一种锌筒裁剪装置的制作方法
1.本技术涉及锌筒加工设备的领域,尤其是涉及一种锌筒裁剪装置。
背景技术:
2.锌饼是由锌制成的原料,在工业生产中广泛应用。锌筒由r03、r6、r14、r12、r20、r25电池锌饼压制而成,形状为圆筒状,且一端为开口端,另一端为封闭端。
3.针对上述中的相关技术,发明人认为存在有以下缺陷:锌筒在制作过程中,各个锌筒的长度难以保持一致,从而会降低锌筒的品质。
技术实现要素:
4.为了使各个锌筒的长度尽量保持一致,以此提高锌筒的品质,本技术提供一种锌筒裁剪装置。
5.本技术提供的一种锌筒裁剪装置,采用如下的技术方案:
6.一种锌筒裁剪装置,包括模具杆、推动杆与切割刀,所述推动杆用于推动锌筒封闭端直至所述模具杆一端用于与锌筒开口端插接,所述模具杆远离所述推动杆的一端连接有用于转动所述模具杆的第一驱动件,所述切割刀位于所述模具杆的一侧且连接有用于转动所述切割刀的第一电机,所述模具杆的转动轴线与所述切割刀的转动轴线平行,所述第一电机连接有第二驱动件,所述第二驱动件用于移动所述第一电机以实现所述切割刀靠近或远离所述模具杆。
7.通过采用上述技术方案,推动杆可朝向模具杆推动锌筒的封闭端,锌筒的开口端插入模具杆的端部,第一驱动件转动模具杆,模具杆带动锌筒转动,第一电机转动切割刀,同时第二驱动件推动第一电机,切割刀靠近锌筒移动直至切割锌筒,可切割锌筒开口端的多余部分,以此可使各个锌筒的长度尽量保持一致,以此提高锌筒的品质。
8.优选的,所述模具杆一侧设有气缸,所述气缸的活塞杆长度方向与所述模具杆长度方向一致,所述气缸的活塞杆端部连接有用于推动锌筒的推动片以实现锌筒从所述模具杆端部脱落。
9.通过采用上述技术方案,切割刀切割完锌筒后,第二驱动件移动电机以使切割刀远离锌筒,气缸的活塞杆通过推动推动片,可从模具杆端部推落切割完的锌筒,以便对下一个锌筒加工。
10.优选的,还包括输送带,所述输送带两侧沿长度方向分别设有第一限位板与第二限位板,所述第一限位板开设有第一孔,所述第二限位板开设有第二孔,所述第一孔孔径大于锌筒直径,所述第二孔孔径小于锌筒直径且大于所述推动杆直径,所述推动杆一端穿过所述第二孔后推动锌筒以使锌筒通过所述第一孔后与所述模具杆连接。
11.通过采用上述技术方案,输送带可输送锌筒,锌筒两端限位在第一限位板与第二限位板之间,当锌筒输送至两端分别与第一孔、第二孔正对时,推动杆穿过第二孔并朝向第一孔推动锌筒,可使锌筒开口端穿过第一孔后套在模具杆端部上,锌筒切割完后,气缸通过
推动片推动锌筒开口端,锌筒穿过第一孔后的封闭端通过第二孔限位,以此可推动锌筒回到输送带上。
12.优选的,所述第一电机的输出轴连接有圆杆,所述切割刀连接于所述圆杆周壁上,所述第二驱动件移动所述切割刀靠近所述模具杆时,所述圆杆周壁用于与锌筒周壁接触以实现转动锌筒。
13.通过采用上述技术方案,圆杆在转动时与锌筒周壁接触,圆杆与模具杆可一同带动锌筒转动,同时圆杆可将锌筒限位在模具杆上,可尽量避免锌筒从模具杆上脱落。
14.优选的,所述模具杆沿中心轴线开设有气孔,所述模具杆远离所述推动杆的一端连接有气源,所述气源与所述气孔连通,所述气源用于向所述气孔中输气。
15.通过采用上述技术方案,锌筒切割完后,气源向气孔中输气,气孔出气可吹落模具杆上切割完的锌筒,以便对下一个锌筒加工。
16.优选的,所述气源包括输气管与气泵,所述输气管一端与所述气孔插接,所述输气管另一端与所述气泵连通。
17.通过采用上述技术方案,气泵通过输气管向气孔输气,以此可吹落模具杆上的锌筒,方便锌筒从模具杆上脱落。
18.优选的,所述模具杆周壁上开设有环形槽,所述切割刀切割锌筒时,所述切割刀的切割部位于所述环形槽中。
