一种散热片冲压成型模具的制作方法
1.本实用新型属于散热片生产技术领域,具体涉及一种散热片冲压成型模具。
背景技术:
2.散热片生产时需要使用冲压模具进行冲压成型,因此需要使用专用的成型模具,但是现在的成型模具大都存在一定的不足,普通的成型模具大都结构简单,使用油缸推动冲压块与散热片进行接触即可完成冲压,不同的散热片形状需要使用不同的冲压块来进行生产,普通的成型模具更换冲压块较为不便,并且一般的模具冲压深度都是固定的,不能根据冲压深度要求进行相应调节。
3.因此,针对上述装置无法快速更换冲压块,不能控制冲压深度的问题,亟需得到解决,以改善装置的使用场景。
技术实现要素:
4.(1)要解决的技术问题
5.针对现有技术的不足,本实用新型的目的在于提供一种散热片冲压成型模具,该成型模具旨在解决现有技术下无法快速更换冲压块,不能控制冲压深度的技术问题。
6.(2)技术方案
7.为了解决上述技术问题,本实用新型提供了这样一种散热片冲压成型模具,该成型模具包括固定底板、设置于所述固定底板顶部用于固定安装零件的固定顶板、设置于所述固定底板和所述固定顶板之间用于控制移动的导向板;所述固定底板与所述固定顶板之间焊接有用于固定支撑的导向杆,所述导向板上设有用于固定连接的安装孔,所述导向杆卡设在所述安装孔内,所述导向板底部设有用于安装零部件的安装板,所述安装板底部设有用于冲压成型的上模具冲压块,所述固定底板上设有用于冲压成型的下模具块。
8.优选地,所述上模具冲压块顶部设有用于固定连接的连接槽,所述安装板底部设有用于固定连接的连接块,所述连接块设置于所述连接槽内,所述连接块两侧内部均设有用于容置零件的容置腔,所述容置腔的内壁上通过弹簧熔接有设有用于控制零部件移动的金属片,所述金属片一侧设有用于固定定位的定位销块,所述容置腔一侧设有用于通口,所述连接槽的内壁两侧均设有用于固定连接的定位键槽,所述定位销块一端穿过所述通口卡设在所述定位键槽内,通过定位销块能够对连接块及安装板进行固定,从而能够方便上模具冲压块的固定及拆卸。
9.进一步的,所述下模具块上设有用于排出散热片的模槽,所述固定底板上设有用于排出物料的排放槽,所述下模具块上设有用于布置零部件的控制槽,所述下模具块底部设有用于放置零件的放置槽,所述放置槽与所述控制槽之间设有用于连通的槽孔,所述放置槽内设有用于固定放置的塑胶吸盘,所述控制槽内设有用于控制零部件移动的控制片,所述控制片与所述塑胶吸盘之间设有用于连接零件的控制杆,所述控制杆卡设在所述槽孔内,所述控制片与所述控制槽的内壁之间设有用于限制位置的控制弹簧,通过下模具块能
够内部结构能够方便在使用时固定下模具块,并且能够方便更换不同的下模具块。
10.更进一步的,所述固定顶板与所述导向板之间设有用于控制零部件移动的移动板,所述移动板两端紧贴在所述导向杆一侧,所述移动板底部设有用于控制零部件移动的冲压油缸,所述导向板安装在所述冲压油缸一端,所述移动板顶部设有用于调节位置的调节杆,所述固定顶板顶部设有用于零件固定的固定孔,所述调节杆顶部穿过所述固定孔设置于所述固定顶部,通过调节杆能够方便调节移动板及冲压油缸的使用位置。
11.更进一步的,所述固定顶部一侧设有用于零部件布置的安放板,所述安放板底部设有用于提供驱动动力的驱动电机,所述安放板顶部设有用于调节零件位置的调节丝杠,所述调节丝杠安装在所述驱动电机的输出轴上,所述调节丝杠上啮合安装有用于调节位置的调节螺环,所述调节螺环与所述调节杆之间设有用于联动控制的联动杆,驱动电机带动调节丝杠转动时能够利用调节螺环的位置,从而能够根据生产要求调节冲压油缸及上模具冲压块。
12.(3)有益效果
13.与现有技术相比,本实用新型的有益效果在于:
14.1、本实用新型能够根据生产需要快速更换不同规格的上模具冲压块及下模具块,因此使用方便灵活,使用范围广;
15.2、本实用新型中能够根据生产要求调节冲压深度,并且调节操作简单,能够快速完成调节,因此方便生产。
附图说明
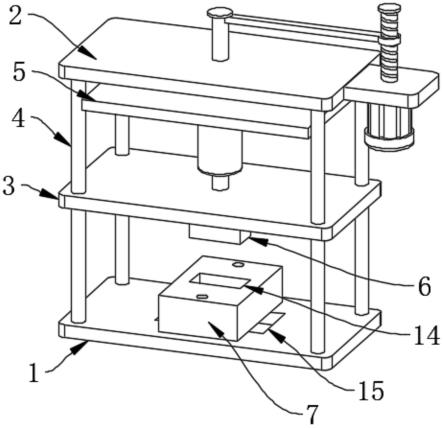
16.图1为本实用新型装置一种具体实施方式的立体图;
17.图2为本实用新型装置一种具体实施方式的仰视立体图;
18.图3为本实用新型装置一种具体实施方式的上模具冲压块剖面视图;
19.图4为本实用新型装置一种具体实施方式的下模具块剖面视图;
20.附图中的标记为:1、固定底板;2、固定顶板;3、导向板;4、导向杆;5、安装板;6、上模具冲压块;7、下模具块;8、连接槽;9、连接块;10、弹簧;11、金属片;12、定位销块;13、定位键槽;14、模槽;15、排放槽;16、塑胶吸盘;17、控制片;18、控制杆;19、控制弹簧;20、移动板;21、冲压油缸;22、调节杆;23、安放板;24、驱动电机;25、调节丝杠;26、调节螺环;27、联动杆。
