用于数控曲轴车床的中心架装置的制作方法
1.本实用新型涉及车削工序数控车曲轴中心架领域,具体来说是一种用于数控曲轴车床的中心架装置。
背景技术:
2.在机械制造企业,特别是中小企业使用v型导轨的数控车床较为普遍,一般用于小批量、批量零件的简单工序加工,而在半自动生产流水线选用半精车、精车曲轴大小头外圆、切端面、钻中心、半精车轴承内孔、车让刀槽和精车轴承内孔等车削工序的较少,为了用较少的投入就能满足中小企业生产流水线上大批量工件半精车、精车外圆和内孔、切端面、钻中心、车让刀槽等车削工序,加之新品曲轴车削试制验证有需求,所以对数控车进行改进加工半精车、精车曲轴大小头外圆、切端面、钻中心、半精车轴承内孔、车让刀槽和精车轴承内孔,设计一种可满足商柴d系列曲轴车削的同时又可以兼顾加工三种商柴系列曲轴的用于数控曲轴车床的中心架装置提上议程,设计的中心架必须满足v导轨型的安装要求,保证与车床中心高一致,必须满足中心架上放置加工的曲轴后扇板回转大于直径250mm,必须满足频繁长时间300-600r/min转速要求,必须提升曲轴中心架支承棒的使用寿命,降低单件曲轴的加工成本。
技术实现要素:
3.针对上述现有数控车加工大批量半精车、精车曲轴大小头外圆、切端面、钻中心、半精车轴承内孔、车让刀槽和精车轴承内孔的需求,本实用新型提供一种用于数控曲轴车床的中心架装置,利用中心架原理,通过改进后进行曲轴大批量半精车、精车曲轴大小头外圆、切端面、钻中心、半精车轴承内孔、车让刀槽和精车轴承内孔加工。
4.本实用新型的技术方案是:
5.一种用于数控曲轴车床的中心架装置,包括具备数控车功能的导轨、中心架下半部分、中心架上半部分、支承棒装置、拧紧装置、连接装置和冷却装置,所述具备数控车功能的导轨下方通过连接装置支承,所述中心架下半部分通过专用销连接中心架上半部分,中心架上半部分通过专用销抬起或合拢,当中心架上半部分与中心架下半部分抬起后放入所要加工的曲轴,曲轴一端通过三爪卡盘支承后夹紧,曲轴加工端通过三个支承棒装置支承后并用拧紧装置拧紧后固定连接为一体,中心架上半部分安装有冷却装置。
6.进一步的,所述中心架下半部分包括专用螺套、专用销、止紧螺钉和下半部底座,专用螺套安装于下半部底座的120度孔处,并用止紧螺钉分别止紧于专用螺套的键槽里,防止旋转和上下滑动。
7.进一步的,所述中心架上半部分包括冷却装置、专用螺套、止紧螺钉、上半部座、pu管三通和铜管,所述专用螺套安装于上半部座的正上方孔处,并用止紧螺钉分别止紧于专用螺套的键槽里,防止旋转和上下滑动,同时上半部座正上方120度处安装有冷却装置,分别用铜管对穿上半部座上,铜管上端头与pu管三通连接。
8.进一步的,所述支承棒装置包括支撑棒、拧紧把手、正反牙螺杆、锁紧螺母、开口销、调心球轴承和隔圈,所述支承棒开口两侧面留有销孔,调心球轴承放入支承棒开口内,调心球轴承内孔两侧面再放置有两个隔圈,用专用销贯穿连接;所述正反牙螺杆上端与拧紧把手螺纹旋入并通过开口销固定,锁紧螺母与正反牙螺杆从下往上拧入,然后再拧入与已安装于中心架上半部分或中心架下半部分的专用螺套内,把已组装好的支撑棒旋入正反牙螺杆最下端反牙螺纹上。
9.进一步的,所述拧紧装置包括专用销、带环螺钉、专用垫圈和拧紧把手,所述带环螺钉上穿有一个专用垫圈,带环螺钉螺纹端与拧紧把手连接,带环螺钉下端销孔用专用销固定于下半部底座上。
10.进一步的,所述连接装置包括连接板、专用螺杆和带肩螺母,所述连接板紧贴在具备数控车功能导轨下面,专用螺杆穿过连接板中间通孔、再穿过下半部底座中间通孔,用带肩螺母旋入专用螺杆顶部拧紧压紧下半部底座,所述数控车功能的导轨下方通过连接板支承,用专用螺杆和带肩螺母把中心架下半部分固定于数控车平导轨和v型导轨上。
