烙铁头和焊接设备的制作方法
1.本实用新型涉及一种用于焊接线缆的外露出的端部导体的烙铁头以及包括该烙铁头的焊接设备。
背景技术:
2.在现有技术中,通常使用烙铁头将线缆的外露出的端部导体焊接到电路板上。图1至图5显示了现有技术中的烙铁头1,如图1至图5所示,在烙铁头1的底面1a上形成有定位槽10,该定位槽10在烙铁头1的两个侧面1b、1c之间延伸。为了能够定位线缆2的外露出的端部导体20,该定位槽10的横截面呈v形。该定位槽10的底部开口的两个边缘a彼此平行且沿定位槽10的纵向延伸。如图3和图4所示,当待焊接的线缆2的端部导体20沿线缆2的轴向直线延伸时,线缆2的端部导体20能够被容纳和定位在烙铁头1的定位槽10中。但是,当待焊接的线缆2的端部导体20相对于线缆2的轴向被弯折一定角度时,线缆2的端部导体20就会与烙铁头1的定位槽10的底部开口的边缘a干涉,导致线缆2的端部导体20被容纳和定位在烙铁头1的定位槽10中。因此,在现有技术中,在焊接之前,必须拉直线缆2的端部导体20使之沿线缆2的轴向直线延伸,这导致线缆的焊接操作非常麻烦。
技术实现要素:
3.本实用新型的目的旨在解决现有技术中存在的上述问题和缺陷的至少一个方面。
4.根据本实用新型的一个方面,提供一种烙铁头,包括:底面;第一侧面;第二侧面,与所述第一侧面相对;和定位槽,形成在所述底面上并在所述第一侧面和所述第二侧面之间延伸。所述定位槽的横截面呈无下底的梯形,用于容纳和定位线缆的外露出的端部导体,并且所述定位槽的梯形横截面的上底从所述第一侧面向所述第二侧面逐渐增大。
5.根据本实用新型的一个实例性的实施例,所述定位槽的梯形横截面的两个腰相等,使得所述定位槽的横截面呈无下底的等腰梯形。
6.根据本实用新型的另一个实例性的实施例,所述定位槽具有位于所述烙铁头的底面上的底部开口,所述底部开口具有在所述第一侧面和所述第二侧面之间延伸的两个第一边缘;所述底部开口的两个第一边缘之间的在所述定位槽的横向上的距离从所述第一侧面向所述第二侧面逐渐增大。
7.根据本实用新型的另一个实例性的实施例,所述两个第一边缘的长度相等。
8.根据本实用新型的另一个实例性的实施例,所述两个第一边缘与所述定位槽的纵向之间的夹角相等。
9.根据本实用新型的另一个实例性的实施例,所述第一边缘与所述定位槽的纵向之间的夹角大于零度且小于度。
10.根据本实用新型的另一个实例性的实施例,所述第一边缘与所述定位槽的纵向之间的夹角大于度且小于度。
11.根据本实用新型的另一个实例性的实施例,所述定位槽具有与所述底部开口相对
的上底面,所述上底面沿所述定位槽的纵向在所述第一侧面和所述第二侧面之间延伸;所述上底面具有在所述第一侧面和所述第二侧面之间延伸的两个第二边缘,所述两个第二边缘分别平行于所述两个第一边缘;所述上底面的两个第二边缘之间的在所述定位槽的横向上的距离从所述第一侧面向所述第二侧面逐渐增大。
12.根据本实用新型的另一个实例性的实施例,所述两个第一边缘和所述两个第二边缘的长度相等。
13.根据本实用新型的另一个实例性的实施例,所述定位槽具有位于所述烙铁头的第一侧面上的第一侧部开口;所述第一侧面与所述定位槽的横向平行,使得所述第一侧部开口呈无下底的梯形。
14.根据本实用新型的另一个实例性的实施例,所述定位槽具有位于所述烙铁头的第二侧面上的第二侧部开口;所述第二侧面与所述定位槽的横向平行,使得所述第二侧部开口呈无下底的梯形;所述第二侧部开口的上底大于所述第一侧部开口的上底。
15.根据本实用新型的另一个实例性的实施例,所述第一侧部开口和所述第二侧部开口呈无下底的等腰梯形,并且所述第一侧部开口的腰长等于所述第二侧部开口的腰长。
16.根据本实用新型的另一个实例性的实施例,在用所述烙铁头焊接线缆的端部导体时,所述线缆的端部导体穿过所述第一侧部开口和第二侧部开口并被定位在所述第一侧部开口的两个腰之间。
17.根据本实用新型的另一个实例性的实施例,所述烙铁头的底面与所述第一侧面和所述第二侧面垂直且与所述定位槽的上底面平行。
18.根据本实用新型的另一个方面,提供一种焊接设备,包括:前述烙铁头;和加热装置,用于加热所述烙铁头。
19.在根据本实用新型的前述各个实例性的实施例中,即使待焊接的线缆的端部导体相对于线缆的轴向被弯折一定角度,烙铁头的定位槽的底部开口的边缘也不会与线缆的端部导体发生干涉,使得线缆的端部导体仍然能够被容纳和定位在烙铁头的定位槽中。
