
33.抽风机18的抽风口通过管道连接有抽风罩19,抽风罩19朝向焊枪16设置,从而将焊枪16在对端环和定子进行焊接时产生的烟气抽走。
34.本实用新型在使用时,根据定子的长度调节主动转轴3和从动转轴4上的支撑座5的间距;将定子放置在支撑座5上;通过焊枪调节机构调节焊枪16的工作位置,使焊枪16的焊丝对准定子与端环的连接处;开启电机7转动驱动定子转动,开启焊枪16对转动的定子进行与端环的焊接,不但焊接质量高,而且效率高和安全性好。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1