一种高精度自动成型机的制作方法
1.本实用新型属于成型机技术领域,具体而言,涉及一种高精度自动成型机。
背景技术:
2.当前自动成型机获得了广泛应用,其在减少了人力浪费的同时也进一步提高了产品的生产速度。但自动成型机在工作过程中常需要精确地调节其位置才能够保证物料正确成型。但现有技术还存在一定的缺陷,无法准确判断物料的位置是否正确,需要技术人员时刻在旁边查看。倘若问题处理不当,就会造成物料投料不精确以至于成型产品出现大误差。
技术实现要素:
3.为了解决上述技术问题,本实用新型提供一种高精度自动成型机,能够准确判断物料位置是否精确,有效避免物料投料不精确以至于成型产品出现大误差。
4.本实用新型是这样实现的,
5.一种高精度自动成型机,其中,具有本体,所述本体上设置有定位工作台、冲压工作台,所述定位工作台上对称设置有第一定位板、第二定位板以及多个连接轴,所述连接轴的两端固定在定位工作台上,所述第一定位板通过固定耦合结构与所述连接轴固定连接,所述第二定位板上设置有通孔,所述连接轴穿入所述通孔与所述第二定位板连接,所述第二定位板上还固定连接有活动控制机构;
6.所述冲压工作台设置在所述定位工作台的后方;所述定位工作台的下方设置有进料仓室,所述进料仓室内设置有储料仓和进料控制机构;
7.所述定位工作台的下方设置有激光定位机构。
8.本实用新型提供的一种高精度自动成型机的技术效果如下:通过设置激光定位机构,能够实现对带状物料的高度采集,根据采集的高度数据的变化,确定带状物料的拉紧程度,操作人员可以通过激光定位机构上显示的高度数据,查看高度变化,判断带状物物料是否拉紧。
9.其中,带状物料的拉紧程度能够对成型的精度产生影响,当袋装物料的拉紧程度高时,成型的精度高;当所采集的高度数据值低于阈值时,则认为此时带状物料拉进程度不够,需要操作人员对设备进行调节。
10.其中,所述阈值需要在操作过程中进行确定。
11.在上述技术方案的基础上,本实用新型的一种高精度自动成型机还可以做如下改进:
12.进一步,所述激光定位机构包括活动槽和第一激光测距仪,所述活动槽固定设置在所述激光定位机构的底面上,所述第一激光测距仪设置在所述活动槽内,所述第一激光测距仪的激光发射口垂直向上。
13.采用上述进一步方案的有益效果为:通过设置活动槽和第一激光测距仪,所述第一激光测距仪能够在所述活动槽中滑动,使得第一激光测距仪能够有更宽的检测范围,方
便对不同宽度的带状物料进行高度采集。
14.进一步,所述活动控制机构是液压传动器。
15.采用上述进一步方案的有益效果为:通过使用液压传动器,相对于现有技术中,使用电机式传动机构对第二定位板进行控制更加高效。
16.进一步,所述进料控制机构包括电机和卡挡结构,所述电机和所述卡挡结构均固定安装在所述进料仓室的内壁上。
17.进一步,所述激光定位机构上还设置有第二激光测距仪,所述第二激光测距仪设置在所述活动槽内,所述第二激光测距仪的激光发射口垂直向上。
18.采用上述进一步方案的有益效果为:通过设置两个发射口垂直向上的激光测距仪,能够对带状物料测量两个高度,操作人员根据所测量的高度差,两个高度的高度差大于高度阈值,则判定带状物料发生倾斜,需要操作人员对设备进行调节。
19.其中,所述高度阈值需要在操作过程中进行确定。
20.进一步,所述进料仓室上还设置有前盖和侧盖,所述前盖和所述侧盖通过活页机构连接在所述进料仓室的侧壁上。
21.进一步,所述冲压工作台内还设置有控制系统,所述控制系统的信号输入端与所述第一激光测距仪和所述第二激光测距仪的信号输出端电连接,所述控制系统的信号输出端与所述冲压工作台电连接。
22.采用上述进一步方案的有益效果为:通过设置控制系统,能够根据采集的高度信号进行自动化判断,确定带状物料是否拉紧或倾斜,同时,能够对冲压工作台进行控制,提高冲压操作精度。
23.进一步,还包括报警器,所述报警器与所述控制系统电连接。
24.采用上述进一步方案的有益效果为:通过设置报警器,当控制系统判断带状物料未拉紧或发生倾斜,则发出报警指令,通知报警器进行报警。
