一种铼环焊接工装夹具的制作方法
1.本实用新型属于铼环焊接技术领域,具体为一种铼环焊接工装夹具。
背景技术:
2.铼属于一种稀有难熔金属,其机械性能、耐磨损及抗腐蚀性能优良,且有良好的塑性和抗蠕变性能,铼及其合金综合性能优良,多用于航空领域,在电子工业、石油化工、冶金等行业也有广泛应用,铼化学符号re,原子序数为75,铼是种银白色的重金属,在元素周期表中属于第6周期过渡金属,它是地球地壳中最稀有的元素之一,平均含量估值为十亿分之一,同时也是熔点和沸点最高的元素之一。
3.电子束焊接能量集中,且真空条件下可抑制o、n等元素对焊缝的不利影响,可有效减少焊接气孔、裂纹及氧化的产生,是铼及其合金常用的焊接方法,在电子束焊接过程中,焊接工装夹具对于保证焊接质量具有重要作用,由于铼及铼合金的熔点高,焊接过程产生的热量极高,常用的铝合金或不锈钢工装焊接时极易熔化烧损,因此工装材料应采用高熔点材料,高熔点材料工装通常成本较高,现有的焊接工装夹具在使用时,容易产生焊接变形现象,影响了焊接质量,且不便于升降。
技术实现要素:
4.(一)解决的技术问题
5.针对现有技术的不足,本实用新型提供了一种铼环焊接工装夹具,可有效控制焊接变形,保证焊接质量且镀铬层既可防止预热及焊接时工装熔化烧损,同时可节约工装制作成本,且升降方便,解决了高熔点材料工装通常成本较高和现有的焊接工装夹具在使用时,容易产生焊接变形现象,影响了焊接质量,且不便于升降的问题。
6.(二)技术方案
7.为实现上述目的,本实用新型提供如下技术方案:一种铼环焊接工装夹具,包括底盘、下陷环槽和工件;
8.所述下陷环槽设置在所述底盘上,所述下陷环槽内设置有工件,所述下陷环槽的内经与所述工件的内经相贴合,所述底盘的中部位置设置有四个第一螺纹孔,所述下陷环槽的周围设置有第二螺纹孔,所述底盘的顶部设置有大压板,所述大压板的两端设置有第一通孔,所述大压板的底部固定安装有第一矩形凸台,所述第一通孔内穿设有第一螺栓,所述底盘的顶部设置有小压块,所述小压块设置有第一腰形槽通孔,所述小压块的一端固定安装有第二矩形凸台,所述第一腰形槽通孔内穿设有第二螺栓,所述下陷环槽上设置有腰形槽下陷,所述腰形槽下陷上设置有第二腰形槽通孔。
9.优选的,所述底盘的材质、大压板的材质和所述小压块的材质均为不锈钢,所述下陷环槽的表面设置有镀铬层。
10.通过采用上述方案,通过下陷环槽方便了工件进行使用,而通过大压板和小压块的用下,方便了对工件进行固定,以对工件进行焊接操作,在第一螺纹孔的作用下,方便了
与安装平台进行连接。
11.优选的,所述第一螺栓的一端与所述第二螺纹孔相连接,所述第二螺栓与所述第二螺纹孔内相连接。
12.通过采用上述方案,当第一螺栓与第二螺纹孔相连接时,便可对大压板进行固定,而在第二螺栓与所述第二螺纹孔连接时,可对小压块进行固定。
13.优选的,所述底盘的底部设置有安装平台,所述安装平台的底部固定安装有上升柱,所述安装平台的底部设置有外壳,所述外壳的底部固定安装有底板。
14.通过采用上述方案,当上升柱进行上升量可带动安装平台进行上升,由于安装平台的底盘为固定连接的,所以便可带动底盘上的工件进行上升,以方便对工件进行焊接。
15.优选的,外壳底部的内侧壁上固定安装有伸缩杆,所述伸缩杆的顶部固定安装有上升板,上升柱的一端贯穿所述外壳并固定安装在所述上升板的顶部。
16.通过采用上述方案,在伸缩杆进行工作时可带动上升板在外壳内进行上升,从而便可带动上升柱进行上升,而底板方便了套管的安装,且便于了本实用新型的使用。
17.优选的,所述外壳的一侧设置有第二通孔,所述上升板的一侧固定安装有斜杆,所述斜杆的一端安装有刻度杆,所述底板上固定安装有套管,所述刻度杆设置在所述套管内。
18.通过采用上述方案,在上升板进行上升时可带动斜杆在第二通孔内进行上升,从而可带动刻度杆在套管内进行上升。
19.(三)有益效果
20.与现有技术相比,本实用新型提供了一种铼环焊接工装夹具,具备以下有益效果:
21.该一种铼环焊接工装夹具,通过设置有镀铬层、大压板、小压块、下陷环槽和伸缩杆,在镀铬层的作用下可防止铼及铼合金焊接时高温对工装产生的熔化烧损,同时局部镀铬可减少工装制作成本,下陷环槽和内经和工件的内经相贴合可定位工件,可保证环形工件进行工装保护同心,大压板与小压块配合使用,焊接过程中同时夹紧固定工件及引弧板和收弧板,伸缩杆可带动底盘和工件进行上升和下降,使用方便。
