一种斜螺钉止动孔防差错工装的制作方法
1.本实用新型涉及一种防差错装置,尤其适用于金属舱段对接斜螺钉孔内止动孔的加工及检测。
背景技术:
2.目前我国战术武器大型金属舱段,常见的对接方式有轴向对接、径向对接,其中径向对接最为常见的为斜孔对接,一般斜孔内常带有堵塞止动孔如图1所示,对这类孔的加工方法需采用五轴加工中心进行加工,加工时,通常需要通过机床各运动轴的相互运动,将斜孔轴线调整到与机床主轴轴线同轴,进而实现对斜孔的加工;就目前各加工车间机床类型的配比,五轴机床在车间的占比在5%左右,由于此类金属舱段斜孔加工时需五轴设备加工,直接影响其它需要五轴及以上铣加工中心加工产品的加工,产品总体加工成本提高。
[0003]“利用立铣床结合分度头加工斜孔的方法”(金属加工第55卷第1期2021年1月)一文介绍了通过立铣床与分度头的角度互补。解决了斜孔难加工问题,此方法是将万能分度头固定在立铣床的工作台面上,将所加工的工件装夹在万能分度头的卡盘上,将立铣头分度成所要加工的角度,同时采用角度互补法,把立铣头不够的角度,用万能分度头补充,直至将斜孔轴线与机床主轴轴线同轴,才能满足加工精度的位置要求。
[0004]
对于大型金属舱段类斜孔以上方法,在投入成本较高、使用局限性大。
技术实现要素:
[0005]
本实用新型解决的技术问题是:克服现有技术的不足,提供一种体积小、重量轻、可靠性高的斜孔内止动孔的加工装置。
[0006]
本实用新型解决技术的方案是:一种斜螺钉止动孔防差错工装,包括:锁紧螺栓、钻套、斜面定位套、平垫、锁紧螺母;
[0007]
所述锁紧螺栓通过壳体工件斜孔与壳体斜孔台阶面贴合,锁紧螺栓穿过所述壳体工件斜孔部分套装斜面定位套,斜面定位套的斜面与所述壳体工件端面贴合且与锁紧螺栓之间无相对运动,斜面定位套的底部平面放置平垫,通过拧紧锁紧螺母实现工装与壳体工件定位;所述锁紧螺栓上设置定位孔用于安装钻套,所述钻套与壳体工装斜孔内的止动孔位置对应。
[0008]
优选的,斜面定位套与锁紧螺栓之间通过键槽配合的方式实现二者之间的相对固定,并同时保证转套轴线与所述止动孔轴线重合。
[0009]
优选的,所述锁紧螺栓上设置键槽、斜面定位套上设置对应的键,二者之间间隙配合。
[0010]
优选的,工装内锁紧螺栓上定位孔、键槽以及斜面定位套上的键、斜面之间的相对位置不超过设计要求的公差范围。
[0011]
优选的,工装内锁紧螺栓上定位孔、键槽以及斜面定位套上的键、斜面之间的相对位置不超过0.1mm。
[0012]
优选的,钻套外径与锁紧螺栓定位孔为过盈配合。
[0013]
优选的,所述锁紧螺栓、钻套、斜面定位套均采用t10工具钢。
[0014]
优选的,t10工具钢的热处理硬度hrc60~65。
[0015]
优选的,所述的止动孔用于安装舱段之间连接的非金属止动塞。
[0016]
本实用新型与现有技术相比的有益效果是:
[0017]
(1)本实用新型采用锁紧螺栓通过斜面定位套配合与工件定位可代替现有技术中的局限性。
[0018]
(2)本实用新型工装可复制性强,投入成本低。
[0019]
(3)本实用新型工装通过事先标定关键部件的相对位置,能够实现对斜孔内止动孔位置的相对检测功能。
附图说明
[0020]
图1为本实用新型适用工件简图;
[0021]
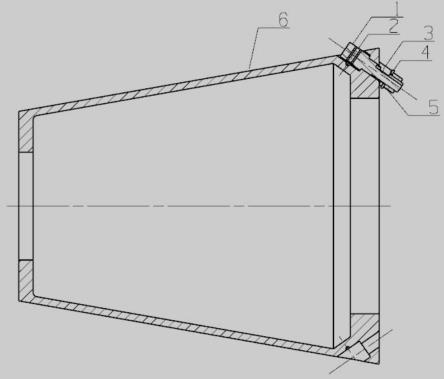
图2为本实用新型机构定位状态工作示意图;
[0022]
图3为本实用新型机构简图。
具体实施方式
[0023]
下面结合实施例对本实用新型作进一步阐述。
[0024]
如图1、2、3所示,本实用新型斜螺钉止动孔防差错工装(亦称装置),包括上锁紧螺栓1、钻套2、斜面定位套3、平垫4、锁紧螺母5;锁紧螺栓1键槽与斜面定位套3键为间隙配合;锁紧螺栓1通过壳体工件6斜孔与壳体斜孔台阶面贴合,安装斜面定位套3,斜面定位套3通过锁紧螺栓1键槽与工件6端面贴合,放入平垫4,拧紧锁紧螺母5;实现装置与工件6定位。
