一种H钢生产用龙门焊机的制作方法
一种h钢生产用龙门焊机
技术领域
1.本技术涉及h钢生产的领域,尤其是涉及一种h钢生产用龙门焊机。
背景技术:
2.龙门焊机是一种通过自动化,机械化实现焊接工件的直线焊缝自动完成的自动化焊接设备。龙门焊机主要由龙门架、横梁、焊头调节机构、焊丝盘支架等组成。通过龙门行走移动焊枪进行焊接,调整横移滑板、升降导柱及微调机构调整焊枪的焊接位置,保证焊枪始终对准焊缝。可大量代替人工,大幅度提高生产效率和焊接质量,降低劳动成本,改善焊接工人的劳动环境。
3.目前,公告号为cn212217401u的中国实用新型专利公开了一种单弧双丝龙门焊机,包括:两个平行设置的行走轨道,行走轨道上设有行走架、行走架上设有龙门架,龙门架之间通过横梁连接,横梁上固定连接横向导轨,横向导轨中心两侧对称设置两套滑鞍机构,滑鞍机构背部与所述横向导轨滑动连接,滑鞍机构前端与立柱滑动连接,所述的立柱下端与变截面跟踪机构相连。
4.针对上述中的相关技术,发明人认为在使用龙门焊机对h钢进行焊接时,h钢的腹板与翼板之间存在夹角,每次焊接前需要根据h钢的尺寸对焊头的角度进行调节,存在h钢焊接不便的缺陷。
技术实现要素:
5.为了缓解h钢焊接不便的问题,本技术提供一种h钢生产用龙门焊机。
6.本技术提供的一种h钢生产用龙门焊机,采用如下的技术方案:
7.一种h钢生产用龙门焊机,包括焊机本体和支撑装置,所述焊机本体包括龙门架、两个行走架、两根滑轨和焊头,两根所述滑轨均固定连接在地面上,两根所述滑轨平行设置,两个所述行走架分别滑动连接在两根所述滑轨上,所述龙门架固定连接在两根所述行走架之间,所述龙门架平行于地面,所述焊头均滑动连接在所述龙门架上,所述支撑装置用于对h钢的腹板与翼板之间夹角的朝向进行调节。
8.通过采用上述技术方案,在焊机本体下方设置支撑装置,在对h钢的腹板与翼板连接处进行焊接时,利用支撑装置对h钢的腹板与翼板之间夹角的朝向进行调节,使h钢的腹板与翼板之间夹角朝向靠近焊头的方向,提高h钢焊接的便捷性。
9.可选的,所述支撑装置包括底座、固定机构和转动机构,所述转动机构连接在所述底座远离地面的一侧,所述固定机构连接在所述转动机构上,所述固定机构用于对h钢进行固定。
10.通过采用上述技术方案,固定机构通过转动机构连接在底座上,利用固定机构对h钢进行固定,使h钢的腹板与翼板之间夹角朝向靠近焊头的方向;转动机构对固定机构进行转动,使h钢的腹板两侧的焊缝均可朝向靠近焊头的方向,提高h钢的焊接效率。
11.可选的,所述转动机构包括电机、转动轴和多个转动盘,所述转动轴转动连接在所
述底座上,所述电机与底座固定连接,所述电机与所述转动轴传动连接,多个所述转动盘均同轴固定连接在所述转动轴上,所述固定机构与所述转动盘固定连接。
12.通过采用上述技术方案,电机驱动转动轴转动,转动轴转动带动多个转动盘同步转动,从而对固定机构进行转动。
13.可选的,所述固定机构包括多组承托组件,多组所述承托组件与多个所述转动盘一一对应设置,所述承托组件包括承托杆、第一限位杆和第二限位杆,所述承托杆与所述转动盘固定连接,所述第一限位杆和所述第二限位杆均连接在所述承托杆远离所述转动盘的一侧,所述第一限位杆和所述第二限位杆用于对h钢的移动进行限制。