19.通过采用上述技术方案,第二驱动件移动切割刀靠近模具杆,切割刀切割锌筒时,切割刀的切割部进入环形槽中,以此可使切割刀在切割锌筒时不与模具杆接触,同时可降低对第二驱动件的移动精度的要求,可方便第二驱动件移动切割刀。
20.优选的,所述第一驱动件包括第一齿轮、第二齿轮与第二电机,所述第一齿轮套设于所述模具杆的一端且与所述模具杆周壁固定,所述第二齿轮与所述第一齿轮啮合,所述第二齿轮与所述第二电机的输出轴连接。
21.通过采用上述技术方案,第二电机带动第二齿轮转动,第二齿轮转动时带动与其啮合的第一齿轮转动,第一齿轮以此可带动模具杆转动。
22.优选的,还包括防护罩,所述防护罩罩设于所述模具杆上方。
23.通过采用上述技术方案,防护罩可阻挡切割刀从锌筒上切割下来的余料,可尽量避免余料飞溅,以此可提高安全性。
24.优选的,所述防护罩下方设有收集箱,所述收集箱用于收集所述切割刀切割锌筒产生的余料。
25.通过采用上述技术方案,切割刀从锌筒上切割下来的余料可掉落至收集箱中,以此可回收利用余料,节能环保。
26.综上所述,本技术包括以下至少一种有益技术效果:
27.1.推动杆可朝向模具杆推动锌筒的封闭端,锌筒的开口端插入模具杆的端部,第一驱动件转动模具杆,模具杆带动锌筒转动,第一电机转动切割刀,同时第二驱动件推动第一电机,切割刀靠近锌筒移动直至切割锌筒,可切割锌筒开口端的多余部分,以此可使各个锌筒的长度尽量保持一致,以此提高锌筒的品质;
28.2.圆杆在转动时与锌筒周壁接触,圆杆与模具杆可一同带动锌筒转动,同时圆杆可将锌筒限位在模具杆上,可尽量避免锌筒从模具杆上脱落;
29.3.气泵通过输气管向气孔输气,以此可吹落模具杆上的锌筒,方便锌筒从模具杆上脱落。
附图说明
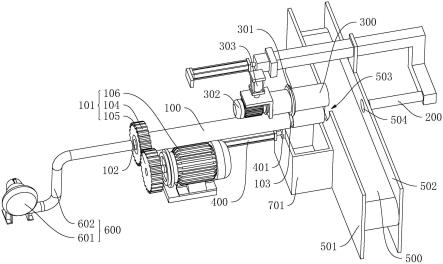
30.图1是本技术实施例一种锌筒裁剪装置的整体结构示意图。
31.图2是本技术实施例一种锌筒裁剪装置的部分结构的爆炸结构示意图,用于展示气孔。
32.图3是本技术实施例一种锌筒裁剪装置的部分结构的正视图,用于展示环形槽。
33.附图标记说明:
34.100、模具杆;101、第一驱动件;102、气孔;103、环形槽;104、第一齿轮;105、第二齿轮;106、第二电机;
35.200、推动杆;
36.300、圆杆;301、切割刀;302、第一电机;303、第二驱动件;
37.400、气缸;401、推动片;
38.500、输送带;501、第一限位板;502、第二限位板;503、第一孔;504、第二孔;
39.600、气源;601、气泵;602、输气管;
40.700、防护罩;701、收集箱。
具体实施方式
41.以下结合全部附图对本技术作进一步详细说明。
42.本技术实施例公开一种锌筒裁剪装置。参照图1与图2,锌筒裁剪装置包括机架、模具杆100、推动杆200、切割刀301与输送带500,模具杆100、推动杆200与切割刀301均连接在机架上,输送带500用于输送锌筒,模具杆100与推动杆200分别位于输送带500的两侧,推动杆200长度方向与模具杆100长度方向一致,推动杆200用于将锌筒推至模具杆100上,切割刀301用于切割锌筒侧壁,可使各个锌筒的长度尽量保持一致,以此提高锌筒的品质。
43.切割刀301呈圆环状,其连接有圆杆300,圆杆300位于模具杆100的上方,圆杆300长度方向与模具杆100长度方向一致。切割刀301套设在圆杆300上并与圆杆300周壁固定。圆杆300一端连接有第一电机302,第一电机302输出轴与圆杆300端部连接,第一电机302用于转动圆杆300,以此带动切割刀301转动。
