一种焊接辅助装置的制作方法
1.本技术涉及工艺品焊接技术领域,尤其涉及一种焊接辅助装置。
背景技术:
2.随着经济的发展,生活水平的提高,人们越来越注重对美的追求,珠宝饰品,工艺品,贵金属的加工生产比比皆是,而生产加工这类物品,都离不开古老的焊接工艺。
3.传统的、古老的饰品、工艺品焊接工艺是采用一根吹管,一盏煤油灯,然后将吹管的另一端头对准煤油灯的外火焰,用嘴吹管,使用火焰的温度来焊接,被焊的饰品则是放在软木板上。虽然,软木板导热性能不佳,但焊接时,木板也跟着燃烧,产生很大的烟尘,焊接需要较多的人力,效率低下。此外,焊大件时,火焰相对较小,由于热量的扩散,很难使焊药熔化、流动,导致无法焊接,焊药只能采用熔化温度较低的锡,但有损成色。
4.现在的珠宝饰品、工艺品贵金属的焊接工艺采用液化气或汽油作为燃料,温度高且火焰也非常聚中,但焊接所使用的垫板则用耐火黏土石英等耐火材料制作,尺寸相对较大,厚度偏厚,焊接时会吸热,导致热量流失,所需的焊接加热时间及物力较多。此外,垫板被加热得滚烫,也不便使其转动。在焊接纯银大手镯或大件薄壁工艺品时,由于需要焊接整圈或不规则的长曲线,往往需要不断地转动被焊物品或焊接垫板,使其移至最佳焊接位置,而常用焊接“a”字夹又需要夹细小的焊药,导致不宜夹持较大的被焊物品移至最佳焊接点,且容易滑落。此外,被焊物品本身较软,加之被火焰加热之后更软,被焊物品容易被夹扁或变型。
5.焊接长条圆柱或圆形工件时,由于现在的垫板采用的是平面结构,容易从垫板上滚动掉落在工作台面及地上,烫伤自己或摔坏被焊物品。而一些较大工件需要焊接一个或多个连接小配件时,由于体积的悬殊,加热时间不一,加之垫板又吸热,使焊接加热时间延长,且稍有不慎就可能导致焊药还没有被熔化而小配件却被烧化了。此外,温度差可导致虚焊、假焊,如要焊的牢固,必须均匀加热,使其温度一致。
6.焊大件器皿时候,往往一把火枪的温度不够,而且一把火枪的聚中高温也容易使被焊器皿由于温差而烧变形,使焊缝高低不平,也容易造成漏焊、虚焊,有时候往往需要两人同时协作。如果仅用温火均匀加热使其释放掉张力,而熔化后主焊接的人开大火烧其焊缝,使焊药熔化,而融化后的焊液随着高温而流动。虽能焊接的较好,但需两人配合,浪费人力,也容易烫伤主焊接人夹焊药的手。
技术实现要素:
7.本技术所要解决的技术问题在于,针对现有技术的上述不足,提出一种焊接辅助装置。
8.一种焊接辅助装置,包括:
9.基座;
10.设置在基座上方的焊接转盘,其用于放置被焊物;
11.设置于基座与焊接转盘之间以使焊接转盘能够相对于基座自由旋转的轴承;
12.安装在基座上的辅助焊枪,其用于从焊接转盘的底部对焊接转盘上放置的被焊物进行火焰加热;
13.阻尼装置,其用于为焊接转盘的转动提供阻尼。
14.在一些改进方案中,所述焊接转盘底部设置有锥形部;所述锥形部为中空结构,其外表面为向下收窄的倒锥面;
15.所述轴承的外圈设置在基座上,内圈抵接在所述锥形部的倒锥面上。
16.在一些改进方案中,所述阻尼装置包括:
17.中空套体,其设置在基座上;
18.调节部件,其设置在中空套体内部且与中空套体内壁之间形成螺纹配合;
19.浮动垫体,其设置在中空套体内部且位于调节部件上方;
20.环状垫体,其与轴承的内圈固定在一起;
21.钢珠,其设置在环状垫体与浮动垫体之间以使环状垫体能够相对于环状垫体自由转动;
22.弹性部件,其设置在中空套体内部且位于调节部件与浮动垫体之间以使浮动垫体向上压紧钢珠;
23.所述调节部件能够通过旋转调节所述弹性部件的松紧程度。
24.在一些改进方案中,所述弹性部件为弹簧;所述调节部件能够通过旋转调节所述弹簧的弹力。
25.在一些改进方案中,所述环状垫体底部设置有与所述钢珠适配的环状沟槽。
26.在一些改进方案中,所述浮动垫体顶部设置有与所述钢珠适配的球状凹槽。