具体实施方式
21.本具体实施方式是一种散热片冲压成型模具,其结构示意图如图1所示,该成型模具包括固定底板1、设置于固定底板1顶部用于固定安装零件的固定顶板2、设置于固定底板1和固定顶板2之间用于控制移动的导向板3;固定底板1与固定顶板2之间焊接有用于固定支撑的导向杆4,导向板3上设有用于固定连接的安装孔,导向杆4卡设在安装孔内,导向板3底部设有用于安装零部件的安装板5,安装板5底部设有用于冲压成型的上模具冲压块6,固定底板1上设有用于冲压成型的下模具块7,本实用进行冲压成型时,将散热片原料板放置到下模具块7上,在冲压装置的推动下能够将上模具冲压块6向下推动,上模具冲压块6能够挤压散热片原料板,从而能够完成冲压成型。
22.其中,上模具冲压块6顶部设有用于固定连接的连接槽8,安装板5底部设有用于固定连接的连接块9,连接块9设置于连接槽8内,连接块9两侧内部均设有用于容置零件的容置腔,容置腔的内壁上通过弹簧10熔接有设有用于控制零部件移动的金属片11,金属片11一侧设有用于固定定位的定位销块12,容置腔一侧设有用于通口,连接槽8的内壁两侧均设有用于固定连接的定位键槽13,定位销块12一端穿过通口卡设在定位键槽13内,上模具冲压块6通过定位销块12一端卡设在定位键槽13内完成固定安装,当需要更换不同规格的上模具冲压块6时,将电磁块与外接电源连接,电磁块能够产生磁性并吸引金属片11,金属片11能够挤压弹簧10并行电磁块方向移动,同时定位销块12能够从定位键槽13内移出,当定位销块12从定位键槽13内完全移出时,上模具冲压块6与连接块9之间无固定连接关系,因此能够直接将上模具冲压块6拆卸,从而能够方便不同规格的上模具冲压块6。
23.此外,下模具块7上设有用于排出散热片的模槽14,固定底板1上设有用于排出物料的排放槽15,下模具块7上设有用于布置零部件的控制槽,下模具块7底部设有用于放置零件的放置槽,放置槽与控制槽之间设有用于连通的槽孔,放置槽内设有用于固定放置的塑胶吸盘16,控制槽内设有用于控制零部件移动的控制片17,控制片17与塑胶吸盘16之间设有用于连接零件的控制杆18,控制杆18卡设在槽孔内,控制片17与控制槽的内壁之间设有用于限制位置的控制弹簧19,下模具块7与上模具冲压块6是配套使用的,更换不同规格的上模具冲压块6时也需要更换不同的下模具块7,下模具块7固定放置到固定底板1上时,将控制片17向下按压,控制片17能够挤压控制弹簧19并通过控制杆18推动塑胶吸盘16向下移动,塑胶吸盘16与固定底板1接触时能够吸附在其上方,松开控制片17后塑胶吸盘16与固定底板1之间会产生负压,从而能够固定吸附在固定底板1上,需要更换新的下模具块7时再次将控制片17向下按压,塑胶吸盘16与固定底板1之间的负压强度能够减小,然后直接向上拉起下模具块7即可完成拆卸并换上新的下模具块7即可。
24.在此还需要特别说明的是,利用固定顶板2上设置结构能够根据需要调节冲压深度。
25.固定顶板2与导向板3之间设有用于控制零部件移动的移动板20,移动板20两端紧贴在导向杆4一侧,移动板20底部设有用于控制零部件移动的冲压油缸21,导向板3安装在冲压油缸21一端,移动板20顶部设有用于调节位置的调节杆22,固定顶板2顶部设有用于零件固定的固定孔,调节杆22顶部穿过固定孔设置于固定顶部,固定顶部一侧设有用于零部件布置的安放板23,安放板23底部设有用于提供驱动动力的驱动电机24,安放板23顶部设有用于调节零件位置的调节丝杠25,调节丝杠25安装在驱动电机24的输出轴上,调节丝杠25上啮合安装有用于调节位置的调节螺环26,调节螺环26与调节杆22之间设有用于联动控制的联动杆27。
26.使用本技术方案的装置时,能够根据生产要求调节冲压深度,调节时,将驱动电机24与外接电源连接,驱动电机24能够带动调节丝杠25转动,由于调节螺环26啮合安装在调节丝杠25上,并且联动杆27固定在调节螺环26与调节杆22之间,因此调节丝杠25转动时能够带动调节螺环26上下移动时,从而能够带动联动杆27和调节杆22上下移动,进而能够移动板20、冲压油缸21和导向板3上下移动,从而能够调节上模具冲压块6与下模具块7之间的间距,由于冲压油缸21的伸出长度时固定的,因此能够调节冲压深度,调节到合适位置后关闭驱动电机24即可。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1