20.通过下文中参照附图对本实用新型所作的描述,本实用新型的其它目的和优点将显而易见,并可帮助对本实用新型有全面的理解。
附图说明
21.图1显示现有技术中的烙铁头的立体示意图;
22.图2显示图1所示的烙铁头的从其一侧观看时的平面视图;
23.图3显示图1所示的烙铁头的从其底部观看时的平面视图,其中显示了被容纳和定位在烙铁头的定位槽中的线缆的端部导体;
24.图4显示图1所示的烙铁头的从其一侧观看时的平面视图,其中显示了被容纳和定位在烙铁头的定位槽中的线缆的端部导体;
25.图5显示图1所示的烙铁头的定位槽的边缘与线缆的弯折的端部导体干涉的示意图;
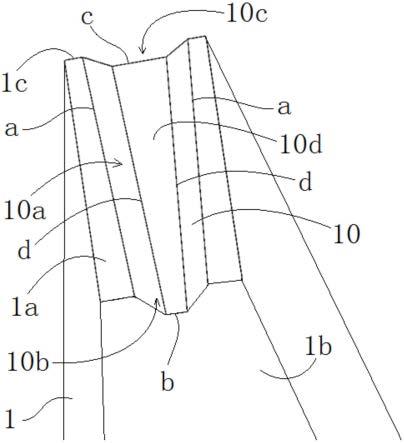
26.图6显示根据本实用新型的一个实例性的实施例的烙铁头的立体示意图;
27.图7显示图6所示的烙铁头的从其一侧观看时的平面视图;
28.图8显示图6所示的烙铁头的从其底部观看时的平面视图,其中显示了被容纳和定
位在烙铁头的定位槽中的线缆的端部导体;
29.图9显示图6所示的烙铁头的从其一侧观看时的平面视图,其中显示了被容纳和定位在烙铁头的定位槽中的线缆的端部导体;
30.图10显示图6所示的烙铁头的定位槽的边缘与线缆的弯折的端部导体不干涉的示意图。
具体实施方式
31.下面通过实施例,并结合附图,对本实用新型的技术方案作进一步具体的说明。在说明书中,相同或相似的附图标号指示相同或相似的部件。下述参照附图对本实用新型实施方式的说明旨在对本实用新型的总体实用新型构思进行解释,而不应当理解为对本实用新型的一种限制。
32.另外,在下面的详细描述中,为便于解释,阐述了许多具体的细节以提供对本披露实施例的全面理解。然而明显地,一个或多个实施例在没有这些具体细节的情况下也可以被实施。在其他情况下,公知的结构和装置以图示的方式体现以简化附图。
33.根据本实用新型的一个总体技术构思,提供一种烙铁头,包括:底面;第一侧面;第二侧面,与所述第一侧面相对;和定位槽,形成在所述底面上并在所述第一侧面和所述第二侧面之间延伸。所述定位槽的横截面呈无下底的梯形,用于容纳和定位线缆的外露出的端部导体,并且所述定位槽的梯形横截面的上底从所述第一侧面向所述第二侧面逐渐增大。
34.根据本实用新型的另一个总体技术构思,提供一种焊接设备,包括:前述烙铁头;和加热装置,用于加热所述烙铁头。
35.图6显示根据本实用新型的一个实例性的实施例的烙铁头1的立体示意图和图7显示图6所示的烙铁头1的从其一侧观看时的平面视图。
36.如图6和图7所示,在图示的实施例中,烙铁头1具有本体,烙铁头1的本体包括:底面1a、第一侧面1b、第二侧面1c和定位槽10。第二侧面1c与第一侧面1b相对。定位槽10形成在烙铁头1的底面1a上并在第一侧面1b和第二侧面1c之间延伸。
37.图8显示图6所示的烙铁头1的从其底部观看时的平面视图,其中显示了被容纳和定位在烙铁头1的定位槽10中的线缆2的端部导体20;图9显示图6所示的烙铁头1的从其一侧观看时的平面视图,其中显示了被容纳和定位在烙铁头1的定位槽10中的线缆2的端部导体20。
38.如图6至图9所示,在图示的实施例中,定位槽10的横截面呈无下底的梯形,用于容纳和定位线缆2的外露出的端部导体20。定位槽10的梯形横截面的上底的尺寸从第一侧面1b向第二侧面1c逐渐增大。
39.如图8和图9所示,在图示的实施例中,线缆2的端部导体20没有被弯折,线缆2的端部导体20沿线缆2的轴向直线延伸。此时,线缆2的端部导体20可以被容纳和定位在烙铁头1的定位槽10中。
40.如图6至图9所示,在图示的实施例中,定位槽10具有位于烙铁头1的底面1a上的底部开口10a。定位槽10的底部开口10a具有在第一侧面1b和第二侧面1c之间延伸的两个第一边缘a。底部开口10a的两个第一边缘a之间的在定位槽10的横向上的距离从第一侧面1b向第二侧面1c逐渐增大。即,定位槽10的底部开口10a的宽度从第一侧面1b向第二侧面1c逐渐
变宽。
41.图10显示图6所示的烙铁头1的定位槽10的第一边缘a与线缆2的弯折的端部导体20不干涉的示意图。