附图说明
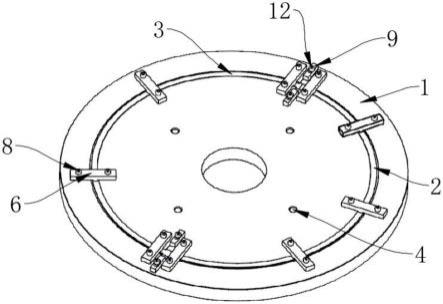
22.图1为本实用新型中大压板、小压块和底盘的连接示意图;
23.图2为本实用新型中底盘的结构示意图;
24.图3为本实用新型中大压板的结构示意图;
25.图4为本实用新型中小压块的结构示意图;
26.图5为本实用新型中安装平台和底盘的连接示意图;
27.图中:
28.1、底盘;2、下陷环槽;3、工件;4、第一螺纹孔;5、第二螺纹孔;6、大压板;7、第一矩形凸台;8、第一螺栓;9、小压块;10、第一腰形槽通孔;11、第二矩形凸台;12、第二螺栓;
29.13、腰形槽下陷;14、第二腰形槽通孔;15、安装平台;16、上升柱;17、外壳;18、底板;19、伸缩杆;20、上升板;21、斜杆;22、刻度杆;23、套管。
具体实施方式
30.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行
清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
31.实施例一
32.一种铼环焊接工装夹具,包括底盘1、下陷环槽2和工件3。
33.所述下陷环槽2设置在所述底盘1上,所述下陷环槽2内设置有工件3,所述下陷环槽2的内经与所述工件3的内经相贴合,所述底盘1的中部位置设置有四个第一螺纹孔4,所述下陷环槽2的周围设置有第二螺纹孔5,所述底盘1的顶部设置有大压板6,所述大压板6的两端设置有第一通孔,所述大压板6的底部固定安装有第一矩形凸台7,所述第一通孔内穿设有第一螺栓8,所述底盘1的顶部设置有小压块9,所述小压块9设置有第一腰形槽通孔10,所述小压块9的一端固定安装有第二矩形凸台11,所述第一腰形槽通孔10内穿设有第二螺栓12,所述下陷环槽2上设置有腰形槽下陷13,所述腰形槽下陷13上设置有第二腰形槽通孔14。
34.所述底盘1的材质、大压板6的材质和所述小压块9的材质均为不锈钢,所述下陷环槽2的表面设置有镀铬层,所述第一螺栓8的一端与所述第二螺纹孔5相连接,所述第二螺栓12与所述第二螺纹孔5内相连接。
35.参阅图1-5,使用者可先将需要焊接的工件3置入下陷环槽2内,而下陷环槽2的内经可以工件3的内经相贴合,便可定位工件3,且与工装保护同心状态,当第一通孔内的第一螺栓8与第二螺纹孔5相连接时,便可对大压板6进行固定,此时可使第一矩形凸台7贴合在工件3的表面,对工件3进行固定,腰形槽下陷13内可放置焊接引弧板及收弧板,并与工件3相贴合,而通过第二腰形槽通孔14可防止工件3背部焊透后烧损工装,而在第二螺栓12与所述第二螺纹孔5连接时,可对小压块9进行固定,小压块9的上第二矩形凸台11可与焊接引弧板及收弧板相贴合,焊接时焊缝位置对中第二腰形槽通孔14,本实用新型可有效控制焊接变形,保证焊接质量。
36.实施例二
37.所述底盘1的底部设置有安装平台15,所述安装平台15的底部固定安装有上升柱16,所述安装平台15的底部设置有外壳17,所述外壳17的底部固定安装有底板18,外壳17底部的内侧壁上固定安装有伸缩杆19,所述伸缩杆19的顶部固定安装有上升板20,上升柱16的一端贯穿所述外壳17并固定安装在所述上升板20的顶部,所述外壳17的一侧设置有第二通孔,所述上升板20的一侧固定安装有斜杆21,所述斜杆21的一端安装有刻度杆22,所述底板18上固定安装有套管23,所述刻度杆22设置在所述套管23内。
38.参阅图1-5,通过伸缩杆19可带上升板20进行上升,而上升板20在上升时可带动上升柱16和安装平台15,进行上升,因此便可带动底盘1的工件3进行上升,方便了工件3进行焊接,而在上升板20进行上升时可带动斜杆21在第二通孔内进行上升,由于刻度杆22固定安装在斜板上,因此通过斜板的上升可带动刻度杆22在套管23内进行上升,通过刻度杆22的上升,可以精确控制上升高度。
39.尽管已经示出和描述了本实用新型的实施例,对于本领域的普通技术人员而言,可以理解在不脱离本实用新型的原理和精神的情况下可以对这些实施例进行多种变化、修改、替换和变型,本实用新型的范围由所附权利要求及其等同物限定。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1