14.通过采用上述技术方案,在转动盘上固定连接承托杆,承托杆上连接有第一限位杆和第二限位杆,h钢放置在第一限位杆与第二限位杆之间,利用承托杆对h钢进行承托,第一限位杆和第二限位杆对h钢的滑动进行限制。
15.可选的,所述第一限位杆与所述承托杆固定连接,所述第二限位杆与所述承托杆滑动连接,所述承托杆上设置有驱动组件,所述驱动组件与所述第二限位杆连接,所述驱动组件用于驱动所述第二限位杆滑动。
16.通过采用上述技术方案,第二限位杆与承托杆滑动连接,驱动组件驱动第二限位杆滑动,h钢放置到第一限位杆与第二限位杆之间后,驱动组件推动第二限位杆向靠近第一限位杆的方向移动,使第二限位杆与h钢的翼板抵接,提高固定机构与h钢连接的紧密性。
17.可选的,所述驱动组件包括电推缸,所述电推缸与所述承托杆固定连接,所述电推缸的活塞杆与所述第二限位杆固定连接,所述电推缸位于所述第二限位杆远离所述第一限位杆的一侧。
18.通过采用上述技术方案,在承托杆上固定连接电推缸,电推缸位于第二限位杆远离第一限位杆的一侧,利用电推缸驱动第二限位杆沿承托杆滑动,提高固定机构工作的稳定性。
19.可选的,所述底座上设置有多组辅助支撑机构,多组所述辅助支撑机构与多根所述承托杆一一对应设置,所述辅助支撑机构包括两根支撑柱,两根所述支撑柱均与所述底座固定连接,两根所述支撑柱分别位于靠近所承托杆长度方向的两端的位置,两根所述支撑柱用于对所述承托杆进行支撑。
20.通过采用上述技术方案,在底座上固定连接支撑柱,利用支撑柱对承托杆进行支撑,提高固定机构对h钢承托的稳定性。
21.综上所述,本技术包括以下至少一种有益技术效果:
22.1.通过在焊机本体下方设置支撑装置,在对h钢的腹板与翼板连接处进行焊接时,利用支撑装置对h钢的腹板与翼板之间夹角的朝向进行调节,使h钢的腹板与翼板之间夹角朝向靠近焊头的方向,提高h钢焊接的便捷性;
23.2.通过将第二限位杆与承托杆滑动连接,驱动组件驱动第二限位杆滑动,h钢放置到第一限位杆与第二限位杆之间后,驱动组件推动第二限位杆向靠近第一限位杆的方向移动,使第二限位杆与h钢的翼板抵接,提高固定机构与h钢连接的紧密性;
24.3.通过在底座上固定连接支撑柱,利用支撑柱对承托杆进行支撑,提高固定机构对h钢承托的稳定性。
附图说明
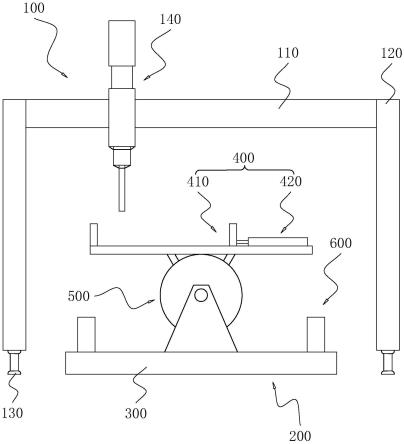
25.图1是本技术实施例的整体结构示意图;
26.图2是本技术实施例中固定机构部分的结构示意图;
27.图3是本技术实施例中转动机构部分的结构示意图。
28.附图标记:100、焊机本体;110、龙门架;120、行走架;130、滑轨;140、焊头;200、支撑装置;300、底座;400、固定机构;410、承托组件;411、承托杆;412、第一限位杆;413、第二限位杆;420、驱动组件;421、电推缸;500、转动机构;510、电机;520、转动轴;530、转动盘;600、辅助支撑机构;610、支撑柱。
具体实施方式
29.以下结合附图1-3对本技术作进一步详细说明。