11.本实用新型提供的这种用于数控曲轴车床的中心架装置,设计巧妙、结构简单、安装灵活、方便实用,能方便解决数控车用于曲轴新品试制、验证和大批量车削领域的问题,提高加工效率,节约单件成本,经实际使用表明,用于数控曲轴车床的中心架装置,能够提高数控车加工大批量半精车、精车曲轴大小头外圆、切端面、钻中心、半精车轴承内孔、车让刀槽和精车轴承内孔2倍效率。
附图说明
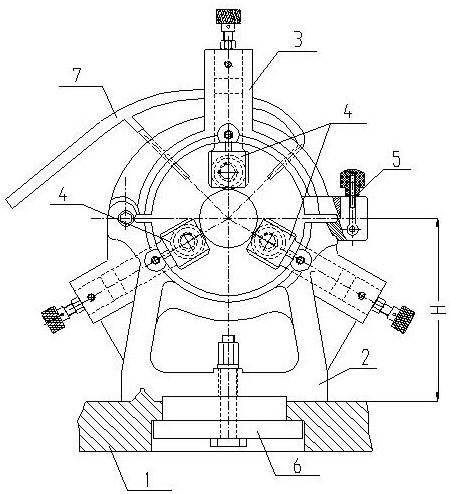
12.图1是本实用新型用于用于数控曲轴车床的中心架装置总图。
13.图2是本实用新型用于数控车曲轴中心架下半部分简图。
14.图3是本实用新型用于数控车曲轴中心架上半部分及冷却装置简图。
15.图4是本实用新型用于数控车曲轴中心架支承棒装置简图。
16.图5是本实用新型用于数控车曲轴中心架拧紧装置简图。
17.图6是本实用新型用于数控车曲轴中心架连接装置简图。
18.图中标注为:1-具有数控车功能导轨、2-中心架下半部分、3-中心架上半部分、4-支承棒装置、5-拧紧装置、6-连接装置、7-冷却装置、8-专用螺套、9-专用销、10-止紧螺钉、11-下半部底座、12-上半部座、13-pu管三通、14-铜管、15-支承棒、16-拧紧把手、17-正反牙螺杆、18-锁紧螺母、19-开口销、20-调心球轴承、21-隔圈、22-带环螺钉、23-专用垫圈、24-连接板、25-专用螺杆、26-带肩螺母。
具体实施方式
19.下面将结合本技术实施例中的附图,对实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本技术一部分实施例,而不是全部的实施例。基于实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
20.除非另有其它明确表示,否则在整个说明书和权利要求书中,术语“包括”或其变换如“包含”或“包括有”等等将被理解为包括所陈述的元件或组成部分,而并未排除其它元
件或其它组成部分。
21.如图1-6所示,本实用新型具体实施例提出一种用于用于数控曲轴车床的中心架装置,具体结构包括:具备数控车功能导轨1、中心架下半部分2、中心架上半部分3、支承棒装置4、拧紧装置5、连接装置6、冷却装置7、专用螺套8、专用销9、止紧螺钉10、下半部底座11、上半部座12、pu管三通13、铜管14、支承棒15、拧紧把手16、正反牙螺杆17、锁紧螺母18、开口销19、调心球轴承20、隔圈21、带环螺钉22、专用垫圈23、连接板24、专用螺杆25和带肩螺母26。所述连接装置6把具备数控车功能导轨1和中心架下半部分2中的下半部底座11相连接,下半部底座11通过专用销9和拧紧装置5与上半部座12连接,并形成上半部座12与中心架下半部分2抬起和合拢,曲轴加工端通过中心架下半部分2和中心架上半部分3上的三等分的三组支承棒装置4支承,并由三个调心球轴承20跟随旋转,同时通过中心架上半部分3上的冷却装置7提高支承棒装置4和调心球轴承20的使用寿命,降低单件成本。
22.如图1所示为用于数控曲轴车床的中心架装置总图,具有数控车功能的导轨1下方通过连接装置6中的连接板24支承,用专用螺杆25、带肩螺母26把中心架下半部分2固定于数控车平导轨和v型导轨上,中心架下半部分2通过专用销9连接中心架上半部分3,实现中心架上半部分3可以通过专用销9抬起和合拢,当中心架上半部分3与中心架下半部分2抬起后放入所以加工的曲轴,曲轴一端通过三爪卡盘支承后夹紧,曲轴加工端通过三个支承棒装置4中的调心球轴承20支承后并用拧紧装置5中的专用销9、带环螺钉22、专用垫圈23和拧紧把手16拧紧后固定连接为一体,中心架上半部分3安装有冷却装置7形成一套完整的用于数控曲轴车床的中心架装置 。
23.如图2所示为数控车曲轴中心架下半部分简图,其中,专用螺套8安装于下半部底座11的120度孔处,并用止紧螺钉10分别止紧于专用螺套8的键槽里,防止旋转和上下滑动。
