一种模具加工用定位装置的制作方法
1.本实用新型涉及模具加工领域,具体而言,涉及一种模具加工用定位装置。
背景技术:
2.模具,工业生产上用以注塑、吹塑、挤出、压铸或锻压成型、冶炼、冲压等方法得到所需产品的各种模子和工具,简而言之,模具是用来制作成型物品的工具,这种工具由各种零件构成,不同的模具由不同的零件构成,它主要通过所成型材料物理状态的改变来实现物品外形的加工。
3.相关技术中现有的模具加工用定位装置大多采用螺栓安装的方式,螺栓的安装拆卸都比较繁琐,耽误大量的时间,并且模具加工用定位装置依靠人眼进行定位,容易出现误差,导致零件报废,使产品的合格率降低,增加生产成本。
技术实现要素:
4.为了弥补以上不足,本实用新型提供了一种模具加工用定位装置,旨在改善模具加工用定位装置大多采用螺栓安装的方式,螺栓的安装拆卸都比较繁琐,耽误大量的时间,并且依靠人眼进行定位,容易出现误差的问题。
5.本实用新型是这样实现的:
6.一种模具加工用定位装置包括模具盖部件和模具底座部件。
7.所述模具盖部件包括模具盖本体和收纳套件,所述模具盖本体底部的内壁开设有定位槽,所述收纳套件固定连接于所述模具盖本体侧壁,所述模具底座部件包括模具底座本体、定位围板、旋转杆件和滑动套头,所述定位围板固定连接于所述模具底座本体上部,所述定位围板能够插入所述定位槽,所述旋转杆件转动连接于所述模具底座本体侧壁,所述滑动套头滑动套接于所述旋转杆件一端,所述旋转杆件能够卡入所述收纳套件内,所述滑动套头能够压紧所述收纳套件。
8.在一种具体的实施方案中,所述收纳套件包括收纳套本体和连接螺栓,所述连接螺栓穿过所述收纳套本体,所述连接螺栓端部螺纹连接于所述模具盖本体侧壁。
9.在一种具体的实施方案中,所述收纳套本体内部设置为u形开口,所述收纳套本体的u形开口内壁固定连接有限位垫,所述限位垫能够挡住所述旋转杆件。
10.在一种具体的实施方案中,所述模具盖本体侧壁固定连接有把手件。
11.在一种具体的实施方案中,所述把手件包括把手本体和安装座,所述安装座固定连接于所述模具盖本体左右两侧,所述把手本体固定连接于所述安装座。
12.在一种具体的实施方案中,所述把手本体上固定套接有隔热套。
13.在一种具体的实施方案中,所述旋转杆件包括旋转杆本体和转轴,所述转轴螺纹连接于所述模具底座本体,所述旋转杆本体滑动连接于所述转轴侧壁。
14.在一种具体的实施方案中,所述旋转杆本体上端部固定连接有卡位柱,所述卡位柱能够卡入所述收纳套件。
15.在一种具体的实施方案中,所述滑动套头包括滑动套头本体和紧固螺栓,所述滑动套头本体滑动套接于所述旋转杆本体顶端,所述紧固螺栓穿过所述滑动套头本体,所述紧固螺栓螺纹连接于所述旋转杆本体顶端,所述紧固螺栓能够压紧所述滑动套头本体,所述滑动套头本体能够压紧所述收纳套件。
16.在一种具体的实施方案中,所述模具底座本体侧壁固定连接有置物件,所述置物件包括置物架和缓冲垫,所述缓冲垫固定连接于所述置物架上方,所述置物架能够挡住所述旋转杆件。
17.本技术的有益效果是:使用时,定位槽套入定位围板,使模具盖本体和模具底座本体依靠定位槽和定位围板进行精确定位,相比于人眼更加可靠,转动旋转杆件,使旋转杆件卡入收纳套件内,转动滑动套头,使滑动套头压紧收纳套件,模具盖本体和模具底座本体的密封依靠滑动套头和收纳套件的压紧,无需采用传统的螺栓紧固的方式进行压紧,进而有效改善相关技术中模具加工用定位装置采用螺栓安装的方式,螺栓的安装拆卸都比较繁琐,耽误大量的时间,并且依靠人眼进行定位,容易出现误差的问题。
附图说明
18.为了更清楚地说明本实用新型实施方式的技术方案,下面将对实施方式中所需要使用的附图作简单地介绍,应当理解,以下附图仅示出了本实用新型的某些实施例,因此不应被看作是对范围的限定,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他相关的附图。
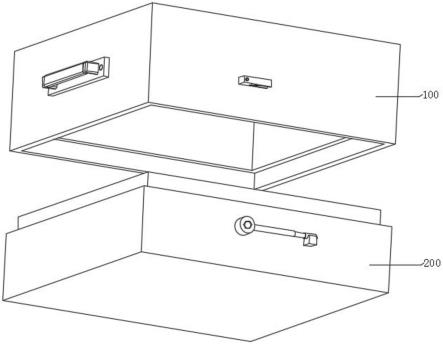