[0025]
锁紧螺栓、钻套、斜面定位套均采用t10工具钢,热处理硬度hrc60~65,钻套外径与锁紧螺栓定位孔为过盈配合;锁紧螺栓键槽与斜面定位套键为间隙配合;通过键槽配合的方式实现锁紧螺栓与斜面定位套之间的相对固定,并同时保证转套轴线与所述止动孔轴线重合。
[0026]
本实用新型工装能够变相的实现止动孔位置的检测。工装内锁紧螺栓上定位孔、键槽以及斜面定位套上的键、斜面之间的相对位置不超过设计要求的公差范围(例如可以达到不超过0.1mm),通过上述相对位置的保证满足止动孔加工时的位置。上述止动孔用于安装舱段之间连接的非金属止动塞。
[0027]
按照图1~3所述的连接关系组成的定位装置,图2中所述定位关系,最终实现装置与工件定位。本实用新型装置可复制性高,投入成本较低。
[0028]
本实用新型虽然已以较佳实施例公开如上,但其并不是用来限定本实用新型,任何本领域技术人员在不脱离本实用新型的精神和范围内,都可以利用上述揭示的方法和技术内容对本实用新型技术方案做出可能的变动和修改,因此,凡是未脱离本实用新型技术方案的内容,依据本实用新型的技术实质对以上实施例所作的任何简单修改、等同变化及修饰,均属于本实用新型技术方案的保护范围。
技术特征:
1.一种斜螺钉止动孔防差错工装,其特征在于包括:锁紧螺栓、钻套、斜面定位套、平垫、锁紧螺母;所述锁紧螺栓通过壳体工件斜孔与壳体斜孔台阶面贴合,锁紧螺栓穿过所述壳体工件斜孔部分套装斜面定位套,斜面定位套的斜面与所述壳体工件端面贴合且与锁紧螺栓之间无相对运动,斜面定位套的底部平面放置平垫,通过拧紧锁紧螺母实现工装与壳体工件定位;所述锁紧螺栓上设置定位孔用于安装钻套,所述钻套与壳体工装斜孔内的止动孔位置对应。2.根据权利要求1所述的工装,其特征在于:斜面定位套与锁紧螺栓之间通过键槽配合的方式实现二者之间的相对固定,并同时保证转套轴线与所述止动孔轴线重合。3.根据权利要求2所述的工装,其特征在于:所述锁紧螺栓上设置键槽、斜面定位套上设置对应的键,二者之间间隙配合。4.根据权利要求3所述的工装,其特征在于:工装内锁紧螺栓上定位孔、键槽以及斜面定位套上的键、斜面之间的相对位置不超过设计要求的公差范围。5.根据权利要求3所述的工装,其特征在于:工装内锁紧螺栓上定位孔、键槽以及斜面定位套上的键、斜面之间的相对位置不超过0.1mm。6.根据权利要求1所述的工装,其特征在于:钻套外径与锁紧螺栓定位孔为过盈配合。7.根据权利要求1所述的工装,其特征在于:所述锁紧螺栓、钻套、斜面定位套均采用t10工具钢。8.根据权利要求7所述的工装,其特征在于:t10工具钢的热处理硬度hrc60~65。9.根据权利要求1所述的工装,其特征在于:所述的止动孔用于安装舱段之间连接的非金属止动塞。
技术总结
本实用新型涉及一种斜螺钉止动孔防差错工装,包括:锁紧螺栓、钻套、斜面定位套、平垫、锁紧螺母;所述锁紧螺栓通过壳体工件斜孔与壳体斜孔台阶面贴合,锁紧螺栓穿过所述壳体工件斜孔部分套装斜面定位套,斜面定位套的斜面与所述壳体工件端面贴合且与锁紧螺栓之间无相对运动,斜面定位套的底部平面放置平垫,通过拧紧锁紧螺母实现工装与壳体工件定位;所述锁紧螺栓上设置定位孔用于安装钻套,所述钻套与壳体工装斜孔内的止动孔位置对应。壳体工装斜孔内的止动孔位置对应。壳体工装斜孔内的止动孔位置对应。
技术研发人员:时立群 刘晓亮 邵磊 齐二永 肖利奇 庞灵刚
受保护的技术使用者:北京航天卓越精密机械制造有限公司
技术研发日:2022.05.13
技术公布日:2023/2/2
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1