一种轴套焊接的装置的制作方法
1.本实用新型涉及轴套焊接领域,具体是一种轴套焊接的装置。
背景技术:
2.在现有的设备中,轴套焊接工程与打刻工程是分开的,取放件的工作步骤多,增加作业者的工作强度,影响设备的工作效率,且两台设备的占地面积较大,不利于资源的利用。
技术实现要素:
3.本实用新型所要解决的技术问题是提供一种轴套焊接的装置,可以有效解决上述背景技术中提出的问题。
4.为解决上述问题,本实用新型所采取的技术方案是:一种轴套焊接的装置,包括后电极部件、夹具组件、顶升机构、打刻机构和上电极部件,其特征在于,所述后电极部件与夹具组件连接,且夹具组件安装在后电极部件内部;所述夹具组件与顶升机构连接,且顶升机构安装在夹具组件的内部;所述打刻机构与后电极部件连接,且打刻机构与夹具组件和顶升机构相互配合完成对工件的打刻;所述上电极部件与后电极部件连接,且上电极部件安装在后电极部件的顶部,位于夹具组件和打刻机构的上方。
5.作为本实用新型的进一步优选方案,所述后电极部件包括主体底座、第一后电极、第二后电极和第三后电极;所述主体底座的两端设有顶柱,两条顶柱之间通过横梁连接;所述第一后电极、第二后电极和第三后电极位于横梁的一侧。
6.作为本实用新型的进一步优选方案,所述第一后电极、第二后电极和第三后电极分别设有第一顶升气缸、第二顶升气缸和第三顶升气缸;所述第一顶升气缸、第二顶升气缸和第三顶升气缸通过支脚与主体底座连接。
7.作为本实用新型的进一步优选方案,所述夹具组件包括夹具底座、第一缓冲机构、第二缓冲机构、第一夹紧机构、第二夹紧机构、第一下电极、第二下电极和第三下电极;所述夹具底座与后电极部件可拆卸连接;所述第一缓冲机构、第二缓冲机构和第二下电极均与夹具底座可拆卸连接;所述第一夹紧机构和第二夹紧机构安装在第一缓冲机构上;所述第一下电极和第三下电极安装在第二缓冲机构上;所述第一缓冲机构和第二缓冲机构用于吸收上电极部件的冲击力。
8.作为本实用新型的进一步优选方案,所述第一缓冲机构设置在夹具底座的四周且形成闭环,所述第二缓冲机构与第二下电极位于闭环内;所述第二缓冲机构设置在第二下电极的两侧,其中第一下电极位于第二下电极的一侧,第三下电极位于第二下电极的另一侧;所述第一夹紧机构与第二夹紧机构为对称设置。
9.作为本实用新型的进一步优选方案,所述顶升机构包括顶升底座、顶升机和限位件;所述顶升底座设置在顶升机的底部,且通过顶升底座与夹具组件连接;所述限位件设置在顶升机的顶端,用于限制工件的位置。
10.作为本实用新型的进一步优选方案,所述打刻机构包括第一车切顶出机构、摆动机构、打刻机和基准顶升组件;所述第一车切顶出机构安装在后电极部件上,且第一车切顶出机构与摆动机构滑动连接;所述摆动机构与打刻机可拆卸连接;所述基准顶升组件安装在后电极部件上,且位于打刻机的下方,与打刻机配合使用,用于在打刻时基准支撑工件。
11.作为本实用新型的进一步优选方案,所述上电极部件包括上电极底座、第二车切顶出机构、上电极组件;所述上电极底座的两端与后电极部件可拆卸连接;所述第二车切顶出机构安装在上电极底座的底部;所述上电极组件与第二车切顶出机构滑动连接。
12.作为本实用新型的进一步优选方案,所述上电极组件包括第一上电极、第二上电极和第三上电极;所述第二上电极位于第一上电极与第三上电极之间。
13.与现有技术相比,本实用新型提供了一种轴套焊接的装置,具备以下有益效果:
14.1、设备更紧凑,优化布局,节约成本;
15.2、省略节拍,降低作业者劳动强度;
16.3、提升整体效率,加快生产线生产节拍,提升效益。
附图说明
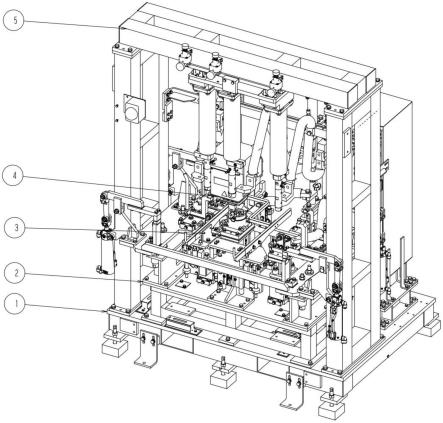
17.图1为本实用新型结构主体示意图;
18.图2为后电极部件立体图;
19.图3为后电极部件正面示意图;
20.图4为夹具组件立体图;
21.图5为夹具组件俯视图;
22.图6为顶升机构立体图;
23.图7为顶升机构正面示意图;
24.图8为打刻机构立体图1;
25.图9为打刻机构立体图2;
26.图10为上电极部件立体图;
27.图11为升压回路的电路布局示意图;