44.模具杆100与推动杆200均为圆形杆,模具杆100中心轴线与推动杆200中心轴线共线,模具杆100远离推动杆200的一端连接有第一驱动件101,第一驱动件101包括第一齿轮104、第二齿轮105与第二电机106,第一齿轮104套设在模具杆100端部上且与模具杆100周壁固定,第二电机106安装在机架上,第二电机106的输出轴与第二齿轮105连接,第二齿轮105与第一齿轮104啮合,第二电机106驱动第二齿轮105转动,第二齿轮105带动第一齿轮104转动,进而转动模具杆100。
45.第一电机302壳体连接有第二驱动件303,第二驱动件303采用气缸,气缸安装在机架上,气缸的活塞杆长度方向垂直于模具杆100长度方向,第二驱动件303可推动第一电机302,以使切割刀301靠近模具杆100上的锌筒,直至与锌筒接触以切割锌筒。模具杆100周壁上开设有环形槽103,切割刀301在切割锌筒时,切割刀301的切割部进入环形槽103。
46.参照图2与图3,模具杆100下方设置有气缸400,气缸400安装在机架上,气缸400的活塞杆长度方向与模具杆100长度方向一致,气缸400的活塞杆端部连接有推动片401,气缸400推动推动片401以此可推下模具杆100上切割完的锌筒。
47.模具杆100沿中心轴线开设有气孔102,模具杆100远离推动杆200的一端连接有气源600,气源600包括气泵601与输气管602,输气管602一端与气孔102插接,另一端与气泵601连通。
48.参照图1与图2,机架顶部设有防护罩700,切割刀301位于防护罩700下方,防护罩700下方设置有收集箱701,收集箱701可收集切割刀301切割锌筒产生的余料。
49.推动杆200远离模具杆100的一端连接有第三驱动件,在本实施例中,第三驱动件采用气缸,气缸的活塞杆长度方向与推动杆200长度方向一致。气缸的活塞杆与推动杆200连接,气缸安装在机架上。
50.输送带500长度方向与推动杆200长度方向垂直,输送带500两侧分别设有第一限位板501与第二限位板502,第一限位板501与第二限位板502用于限位锌筒且长度方向均与输送带500长度方向一致。第一限位板501开设有第一孔503,第二限位板502开设有第二孔504,第一孔503与第二孔504均为圆孔,第一孔503孔径大于锌筒直径,第二孔504孔径大于推动杆200直径且小于锌筒直径。第一孔503与第二孔504的中心均位于模具杆100的中心轴线上。
51.本技术实施例一种锌筒裁剪装置的实施原理为:输送带500输送锌筒至模具杆100与推动杆200之间,推动杆200穿过第二孔504的一端推动锌筒的封闭端,锌筒穿过第一孔503后开口端套设在模具杆100端部,第一齿轮104带动模具杆100转动,第一电机302驱动圆杆300与切割刀301转动,第二驱动件303移动第一电机302,圆杆300与切割刀301靠近模具杆100,切割刀301切割锌筒的开口端,同时圆杆300与锌筒周壁接触以带动锌筒转动,切割刀301切割完毕后,第二驱动件303移动第一电机302远离模具杆100,气泵601通过输气管602向气孔102中输气,同时气缸400通过推动片401将锌筒推出模具杆100,锌筒的封闭端穿过第一孔503后重新回到输送带500上,输送带500输送锌筒,以对下一个锌筒加工,以此可使各个锌筒的长度尽量保持一致,以此提高锌筒的品质。
52.以上均为本技术的较佳实施例,并非依此限制本技术的保护范围,故:凡依本技术的结构、形状、原理所做的等效变化,均应涵盖于本技术的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1