27.在一些改进方案中,所述焊接转盘在所述锥形部上方设置有多孔圆板;多孔圆板上设置有供辅助焊枪的火焰穿过的通孔;
28.所述多孔圆板与所述焊接转盘之间为可拆卸连接。
29.在一些改进方案中,所述多孔圆板为薄板状结构。
30.在一些改进方案中,所述焊接转盘上设置有闭合的一圈竖立的围边;所述围边上设置若干v形缺口。
31.在一些改进方案中,所述辅助焊枪通过卡扣结构固定在所述基座上。
32.鉴于此,针对背景技术中的不足,本技术提出一种辅助焊接装置,以提高焊接速度乃至质量,节约焊接时间、成本,尤其适用手工艺品,珠宝饰品及金银加工行业的焊接。
附图说明
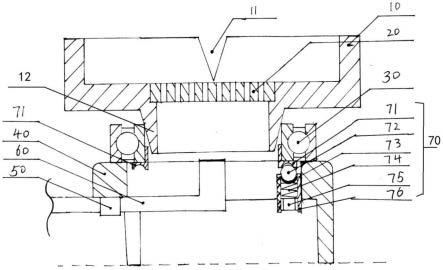
33.图1是本技术实施例中一种焊接辅助装置的结构示意图。
具体实施方式
34.以下是本技术的具体实施例并结合附图,对本技术的技术方案作进一步的描述,但本技术并不限于这些实施例。在下面的描述中,提供诸如具体的配置和组件的特定细节仅仅是为了帮助全面理解本技术的实施例。因此,本领域技术人员应该清楚,可以对这里描述的实施例进行各种改变和修改而不脱离本技术的范围和精神。另外,为了清楚和简洁,省
略了对已知功能和构造的描述。
35.需要说明的是,在不冲突的情况下,本技术中的实施方式及实施方式中的特征可以相互组合。
36.焊接技术就是高温或高压条件下,使用焊接材料将两块或两块以上的母材连接成一个整体的操作方法。本技术提供了一种焊接辅助装置,可用于珠宝饰品、工艺品、贵金属的辅助焊接。目前对于这些物品的焊接存在诸多不便和问题,尤其是大件物品。
37.参考图1,本技术提出了一种焊接辅助装置,包括:基座40、焊接转盘10、轴承30、辅助焊枪60、阻尼装置70。
38.焊接转盘10设置在基座40上方,其用于放置被焊物。加工人员可通过焊枪对焊接转盘10上的被焊物品进行焊接加工。焊接物品可以为珠宝饰品、工艺品、贵金属等。
39.轴承30设置于基座40与焊接转盘10之间以使焊接转盘10能够相对于基座40自由旋转。加工人员可旋转焊接转盘10,以将焊接物品调节至适合的角度。
40.辅助焊枪60安装在基座40上,其用于从焊接转盘10的底部对焊接转盘10上放置的被焊物进行火焰加热。辅助焊枪60用于从焊接转盘10的底部对被焊接物品进行辅助加热,缩短预热时间,提高焊接质量。
41.焊接转盘10底部设置有锥形部12;所述锥形部12为中空结构,其外表面为向下收窄的倒锥面;所述轴承30的外圈设置在基座40上,内圈抵接在所述锥形部12的倒锥面上。具体地,焊接转盘10下方为锥形结构,可嵌入到轴承30的内圈中,因而在加工过程中,辅助焊枪60的火焰不会直接烧在轴承30上致使轴承30工作寿命缩短。焊接时只需轻轻用a字夹拔动焊接转盘10的边缘,即可调至转动到被焊接物品的最佳位置,轻松,便捷、灵巧、从而节省焊接时间。
42.阻尼装置70,其用于为焊接转盘10的转动提供阻尼,使得焊接转盘10的旋转不至于过度平滑,使用更方便且有利于保持在一个固定角度,便于加工。
43.参考图1,阻尼装置70包括:中空套体76、调节部件75、浮动垫体73、环状垫体71、钢珠72、弹性部件74。其中,中空套体76设置在基座40上。调节部件75设置在中空套体76内部且与中空套体76内壁之间形成螺纹配合。浮动垫体73设置在中空套体76内部且位于调节部件75上方。环状垫体71与轴承30的内圈固定在一起。钢珠72设置在环状垫体71与浮动垫体73之间以使环状垫体71能够相对于环状垫体71自由转动。弹性部件74设置在中空套体76内部且位于调节部件75与浮动垫体73之间以使浮动垫体73向上压紧钢珠72。所述调节部件75能够通过旋转调节所述弹性部件74的松紧程度。
44.在一具体实施方式中,弹性部件74为弹簧;所述调节部件75能够通过旋转上下运动以调节弹簧的压缩程度,从而调节弹簧的压缩力。
45.在一具体实施方式中,环状垫体71底部设置有与所述钢珠72适配的环状沟槽。浮动垫体73顶部设置有与所述钢珠72适配的球状凹槽。