24.如图3所示数控车曲轴中心架上半部分及冷却装置简图,其中,专用螺套8安装于上半部座12的正上方孔处,并用止紧螺钉10分别止紧于专用螺套8的键槽里,防止旋转和上下滑动,同时上半部座12正上方120度处安装有冷却装置7,分别用铜管14对穿上半部座12上,铜管14上端头与pu管三通13连接,形成一个冷却系统。配合水泵使用,同时冷却液具有冲屑功能,延长调心球轴承20的使用寿命。
25.如图4所示数控车曲轴中心架支承棒装置简图,其中支承棒15开口两侧面留有销孔,调心球轴承20放入支承棒15开口内,调心球轴承20内孔两侧面再放置有两个隔圈21,用专用销9贯穿连接;另外正反牙螺杆17上端与拧紧把手16螺纹旋入并通过开口销19固定,锁紧螺母18与正反牙螺杆17从下往上拧入,然后再拧入与已安装于中心架上半部分3或中心架下半部分2的专用螺套8内,把已组装好的支撑棒15组件旋入正反牙螺杆17最下端反牙螺纹上,于是安装好共3套支承棒装置4。
26.如图5所示数控车曲轴中心架拧紧装置简图,由专用销9、带环螺钉22、专用垫圈23、拧紧把手16组成,其中带环螺钉22上穿有一个专用垫圈23,带环螺钉22螺纹端与拧紧把手16连接,带环螺钉22下端销孔用专用销9固定于下半部底座11上组成一套拧紧装置5。
27.如图6所示数控车曲轴中心架连接装置简图,由连接板24、专用螺杆25和带肩螺母26组成,连接板24需紧贴在具备数控车功能导轨1下面,专用螺杆25穿过连接板24中间通孔、然后再穿过下半部底座11中间通孔,用带肩螺母26旋入专用螺杆25顶部拧紧压紧下半部底座11,就组成一套中心架连接装置。
28.该用于用于数控曲轴车床的中心架装置,通过具备数控车功能导轨1、中心架下半部分2、中心架上半部分3、支承棒装置4、拧紧装置5、连接装置6和冷却装置7就组成一套完整的数控车曲轴中心架。
29.操作过程:右手手动松开拧紧装置5上拧紧把手16,手握上半部座12适当位置沿着下半部底座11耳朵环型专用销9处向上抬起90度向后放稳后,吊装放入曲轴工件,一端放置在数控车卡盘内,利用卡盘三爪端预夹紧曲轴一端,曲轴加工端放置于下半部底座11的两套支承棒装置4的调心球轴承20上,手动再把上半部座12向中心架下半部合拢,左手向三爪端用力贴紧三爪端定位面后夹紧曲轴,此时用右手把拧紧装置5中的拧紧把手16连同专用垫圈23沿着带环螺钉22销孔、专用销9处抬起,带环螺钉22卡入上半部座12槽内,专用垫圈23在上面,再把拧紧把手16拧紧使上半部座12与下半部底座11固定连接为一体把曲轴固定稳就完成了数控车中心架装夹曲轴的所有动作,接着关闭操作区防护门,按下循环按钮,数控车按预先设置的数控加工程序换刀、车削,反复操作即可大批量半精车、精车曲轴大小头外圆、切端面、钻中心、半精车轴承内孔、车让刀槽和精车轴承内孔动作。
30.计算经济效益:
31.本实用新型装置在应用在数控车曲轴中心架后,极大方便操作,使数控车成功用于生产线且满足大批量曲轴车削加工,获得如下经济效益:
32.1、曲轴车小头工序原来用普通的v型导轨手动中心架铜支承加工,一人操作1台车床,需2人才能完成一道工序的产量;同理,车大头和车铰轴承孔工序也一样。采用本实用新型装置用于数控车的中心架装置后,3道工序开一班可省去操作者3人,开2班可省去操作者6人。
33.2、人工费每人每年按6万元统计。
34.3、年节约的经济效益 =(6万元/人
×
6人
×ꢀ
1年)=36万元。
35.尽管参照前述实施例对本实用新型进行了详细的说明,对于本领域的技术人员来说,其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分技术特征进行等同替换,凡在本实用新型的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本实用新型的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1