25.进一步,还包括滚筒,所述滚筒固定设置在定位工作台上。
26.采用上述进一步方案的有益效果为:通过设置滚筒,能够与电机配合控制带状物料的进料速度。
27.与现有技术相比较,本实用新型的有益效果是:通过设置激光定位机构,能够实现对带状物料的高度采集,根据采集的高度数据的变化,确定带状物料的拉紧程度,操作人员可以通过激光定位机构上显示的高度数据,查看高度变化,判断带状物物料是否拉紧。通过设置两个发射口垂直向上的激光测距仪,能够对带状物料测量两个高度,操作人员根据所测量的高度差,两个高度的高度差大于高度阈值,则判定带状物料发生倾斜,需要操作人员对设备进行调节。
附图说明
28.为了更清楚地说明本实用新型实施方式的技术方案,下面将对实施方式中所需要使用的附图作简单地介绍,应当理解,以下附图仅示出了本实用新型的某些实施例,因此不应被看作是对范围的限定,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他相关的附图。
29.图1为本实用新型提供的一种高精度自动成型机的结构示意图;
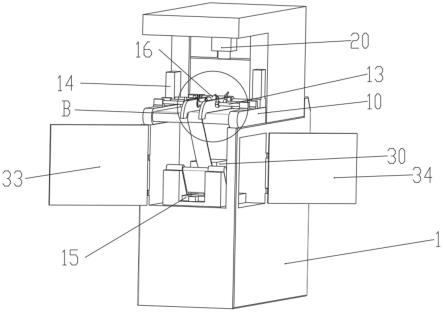
30.图2为本实用新型提供的一种高精度自动成型机的内部结构示意图;
31.图3为图2中a部分的放大图;
32.图4为图1中b部分的放大图;
33.附图中,各标号所代表的部件列表如下:
34.10、定位工作台;11、第一定位板;12、第二定位板;13、连接轴;14、活动控制机构;15、激光定位机构;16、滚筒;20、冲压工作台;1、本体;153、第二激光测距仪;151、活动槽;30、进料仓室;31、储料仓;32、进料控制机构;321、电机;322、卡挡结构;152、第一激光测距仪;33、前盖;34、侧盖;4、控制系统;41、报警器。
具体实施方式
35.为使本实用新型实施方式的目的、技术方案和优点更加清楚,下面将结合本实用新型实施方式中的附图,对本实用新型实施方式中的技术方案进行清楚、完整地描述,显然,所描述的实施方式是本实用新型一部分实施方式,而不是全部的实施方式。基于本实用新型中的实施方式,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其他实施方式,都属于本实用新型保护的范围。
36.因此,以下对在附图中提供的本实用新型的实施方式的详细描述并非旨在限制要求保护的本实用新型的范围,而是仅仅表示本实用新型的选定实施方式。基于本实用新型中的实施方式,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其他实施方式,都属于本实用新型保护的范围。
37.应注意到:相似的标号和字母在下面的附图中表示类似项,因此,一旦某一项在一个附图中被定义,则在随后的附图中不需要对其进行进一步定义和解释。
38.在本实用新型的描述中,需要理解的是,术语“中心”、“纵向”、“横向”、“长度”、“宽度”、“厚度”、“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”、“内”、“外”、“顺时针”、“逆时针”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本实用新型和简化描述,而不是指示或暗示所指的设备或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本实用新型的限制。
39.此外,术语“第一”、“第二”仅用于描述目的,而不能理解为指示或暗示相对重要性或者隐含指明所指示的技术特征的数量。由此,限定有“第一”、“第二”的特征可以明示或者隐含地包括一个或者更多个该特征。在本实用新型的描述中,“多个”的含义是两个或两个以上,除非另有明确具体的限定。
实施例
40.如图1-4所示,本实用新型提供一种高精度自动成型机,其中,本体1上设置有定位工作台10、冲压工作台20,定位工作台10通过焊接的方式固定在本体1上,冲压工作台20设置在本体1的内部。