30.本技术实施例公开一种h钢生产用龙门焊机。参照图1和图2,一种h钢生产用龙门焊机包括焊机本体100,焊机本体100包括两根平行设置的滑轨130,两根滑轨130均固定连接在地面上,两根所述滑轨130上均滑动连接有行走架120,两个行走架120之间固定连接有水平设置的龙门架110,龙门架110上滑动连接有焊头140;两个行走架120带动龙门架110沿滑轨130的长度方向移动,焊头140滑动连接在龙门架110上,焊头140沿龙门架110的长度方向移动来对焊接位置进行调节。两个行走架120之间设置有支撑装置200,在对h钢的腹板与翼板连接处进行焊接时,利用支撑装置200对h钢的腹板与翼板之间夹角的朝向进行调节,使h钢的腹板与翼板之间夹角朝向靠近焊头140的方向,提高h钢焊接的便捷性。
31.参照图和图3,支撑装置200包括底座300,底座300上安装有转动机构500,转动机构500上安装有固定机构400,利用固定机构400对h钢进行固定,h钢固定在固定机构400上后,利用转动机构500对固定机构400进行转动,使h钢的腹板与翼板之间夹角朝向靠近焊头140的方向。
32.参照图2和图3,转动机构500包括水平设置的转动轴520,转动轴520转动连接在底座300上,底座300上固定连接有电机510,电机510的输出轴与转动轴520同轴固定连接。转动轴520上同轴固定连接有多个转动盘530,多个转动盘530沿转动轴520的长度方向等间隔设置。
33.固定机构400包括多组承托组件410,多组承托组件410与多个转动盘530一一对应设置。承托组件410包括承托杆411,承托杆411与转动盘530的侧壁固定连接,承托杆411的长度方向与转动盘530的转动轴520线垂直。承托杆411远离转动盘530的侧壁上安装有第一限位杆412,第一限位杆412与承托杆411固定连接,第一限位杆412位于靠近承托杆411长度方向的一端的位置。承托杆411远离转动盘530的侧壁上还安装有第二限位杆413,第二限位杆413与承托杆411滑动连接,第一限位杆412和第二限位杆413均与承托杆411垂直,第二限位杆413远离第一限位杆412的一侧安装有驱动组件420,驱动组件420包括电推缸421,电推缸421与承托杆411固定连接,电推缸421的活塞杆与第二限位杆413固定连接。
34.通过将第一限位杆412与承托杆411固定连接,第二限位杆413与承托杆411滑动连接,h钢放置到第一限位杆412与第二限位杆413之间后,电推缸421推动第二限位杆413向靠近第一限位杆412的方向移动,使第二限位杆413与h钢的翼板抵接,提高固定机构400与h钢连接的紧密性。
35.参照图1和图2,底座300上安装有多组辅助支撑机构600,多组辅助支撑机构600与多根承托杆411一一对应设置。辅助支撑机构600包括两根支撑柱610,两根支撑柱610均与底座300固定连接,两根支撑柱610均位于承托杆411的下方,两根支撑柱610分别位于靠近承托杆411长度方向的两端的位置,在对h钢进行焊接时,利用支撑柱610对承托杆411进行支撑,提高固定机构400对h钢承托的稳定性。
36.本技术实施例一种h钢生产用龙门焊机的实施原理为:通过在焊机本体100下方设置支撑装置200,在对h钢的腹板与翼板连接处进行焊接时,利用支撑装置200对h钢的腹板与翼板之间夹角的朝向进行调节,使h钢的腹板与翼板之间夹角朝向靠近焊头140的方向,提高h钢焊接的便捷性。
37.以上均为本技术的较佳实施例,并非依此限制本技术的保护范围,故:凡依本技术的结构、形状、原理所做的等效变化,均应涵盖于本技术的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1