19.图1是本实用新型实施方式提供模具加工用定位装置的结构示意图;
20.图2为本实用新型实施方式提供模具盖部件的结构示意图;
21.图3为本实用新型实施方式提供模具底座部件的结构示意图;
22.图4为本实用新型实施方式提供收纳套件连接处剖视图的结构示意图;
23.图5为本实用新型实施方式提供滑动套头的剖视图的结构示意图;
24.图6为本实用新型实施方式提供a处放大图的结构示意图。
25.图中:100-模具盖部件;110-模具盖本体;120-定位槽;130-收纳套件;131-收纳套本体;132-连接螺栓;133-限位垫;140-把手件;141
‑ꢀ
把手本体;142-安装座;150-隔热套;200-模具底座部件;210-模具底座本体;220-定位围板;230-旋转杆件;231-旋转杆本体;232-转轴; 233-卡位柱;240-滑动套头;241-滑动套头本体;242-紧固螺栓;250
‑ꢀ
置物件;251-置物架;252-缓冲垫。
具体实施方式
26.为使本实用新型实施方式的目的、技术方案和优点更加清楚,下面将结合本实用新型实施方式中的附图,对本实用新型实施方式中的技术方案进行清楚、完整地描述,显然,所描述的实施方式是本实用新型一部分实施方式,而不是全部的实施方式。基于本实用新型中的实施方式,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其他实施方式,都属于本实用新型保护的范围。
27.实施例
28.请参阅图1至图6,本实用新型提供一种模具加工用定位装置,包括模具盖部件100
和模具底座部件200。模具盖部件100和模具底座部件200相互连接后用于筑造零件。
29.请参阅图2,模具盖部件100包括模具盖本体110和收纳套件 130。模具盖本体110底部的内壁开设有定位槽120。其中,定位槽 120和模具盖本体110采用一体式结构。收纳套件130固定连接于模具盖本体110侧壁。收纳套件130通过螺栓连接于模具盖本体110侧壁。模具盖本体110侧壁固定连接有把手件140。把手件140有利于模具盖本体110的移动。把手件140包括把手本体141和安装座142。安装座142固定连接于模具盖本体110左右两侧。其中,安装座142 采用螺栓连接的方式固定于模具盖本体110侧壁。把手本体141固定连接于安装座142。优选的,把手本体141采用焊接的方式连接于安装座142。安装座142便于把手本体141的安装。把手本体141上固定套接有隔热套150。可选的,隔热套150采用胶水粘合的方式连接于把手本体141上。隔热套150可以减弱把手本体141上传导的热量,保护操作工人的手掌。
30.请参阅图3,模具底座部件200包括模具底座本体210、定位围板220、旋转杆件230和滑动套头240。定位围板220固定连接于模具底座本体210上部。定位围板220和模具底座本体210上部为一体式结构。定位围板220能够插入定位槽120,旋转杆件230转动连接于模具底座本体210侧壁,滑动套头240滑动套接于旋转杆件230 一端,旋转杆件230能够卡入收纳套件130内,滑动套头240能够压紧收纳套件130。使用时,定位槽120套入定位围板220,使模具盖本体110和模具底座本体210依靠定位槽120和定位围板220进行精确定位,相比于人眼更加可靠,转动旋转杆件230,使旋转杆件230 卡入收纳套件130内,转动滑动套头240,使滑动套头240压紧收纳套件130,模具盖本体110和模具底座本体210的密封依靠滑动套头 240和收纳套件130的压紧,无需采用传统的螺栓紧固的方式进行压紧,进而有效改善相关技术中模具加工用定位装置采用螺栓安装的方式,螺栓的安装拆卸都比较繁琐,耽误大量的时间,并且依靠人眼进行定位,容易出现误差的问题。旋转杆件230包括旋转杆本体231和转轴232,转轴232螺纹连接于模具底座本体210,旋转杆本体231 滑动连接于转轴232侧壁。旋转转轴232,通过螺纹传动原理,转轴 232逐渐退出模具底座本体210,取下转轴232,旋转杆本体231随转轴232一并取下,便于旋转杆本体231的更换和安装。