41.定位工作台10上对称设置有第一定位板11、第二定位板12以及多个连接轴13,连接轴13的两端通过螺栓的方式固定在定位工作台10上,第一定位板11通过固定耦合结构与连接轴13固定连接,第二定位板12上设置有通孔,连接轴13穿入通孔与第二定位板12连接,第二定位板12上还固定连接有活动控制机构14;
42.冲压工作台20设置在定位工作台10的后方;定位工作台10的下方设置有进料仓室30,进料仓室30内设置有储料仓31和进料控制机构32。
43.使用时,首先进料仓室30输送出带状物料,然后激光定位机构15中的第一激光测距仪152在活动槽151中滑动,使得第一激光测距仪152能够有更宽的检测范围,方便对不同宽度的带状物料进行高度采集,判断带状物料的高度是否超过设定的阈值。之后带状物料经过定位工作台10,活动控制机构14控制定位工作台10上设置的第二定位板12对带状物料进行间隔时间的推动,确保带状物料一直按照设定位置前进;通过冲压工作台20对带状物料进行最后的挤压成型。该方案中,高精度成型机实现对带状物料高度的自行采集,保证带状物料处于合适的拉紧状态,同时在带状物料高度超出阈值时发出警报,无需技术人员时刻盯紧机器。
44.可选的,在上述技术方案中,激光定位机构15包括活动槽151和第一激光测距仪152,活动槽151固定设置在激光定位机构15的底面上,第一激光测距仪152设置在活动槽151内并能在活动槽151上滑动,第一激光测距仪152的激光发射口垂直向上。
45.可选的,在上述技术方案中,活动控制机构14是液压传动器。
46.可选的,在上述技术方案中,进料控制机构32包括电机321和卡挡结构322,电机321和卡挡结构322均固定安装在进料仓室30的内壁上。
47.可选的,在上述技术方案中,激光定位机构15上还设置有第二激光测距仪153,第二激光测距仪153设置在活动槽151内,第二激光测距仪153的激光发射口垂直向上。
48.可选的,在上述技术方案中,进料仓室30上还设置有前盖33和侧盖34,前盖33和侧盖34通过活页机构连接在进料仓室30的侧壁上。
49.可选的,在上述技术方案中,冲压工作台20内还设置有控制系统4,控制系统4的信号输入端与第一激光测距仪152和第二激光测距仪153的信号输出端电连接,控制系统4的信号输出端与冲压工作台20电连接。
50.可选的,在上述技术方案中,还包括报警器41,报警器41与控制系统4电连接。
51.该装置运行过程中,当控制系统4接受到的第一激光测距仪152获取的带状物料的高度超出设定的阈值,则向报警器41发出报警指令,报警器41启动报警。
52.可选的,在上述技术方案中,还包括滚筒16,滚筒16固定设置在定位工作台10上。
53.具体的,上述一种高精度自动成型机的工作原理:首先带状物料通过进料仓室30输送出,然后第一激光测距仪152在活动槽151上滑动对带状物料进行更宽范围的检测,同时对带状物料的高度数据进行采集及判断,保证带状物料的松紧程度不超出阈值;带状物料经过定位工作台10,活动控制机构14控制定位工作台10上设置的第二定位板12间隔相同时间对带状物料进行一次推动,保证带状物料运行路线的精度;该方案中,高精度成型机实现对带状物料的高度自行采集,保证带状物料处于合适的拉紧状态,同时对于故障现象发出警报,无需技术人员时刻盯紧机器。另一方面,激光定位机构15能够将检测到的异常数据发送给控制系统4,控制系统4对接受到的数据进行判断,当带状物料的拉紧程度高时,成型的精度高;当所采集的高度数据值低于阈值时,则认为此时带状物料拉进程度不够,控制系统4对报警器41发出指令通知操作人员对设备进行调节。
54.以上所述仅为本实用新型的优选实施方式而已,并不用于限制本实用新型,对于本领域的技术人员来说,本实用新型可以有各种更改和变化。凡在本实用新型的精神和原
则之内,所作的任何修改、等同替换、改进等,均应包含在本实用新型的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1