一种手持式快速压坑装置的制作方法
1.本实用新型涉及一种手持式快速压坑装置,属于工艺装备技术领域。
背景技术:
2.目前小批量薄壁筒形零件表面压坑加工,一般采用开放式人工钣金的方式加工,定位精度差,效率低,质量难以保证。普通整体压坑模具受限于脱模限制,很难实现加工。
技术实现要素:
3.本实用新型的目的:提供一种手持式快速压坑装置,用于解决现有技术采用开放式人工钣金的方式加工,定位精度差,效率低,质量难以保证。普通整体压坑模具受限于脱模限制,很难实现加工的问题。
4.本实用新型的技术方案:
5.一种手持式快速压坑装置,包括螺栓、套筒、圆柱销、冲头、支板、衬套、键型滑块、螺母、手持芯轴,所述的螺栓安装在套筒外侧,且螺栓的端部固定在手持芯轴的工作端,所述的套筒上设置两个对称的衬套,所述的衬套上设置腰形槽,所述的冲头上设置有圆柱销,圆柱销一端固定连接冲头,另一端设置在衬套的腰形槽内,并可带动冲头沿腰形槽上下滑动,所述的冲头连接端连接有支板,所述冲头工作端设置凸模,手持芯轴的工作端设置在套筒内部,所述手持芯轴工作端外表面设置有两个对称的沿其轴向分布的键槽,键型滑块滑动设置在所述的键槽内,键型滑块表面设置有与所述凸模位置对应的凹模,所述的螺母套在手持芯轴工作端的螺纹段上,且抵触键型滑块。
6.进一步,还包括开口垫圈,开口垫圈套在所述的螺栓上,且开口垫圈位于螺栓螺帽端与套筒端面之间。
7.进一步,所述的支板与外部的压力机连接,支板传递压力机的压力,通过圆柱销限位冲头在衬套上下运动。
8.进一步,所述的键型滑块内部设置磁性件。
9.进一步,所述的手持芯轴工作端外径与待加工零件的内径相匹配。
10.进一步,所述的键型滑块与键槽在宽度方向上匹配,保证键型滑块上凹模的定位精度。
11.进一步,所述手持芯轴手持端外表面设置滚花。
12.进一步,所述的冲头和键型滑块采用t10a材料制成,具有高硬度、耐磨的特性。
13.本实用新型的有益效果:在航空产品中,常见有筒形薄壁零件四周因为装配安装中需要卡位来限制安装位置,通常需要在薄壁上冲压凹型坑。针对航空产品多为小批量类型,如采用自动化程度较高或者复杂的成型模具成本太高,而该手持式压坑装置可以较好的快速实现压坑,具备效率高,成本低等优势
附图说明
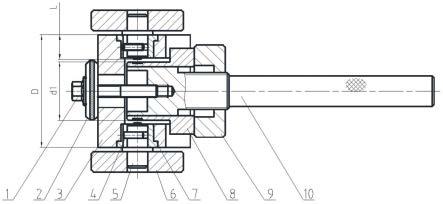
14.图1是本发明结构总图;
15.其中,1-螺栓、2-开口垫圈、3-套筒、4-圆柱销、5-冲头、6-支板、7-衬套、8-键型滑块、9-螺母、10-手持芯轴;
16.图2是手持芯轴结构示意图;
17.图3是手持芯轴侧视图;
18.图4冲头结构示意图。
19.具体实施方法
20.下面通过具体实施方式对本实用新型涉作进一步的详细说明。
21.如图1所示,一种手持式快速压坑装置,包括螺栓1、套筒3、圆柱销4、冲头5、支板6、衬套7、键型滑块8、螺母9、手持芯轴10,所述的螺栓(1)安装在套筒3外侧,且螺栓1的端部固定在手持芯轴10的工作端,所述的套筒3上设置两个对称的衬套7,所述的衬套7上设置腰形槽,所述的冲头5上设置有圆柱销4,圆柱销4一端固定连接冲头5,另一端设置在衬套7的腰形槽内,并可带动冲头5沿腰形槽上下滑动,所述的冲头5连接端连接有支板6,所述冲头5工作端设置凸模,手持芯轴10的工作端设置在套筒3内部,所述手持芯轴10工作端外表面设置有两个对称的沿其轴向分布的键槽,键型滑块8滑动设置在所述的键槽内,键型滑块8表面设置有与所述凸模位置对应的凹模,所述的螺母9套在手持芯轴10工作端的螺纹段上,且抵触键型滑块8;包括开口垫圈2,开口垫圈套在所述的螺栓1上,且开口垫圈位于螺栓1螺帽端与套筒3端面之间。
22.在本实施例中,支板6与外部的压力机连接,支板6传递压力机的压力,通过圆柱销4限位冲头5在衬套7上下运动。
23.在本实施例中,所述的键型滑块8内部设置磁性件。