31.请参阅图4,收纳套件130包括收纳套本体131和连接螺栓132,连接螺栓132穿过收纳套本体131,连接螺栓132端部螺纹连接于模具盖本体110侧壁。当需要拆除收纳套本体131时,解除连接螺栓 132和模具盖本体110的固定,收纳套本体131可随连接螺栓132取下。收纳套本体131内部设置为u形开口,收纳套本体131的u形开口内壁固定连接有限位垫133,限位垫133能够挡住旋转杆件230。其中,限位垫133设置为弹性垫,采用胶水粘合于收纳套本体131的 u形开口内壁。旋转杆本体231上端部固定连接有卡位柱233,卡位柱233能够卡入收纳套件130。转动旋转杆本体231,卡位柱233穿过限位垫133,在弹力的作用下卡入收纳套本体131,限位垫133恢复原状,达到限制旋转杆本体231回落的作用。
32.请参阅图5,滑动套头240包括滑动套头本体241和紧固螺栓 242。滑动套头本体241滑动套接于旋转杆本体231顶端。紧固螺栓 242穿过滑动套头本体241。紧固螺栓242螺纹连接于旋转杆本体231 顶端。紧固螺栓242能够压紧滑动套头本体241。滑动套头本体241 能够压紧收纳套件130。通过旋紧紧固螺栓242,紧固螺栓242对滑动套头本体241施加向下的压力,滑动套头本体241沿着卡位柱233 向下滑动,滑动套头本体241对收纳套件130进行压紧,达到锁紧模具盖本体110和模具底座本体210的作用,较螺栓直接固定的方式,更加简
单,无需完全拆除,仅需旋紧紧固螺栓242便可完成固定,节省时间,拆除按相反顺序进行,节省拆除时间。
33.请参阅图6,模具底座本体210侧壁固定连接有置物件250。置物件250包括置物架251和缓冲垫252。缓冲垫252固定连接于置物架251上方。优选的,缓冲垫252采用胶水粘合的方式连接于置物架251上方。置物架251能够挡住旋转杆件230。缓冲垫252可以减缓旋转杆本体231下落的冲击力,减少置物架251对旋转杆本体231损伤,提高旋转杆本体231的使用寿命。
34.具体的,该模具加工用定位装置的工作原理:使用时,定位槽120 套入定位围板220使模具盖本体110和模具底座本体210精准定位。转动旋转杆本体231,卡位柱233穿过限位垫133,在弹力的作用下卡入收纳套本体131,限位垫133恢复原状,达到限制旋转杆本体231 回落的作用。通过旋紧紧固螺栓242,紧固螺栓242对滑动套头本体 241施加向下的压力,滑动套头本体241沿着卡位柱233向下滑动,滑动套头本体241对收纳套件130进行压紧,达到锁紧模具盖本体 110和模具底座本体210的作用,较螺栓直接固定的方式,更加简单,无需完全拆除,仅需旋紧紧固螺栓242便可完成固定,节省时间,拆除按相反顺序进行,节省拆除时间。拆除时按照相反顺序进行,节省拆除时间。进而有效改善相关技术中模具加工用定位装置采用螺栓安装的方式,螺栓的安装拆卸都比较繁琐,耽误大量的时间,并且依靠人眼进行定位,容易出现误差的问题。
35.旋转转轴232,通过螺纹传动原理,转轴232逐渐退出模具底座本体210,取下转轴232,旋转杆本体231随转轴232一并取下,便于旋转杆本体231的更换和安装。当需要拆除收纳套本体131时,解除连接螺栓132和模具盖本体110的固定,收纳套本体131可随连接螺栓132取下。当需要加装旋转杆本体231和收纳套本体131,仅需在原有模具盖本体110和模具底座本体210上开设相应的螺纹孔便可实现加装,加装简单。
36.以上所述仅为本实用新型的优选实施方式而已,并不用于限制本实用新型,对于本领域的技术人员来说,本实用新型可以有各种更改和变化。凡在本实用新型的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本实用新型的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1