42.如图6-7和图10所示,在图示的实施例中,当线缆2的端部导体20相对于线缆2的轴向被弯折一定角度时,线缆2的端部导体20也不会与定位槽10的底部开口10a的第一边缘a干涉。因此,在本实用新型中,线缆2的弯折的端部导体20也能够被容纳和定位在烙铁头1的定位槽10中,因此,在焊接线缆2的端部导体20之前,无需拉直线缆2的端部导体20,简化了线缆2的焊接操作。
43.如图6至图10所示,在图示的实施例中,定位槽10的梯形横截面的两个腰相等,使得定位槽10的横截面呈无下底的等腰梯形。但是,本实用新型不局限于此,定位槽10的横截面也可以呈无下底的不等腰梯形。
44.如图6至图10所示,在图示的实施例中,定位槽10的底部开口10a的两个第一边缘a的长度相等。
45.如图6至图10所示,在图示的实施例中,定位槽10的底部开口10a的两个第一边缘a与定位槽10的纵向之间的夹角相等。
46.如图6至图10所示,在本实用新型的一个实例性的实施例中,定位槽10的底部开口10a的第一边缘a与定位槽10的纵向之间的夹角大于零度且小于90度。
47.如图6至图10所示,在本实用新型的一个实例性的实施例中,定位槽10的底部开口10a的第一边缘a与定位槽10的纵向之间的夹角大于5度且小于45度。例如,定位槽10的底部开口10a的第一边缘a与定位槽10的纵向之间的夹角可以为10度、20度、30度或其他合适的角度。
48.如图6至图10所示,在图示的实施例中,定位槽10具有与底部开口10a相对的上底面10d。定位槽10的上底面10d沿定位槽10的纵向在第一侧面1b和第二侧面1c之间延伸。定位槽10的上底面10d具有在第一侧面1b和第二侧面1c之间延伸的两个第二边缘d。定位槽10的上底面10d的两个第二边缘d分别平行于定位槽10的底部开口10a的两个第一边缘a。
49.如图6至图10所示,在图示的实施例中,定位槽10的上底面10d的两个第二边缘d之间的在定位槽10的横向上的距离从第一侧面1b向第二侧面1c逐渐增大。即,定位槽10的上底面10d的宽度从第一侧面1b向第二侧面1c逐渐变宽。
50.如图6至图10所示,在图示的实施例中,定位槽10的底部开口10a的两个第一边缘a和定位槽10的上底面10d的两个第二边缘d的长度相等。
51.如图6至图10所示,在图示的实施例中,定位槽10具有位于烙铁头1的第一侧面1b上的第一侧部开口10b。烙铁头1的第一侧面1b与定位槽10的横向平行,使得第一侧部开口10b呈无下底的梯形。
52.如图6至图10所示,在图示的实施例中,定位槽10具有位于烙铁头1的第二侧面1c上的第二侧部开口10c。烙铁头1的第二侧面1c与定位槽10的横向平行,使得第二侧部开口10c呈无下底的梯形。
53.如图6至图10所示,在图示的实施例中,第一侧部开口10b和第二侧部开口10c呈无下底的等腰梯形。第一侧部开口10b的腰长等于第二侧部开口10c的腰长。第二侧部开口10c的上底c大于第一侧部开口10b的上底b。
54.如图6至图10所示,在图示的实施例中,在用烙铁头1焊接线缆2的端部导体20时,线缆2的端部导体20穿过第一侧部开口10b和第二侧部开口10c并被定位在第一侧部开口10b的两个腰之间。
55.如图6至图10所示,在图示的实施例中,烙铁头1的底面1a与第一侧面1b和第二侧面1c垂直且与定位槽10的上底面10d平行。
56.如图6至图10所示,在本实用新型的一个实例性的实施例中,还公开一种焊接设备。该焊接设备包括烙铁头1和用于加热烙铁头1的加热装置。该加热装置可以为电加热装置。
57.本领域的技术人员可以理解,上面所描述的实施例都是示例性的,并且本领域的技术人员可以对其进行改进,各种实施例中所描述的结构在不发生结构或者原理方面的冲突的情况下可以进行自由组合,这些变化理应落入本实用新型的保护范围以内。
58.虽然结合附图对本实用新型进行了说明,但是附图中公开的实施例旨在对本实用新型优选实施方式进行示例性说明,而不能理解为对本实用新型的一种限制。
59.虽然本实用新型的总体构思的一些实施例已被显示和说明,本领域普通技术人员将理解,在不背离本实用新型的总体构思的原则和精神的情况下,可对这些实施例做出改变,本实用新型的范围以权利要求和它们的等同物限定。
60.应注意,措词“包括”不排除其它元件或步骤,措词“一”或“一个”不排除多个。另外,权利要求的任何元件标号不应理解为限制本实用新型的范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1