一种深腔楔形焊劈刀的制作方法
1.本实用新型属于集成电路封装领域,特别涉及一种深腔楔形焊劈刀。
背景技术:
2.微组装技术具有微型化、高集成、高可靠性的特点,采用微组装技术的微波组件性能和使用寿命显著提升。楔形劈刀的设计与选择受到引线、基板、焊盘和键合装置等多种因素的综合影响。楔形焊劈刀必须有效且一致地将超声波能量传递至引线键合焊盘界面以产生一致且可靠的互连。尤其是针对高密度、小焊点、深腔多腔的楔形焊工艺,楔形焊劈刀的独特设计与键合性能十分关键。
3.当前,楔形劈刀的键合面宽度和长度可以满足高密度、小焊点的楔形焊要求,但楔形劈刀刀尖部分尺寸偏大,无法满足深腔楔形焊键合需求。为保证楔形焊的键合质量和键合效率,同时进一步减小尖端结构尺寸,本实用新型基于楔形劈刀刀头结构要求,进一步细化刀头结构,将尖端结构从楔形结构独立出来,同时尖端结构键合部位进行深度楔形化,提供了一种满足深腔焊要求的楔形焊劈刀。
技术实现要素:
4.本实用新型的目的是针对现有技术的刀尖部分尺寸偏大、无法满足深腔焊要求的不足提供一种深腔楔形焊劈刀,其特征在于,所述楔形焊劈刀为一体型或焊接型结构,包括刀柄1和刀头2两部分;所述刀柄1呈半圆柱状,包括圆柱面11和劈刀平面12;所述刀头2由楔形结构21、尖端结构22和引线孔23构成;所述楔形结构21与尖端结构22具有共同的劈刀平面12和刀头平面212;
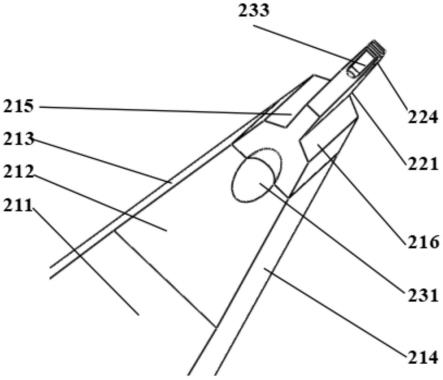
5.所述楔形结构21包括楔形一斜面211、刀头平面212、楔形二斜面213、劈刀平面12、楔形三斜面214和过渡一面215、过渡二面216组成的过渡结构;所述尖端结构22的结构由尖端一平面221、刀头平面212、尖端二平面222、劈刀平面12、第一尖端楔形斜面223、第二尖端楔形斜面224、前圆面225、键合面226、后圆面227和尖端斜面228构成;其中楔形二斜面213和楔形三斜面214分别与尖端结构22的尖端一平面221和尖端二平面222相连;所述引线孔23由入口231、孔道232和出口233组成。
6.进一步地,所述刀柄1的端面圆弧长度为大于圆周的一半。
7.进一步地,所述过渡一面215和过渡二面216为曲面或斜面。
8.进一步地,所述楔形结构21的楔形一斜面211、楔形二斜面213和楔形三斜面214与刀柄1轴线的夹角相同,夹角大小为1-45
°
;所述劈刀平面12、刀头平面212与刀柄1轴线相平行;所述楔形二斜面213与楔形三斜面214相互对称;所述楔形一斜面211与刀头平面212相连接,位于楔形结构21同一侧。
9.进一步地,所述尖端结构22的尖端平面221和尖端平面222与刀柄轴线相平行;第一尖端楔形斜面223和第二尖端楔形斜面224与刀柄轴线的夹角相同,夹角大小为1-20
°
;所述键合面226与刀柄1轴线相垂直;所述前圆面225与键合面226和劈刀平面12相连;所述后
圆面227与键合面226和尖端斜面228相连。
10.进一步地,所述键合面226为平面或设有圆弧槽、十字槽或网格槽的平面。
11.进一步地,所述引线孔23的入口231呈喇叭口状,位于楔形结构21的刀头平面212上;其出口233呈箱式凹槽型或v型槽型,位于尖端斜面228上;其孔道232为圆孔或方孔,与键合面226的夹角大小为10-60
°
。
12.本实用新型的有益效果是:
13.本实用新型设计楔形劈刀刀柄为实心型,降低刀柄端面圆弧周长,有利于进一步减小劈刀整体尺寸,提高楔形劈刀的多腔深腔楔形焊适用范围。
14.本实用新型设计独特的阶梯型刀头结构,将楔形劈刀的楔形结构刀头设计为同时具有楔形结构与尖端结构的刀头结构,进一步减小楔形劈刀的尖端结构尺寸,有利于满足更高密度、更小焊点、更窄空间的多腔深腔楔形焊工艺需求,有利于集成电路引线键合工艺的进步和发展。