28.其中:1、后电极部件,1-1、主体底座,1-2、第一后电极,1-3、第二后电极,1-4、第三后电极,1-5、变压器,1-6、第三顶升气缸,1-7、第二顶升气缸,1-8、第一顶升气缸,2、夹具组件,2-1、夹具底座,2-2、第一缓冲机构,2-3、第二缓冲机构,2-4、第一夹紧机构,2-5、第二夹紧机构,2-6、第一下电极,2-7、第二下电极,2-8、第三下电极,3、顶升机构,3-1、顶升底座,3-2、顶升机,3-3、限位件,4、打刻机构,4-1、第一车切顶出机构,4-2、摆动机构,4-3、打刻机,4-4、基准顶升组件,5、上电极部件,5-1、上电极底座,5-2、第二车切顶出机构,5-3、第一上电极,5-4、第二上电极,5-5、第三上电极,ⅰ、电源,ⅲ、上下电极,ⅳ、后电极。
具体实施方式
29.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。
30.参照图1-11,本实用新型提供一种轴套焊接的装置,包括后电极部件1、夹具组件
2、顶升机构3、打刻机构4和上电极部件5,其特征在于,所述后电极部件1与夹具组件2可拆卸连接,且夹具组件2安装在后电极部件1内部;所述夹具组件2与顶升机构3可拆卸连接,且顶升机构3安装在夹具组件2的内部;所述打刻机构4与后电极部件1可拆卸连接,且打刻机构4与夹具组件2和顶升机构3相互配合完成对工件的打刻;所述上电极部件5与后电极部件1连接,且上电极部件5安装在后电极部件1的顶部,位于夹具组件2和打刻机构4的上方;可拆卸连接包括螺栓连接、螺丝连接、套接和卡扣连接。
31.作为本实用新型的进一步优选方案,所述后电极部件1包括主体底座1-1、第一后电极1-2、第二后电极1-3和第三后电极1-4;所述主体底座1-1的两端设有顶柱,两条顶柱之间通过横梁连接;所述第一后电极1-2、第二后电极1-3和第三后电极1-4位于横梁的一侧;所述后电极部件1还设有变压器1-5,且变压器1-5安装在主体底座1-1上。
32.作为本实用新型的进一步优选方案,所述第一后电极1-2、第二后电极1-3和第三后电极1-4分别设有第一顶升气缸1-8、第二顶升气缸1-7和第三顶升气缸1-6;所述第一顶升气缸1-8、第二顶升气缸1-7和第三顶升气缸1-6通过支脚与主体底座1-1连接,其中第一顶升气缸1-8独立使用一个支脚,第二顶升气缸1-7和第三顶升气缸1-6共用一个支脚;当后电极部件1设有的顶升气缸(第一顶升气缸1-8、第二顶升气缸1-7、第三顶升气缸1-6)顶升时,与其对应的后电极的夹头夹紧,使升压回路闭合。
33.作为本实用新型的进一步优选方案,所述夹具组件2包括夹具底座2-1、第一缓冲机构2-2、第二缓冲机构2-3、第一夹紧机构2-4、第二夹紧机构2-5、第一下电极2-6、第二下电极2-7和第三下电极2-8;所述夹具底座2-1与后电极部件1的主体底座1-1可拆卸连接;所述第一缓冲机构2-2、第二缓冲机构2-3和第二下电极2-7均与夹具底座2-1可拆卸连接,其中第二下电极2-7设有支座,通过支座与夹具底座2-1连接;所述第一夹紧机构2-4和第二夹紧机构2-5安装在第一缓冲机构2-2上;所述第二缓冲机构设有两个组件,第一下电极2-6和第三下电极2-8分别安装在第二缓冲机构2-3的组件上;所述第一缓冲机构2-2和第二缓冲机构2-3用于吸收上电极部件5的冲击力。
34.作为本实用新型的进一步优选方案,所述第一缓冲机构2-2设置在夹具底座2-1的四周且形成闭环,所述第二缓冲机构2-3与第二下电极2-7位于闭环内;所述第二缓冲机构2-3设置在第二下电极2-7的两侧,其中第一下电极2-6位于第二下电极2-7的一侧,第三下电极2-8位于第二下电极2-7的另一侧;所述第一夹紧机构2-4与第二夹紧机构2-5为对称设置,分布在第一缓冲机构2-2闭环内的四个角落处,用于夹紧工件。
35.作为本实用新型的进一步优选方案,所述顶升机构3包括顶升底座3-1、顶升机3-2和限位件3-3;所述顶升底座3-1设置在顶升机3-2的底部,且通过顶升底座3-1与夹具组件2的夹具底座2-1可拆卸连接;所述限位件3-3设置在顶升机3-2的顶端,用于限制工件的位置,通过顶升机3-2的顶升,使工件实现移动。