46.使用时,弹性部件74被压缩在调节部件75与浮动垫体73之间,从而对浮动垫体73施加一个向上的作用力,使之向上压紧钢珠72。环状垫体71与轴承30的内圈固定在一起,浮动垫体73设置在中空套体76内部,中空套体76通过基座40与轴承30的外圈形成固定关系。当加工人员拨动焊接转盘10时,焊接转盘10的锥形部12带动轴承30的内圈一起转动,环状垫体71随之同步转动,而浮动垫体73被中空套体76所限定,环状垫体71与浮动垫体73之间
形成相对运动并且使钢珠72产生滚动并且形成一定的阻尼,随着调节部件75的旋转,弹性部件74的松紧程度改变,从而实现调节钢珠72的压紧程度,进而调节环状垫体71与浮动垫体73之间的阻尼效果。
47.参考图1,焊接转盘10在所述锥形部12上方设置有多孔圆板20;多孔圆板20上设置有供辅助焊枪60的火焰穿过的通孔;多孔圆板20与所述焊接转盘10之间为可拆卸连接。进一步地,多孔圆板20可直接放置在焊接转盘10上的凹槽结构上,便于更换多孔圆板,节省成本,因主要的焊接是在多孔圆板上进行的,难免由于高温而损耗。
48.在一些实施方式中,多孔圆板20为薄板状结构。多孔圆板采用相对较薄的耐火材料制作,尺寸与焊接转盘10的卡口相匹配,并布满通孔,这样可以减少与被焊物品的接触面积,加之悬空壁厚也相对较薄,从而吸收的热量就减少焊接预热时间,节约能源。
49.焊接转盘10上设置有闭合的一圈竖立的围边;所述围边上设置若干v形缺口。围边在焊接工作时用于防止被焊物品滚落或滑落以免摔伤摔坏,使其变形,同时防止烫伤自己或工作台面。围边上设置有若干“v”形口,用来固定圆形管状及长条被焊物品,以免焊接加热时由于温度的变化及火焰的力量使被焊物品转动而移位。
50.在一些实施方式中,辅助焊枪60通过卡扣结构固定在所述基座40上,从而防止辅助焊枪60发生移动,影响焊接。
51.本技术所提出的焊接辅助装置可用于珠宝饰品、工艺品、贵金属的辅助焊接。目前对于这些物品的焊接存在诸多不便和问题,尤其是大件物品。在焊接时,焊接转盘10能够转动以调节被焊物品的方位,辅助焊枪60可对被焊接物品进行辅助加热,缩短预热时间,提高焊接质量。在一些技术方案中,焊接转盘10的阻尼效果可调,从而方便调节并保持稳定。本技术提出一种辅助焊接装置,以提高焊接速度乃至质量,节约焊接时间、成本,尤其适用手工艺品,珠宝饰品及金银加工行业的焊接。
52.需要注意的是,这里所使用的术语仅是为了描述具体实施方式,而非意图限制根据本技术的示例性实施方式。如在这里所使用的,除非上下文另外明确指出,否则单数形式也意图包括复数形式,此外,还应当理解的是,当在本说明书中使用术语“包含”和/或“包括”时,其指明存在特征、步骤、工作、器件、组件和/或它们的组合。
53.在本技术的描述中,需要理解的是,术语“左”、“右”、“上”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本技术和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本技术的限制。
54.此外,术语“第一”、“第二”仅用于描述目的,而不能理解为指示或暗示相对重要性或者隐含指明所指示的技术特征的数量。由此,限定有“第一”、“第二”的特征可以明示或者隐含地包括至少一个该特征。在本技术的描述中,“多个”的含义是至少两个,例如两个,三个等,除非另有明确具体的限定。
55.本文中所描述的具体实施例仅仅是对本技术精神作举例说明。本技术所属技术领域的技术人员可以对所描述的具体实施例做各种各样的修改或补充或采用类似的方式替代,但并不会偏离本技术的精神或者超越所附权利要求书所定义的范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1