15.本实用新型设计独特的阶梯型尖端结构,将尖端结构的键合部位设计为微型楔形结构,进一步减小尖端结构尺寸,不仅有利于提高加工过程中成品率,还可以改善楔形劈刀在芯片级封装复杂微小空间的引线键合质量和效率。
附图说明
16.图1为深腔楔形焊劈刀的三维结构示意图;
17.图2为深腔楔形焊劈刀刀头三维结构示意图。
18.图3为深腔楔形焊劈刀刀尖结构示意图。
19.图4为图2的俯视图。
20.图5为刀尖结构剖面图。
21.附图标记说明:1-刀柄,2-刀头,11-圆柱面,12-劈刀平面,21-楔形结构,22-尖端结构,23-引线孔,211-楔形一斜面,212-刀头平面,213-楔形二斜面,214-楔形三斜面,215-过渡一面,216-过渡二面,221-尖端一平面,222-尖端二平面,223-第一尖端楔形斜面,224-第二尖端楔形斜面,225-前圆面,226-键合面,227-后圆面,228-尖端斜面,231-入口,232-孔道,出口-233
具体实施方式
22.本实用新型提供一种深腔楔形焊劈刀,下面将结合附图、实施例对本实用新型进行清楚、完整地描述,
23.图1为深腔楔形焊劈刀的三维结构示意图;图1所示楔形焊劈刀为一体型或焊接型结构,所述楔形劈刀为焊接型结构,包括刀柄1和刀头2两部分,所述刀柄1呈半圆柱状,包括圆柱面11和劈刀平面12;所述刀柄1的端面圆弧长度为圆周的5/8;所述刀头2由楔形结构21、尖端结构22和引线孔23构成。
24.图2、图4所示为深腔楔形焊劈刀刀头结构示意图。所述楔形结构21与尖端结构22具有共同的劈刀平面12和刀头平面212;
25.所述楔形结构21包括楔形一斜面211、刀头平面212、楔形二斜面213、劈刀平面12、楔形三斜面214和过渡一面215、过渡二面216组成的过渡结构,所述过渡一面215和过渡二
面216为曲面或斜面;所述尖端结构22的结构由尖端一平面221、刀头平面212、尖端二平面222、劈刀平面12、第一尖端楔形斜面223、第二尖端楔形斜面224、前圆面225、键合面226、后圆面227和尖端斜面228构成;其中楔形斜面213和楔形斜面214分别与尖端结构22的尖端二平面222和尖端一平面221相连;所述引线孔23由入口231、孔道232和出口233组成。所述楔形结构21的楔形一斜面211、楔形二斜面213和楔形三斜面214与刀柄1轴线的夹角相同,夹角大小为10
°
;所述劈刀平面12、刀头平面212与刀柄1轴线相平行;所述楔形二斜面213与楔形三斜面214相互对称;所述楔形一斜面211与刀头平面212相连接,位于楔形结构21同一侧。
26.图3、图5所示为深腔楔形焊劈刀刀尖结构示意图。所述尖端结构22的尖端一平面221和尖端二平面222与刀柄轴线相平行;第一尖端楔形斜面223和第二尖端楔形斜面224与刀柄轴线的夹角相同,夹角大小为10
°
;所述键合面226与刀柄1轴线相垂直;所述前圆面225与键合面226和劈刀平面12相连;所述后圆面227与键合面226和尖端斜面228相连。所述键合面226为设有圆弧槽的平面。所述引线孔23的入口231呈喇叭口状,位于楔形结构21的刀头平面212上;其出口233呈箱式凹槽型,位于尖端斜面228上;其孔道232为圆孔,与键合面226的夹角大小为38
°
。在热超声楔形键合过程中,键合丝穿过引线孔,经过孔道和出口到达刀头键合面的位置;通过劈刀刀轴来控制劈刀刀头的位置,进而使得劈刀刀头能保证键合引线留存在焊点上,保证了焊点的结构强度。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1