24.在本实施例中,所述的手持芯轴10工作端外径与待加工零件的内径相匹配。
25.在本实施例中,所述的键型滑块8与键槽在宽度方向上匹配,保证键型滑块8上凹模的定位精度。
26.在本实施例中,所述手持芯轴10手持端外表面设置滚花。
27.在本实施例中,所述的冲头5和键型滑块8采用t10a材料制成,具有高硬度、耐磨的特性。
28.该装置安装待加工零件后在压力机作用下在圆筒型薄壁零件周边快速压坑,由冲头和键型滑块的凹型直接成型。且内置分体式键型滑块凹模,随压坑后零件一同取出,有效解决零件内凹后无法脱模等问题。键型滑块取出后再重新安装于芯轴键槽内,准备下一次加工,实现快速装拆。
技术特征:
1.一种手持式快速压坑装置,其特征在于:包括螺栓(1)、套筒(3)、圆柱销(4)、冲头(5)、支板(6)、衬套(7)、键型滑块(8)、螺母(9)、手持芯轴(10),所述的螺栓(1)安装在套筒(3)外侧,且螺栓(1)的端部固定在手持芯轴(10)的工作端,所述的套筒(3)上设置两个对称的衬套(7),所述的衬套(7)上设置腰形槽,所述的冲头(5)上设置有圆柱销(4),圆柱销一端固定连接冲头(5),另一端设置在衬套(7)的腰形槽内,并可带动冲头(5)沿腰形槽上下滑动,所述的冲头(5)连接端连接有支板(6),所述冲头(5)工作端设置凸模,手持芯轴(10)的工作端设置在套筒(3)内部,所述手持芯轴(10)工作端外表面设置有两个对称的沿其轴向分布的键槽,键型滑块(8)滑动设置在所述的键槽内,键型滑块(8)表面设置有与所述凸模位置对应的凹模,所述的螺母(9)套在手持芯轴(10)工作端的螺纹段上,且抵触键型滑块(8)。2.根据权利要求1所述的一种手持式快速压坑装置,其特征在于:还包括开口垫圈(2),开口垫圈套在所述的螺栓(1)上,且开口垫圈(2)位于螺栓(1)螺帽端与套筒(3)端面之间。3.根据权利要求1所述的一种手持式快速压坑装置,其特征在于:所述的支板(6)与外部的压力机连接,支板(6)传递压力机的压力,通过圆柱销(4)限位冲头(5)在衬套(7)上下运动。4.根据权利要求1所述的一种手持式快速压坑装置,其特征在于:所述的键型滑块(8)内部设置磁性件。5.根据权利要求1所述的一种手持式快速压坑装置,其特征在于:所述的手持芯轴(10)工作端外径与待加工零件的内径相匹配。6.根据权利要求1所述的一种手持式快速压坑装置,其特征在于:所述的键型滑块(8)与键槽在宽度方向上匹配,保证键型滑块(8)上凹模的定位精度。7.根据权利要求1所述的一种手持式快速压坑装置,其特征在于:所述手持芯轴(10)手持端外表面设置滚花。8.根据权利要求1所述的一种手持式快速压坑装置,其特征在于:所述的冲头(5)和键型滑块(8)采用t10a材料制成。
技术总结
本实用新型涉及一种手持式快速压坑装置,属于工艺装备技术领域,该装置包括螺栓、套筒、圆柱销、冲头、支板、衬套、键型滑块、螺母、手持芯轴,螺栓安装在套筒外侧,且螺栓的端部固定在手持芯轴的工作端,套筒上设置两个对称的衬套,衬套上设置腰形槽,冲头上设置有圆柱销,圆柱销一端固定连接冲头,另一端设置在衬套的腰形槽内,并可带动冲头沿腰形槽上下滑动,冲头连接端连接有支板,冲头工作端设置凸模,手持芯轴的工作端设置在套筒内部,手持芯轴工作端外表面设置有两个对称的沿其轴向分布的键槽,键型滑块滑动设置在所述的键槽内,键型滑块表面设置有与所述凸模位置对应的凹模,螺母套在手持芯轴工作端的螺纹段上,且抵触键型滑块。且抵触键型滑块。且抵触键型滑块。
技术研发人员:陈小军 许永强
受保护的技术使用者:中国航空工业集团公司金城南京机电液压工程研究中心
技术研发日:2022.04.15
技术公布日:2022/11/4
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1