36.作为本实用新型的进一步优选方案,所述打刻机构4包括第一车切顶出机构4-1、摆动机构4-2、打刻机4-3和基准顶升组件4-4;所述第一车切顶出机构4-1安装在后电极部件1的主体底座1-1上,且第一车切顶出机构4-1与摆动机构4-2滑动连接;所述摆动机构4-2与打刻机4-3可拆卸连接;所述基准顶升组件4-4安装在后电极部件1的主体底座1-1上,且位于打刻机4-3的下方,基准顶升组件4-4与打刻机4-3配合使用,用于在打刻时基准支撑工件;通过第一车顶出机构4-1的顶出和摆动机构4-2的摆动,使打刻机4-3与工件定位完成打
刻。
37.作为本实用新型的进一步优选方案,所述上电极部件5包括上电极底座5-1、第二车切顶出机构5-2、上电极组件;所述上电极底座5-1的两端与后电极部件1可拆卸连接;所述第二车切顶出机构5-2安装在上电极底座5-1的底部;所述上电极组件与第二车切顶出机构5-2滑动连接。
38.作为本实用新型的进一步优选方案,所述上电极组件包括第一上电极5-3、第二上电极5-4和第三上电极5-5;所述第二上电极5-4位于第一上电极5-3与第三上电极5-5之间;所述第一上电极5-3位于第一下电极2-6的正上方;所述第二上电极5-4位于第二下电极2-7的正上方;所述第三上电极5-5位于第三下电极2-8的正上方。
39.参考图11,本装置设有3组升压回路,第一后电极1-2、第一下电极2-6和第一上电极5-3通过线缆连接为第一组升压回路;第二后电极1-3、第二下电极2-7和第二上电极5-4通过线缆连接为第二组升压回路;第三后电极1-4、第三下电极2-8和第三上电极5-5通过线缆连接为第三组升压回路。
40.第一下电极2-6、第二下电极2-7和第三下电极2-8为升压回路中的上下电极ⅲ的下电极,其结构是固定电极;第一上电极5-3、第二上电极5-4和第三上电极5-5为升压回路中的上下电极ⅲ的上电极,其结构是电极安装在顶升气缸上;第一后电极1-2、第二后电极1-3和第三后电极1-4为升压回路中的后电极ⅳ,其结构是一个固定的下电极与一个安装在顶升气缸的上电极安装在一起;当第一后电极1-2、第二后电极1-3、第三后电极1-4、第一上电极5-3、第二上电极5-4、第三上电极5-5上的气缸顶升,电极头压紧,1-5变压器升压回路连接,焊接工件。
41.升压回路原理为:当上下电极ⅲ、后电极ⅳ闭合时,变压器1-5、上下电极ⅲ、后电极ⅳ组成的升压回路闭合,电源ⅰ的380v变压为10kv,回路工作焊接。上下电极ⅲ、后电极ⅳ设置为机械式断路器,采用双重保护,工作的时候才闭合,有效地阻隔高压放电。
42.作为本实用新型的一个具体实施例:工作流程
43.s1、作业者装件:作业者分别在第一下电极2-6、第二下电极2-7、第三下电极2-8上安装轴套,在夹具组件2上安装工件,然后按启动按钮;第一夹紧机构2-4、第二夹紧机构2-5夹紧工件。
44.s2、工件安装完后,程序识别,工件焊接;第一后电极1-2、第二后电极1-3、第三后电极1-4、第一上电极5-3、第二上电极5-4、第三上电极5-5上的气缸顶升,3组升压回路闭合,设备焊接;焊接完了后,电极上的气缸返回,升压回路断开。
45.s3、打刻机打刻:上电极部件5的第二车切顶出机构5-2顶出,避让空间。打刻机构4的第一车切顶出机构4-1伸出,摆动机构4-2夹紧,打刻机4-3车切到打刻位置,然后打刻;打刻完了之后,打刻机构4的摆动机构4-2摆动退回,打刻机4的第一车切顶出机构4-1退后回到原状态。
46.s4、工件顶出:顶升机构3顶出并翻转30度使到工件落到顶端的限位件3-3,然后顶升机构3回到原位置状态;上电极部件5的第二车切机构5-2退回。
47.s5、等待本装置设有的作业许可灯亮起,作业者取件,完成一个流程。
48.以上实施例仅用以说明本实用新型的技术方案,而非对其限制;尽管参照前述实施例对本实用新型进行了详细的说明,本领域的普通技术人员应当理解:其依然可以对前
述实施例所记载的技术方案进行修改,或者对其中部分技术特征进行等同替换;而这些修改或者替换,并不使相应技术方案的本质脱离本实用新型实施例技术方案的精神和范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1