切割机的制作方法
1.本实用新型属于加工设备技术领域,具体地说,是涉及一种切割机。
背景技术:
2.线切割技术是目前较先进的加工技术,与传统的刀锯片、砂轮片及内圆切割相比具有效率高、产能高、精度高等优点,其原理是通过高速运动的切割线对待加工工件进行摩擦,从而达到切割的目的。
3.切割过程中,切割线在切割轮的作用下,在机架上形成线锯,待加工件与布置有切割线的机架产生相对运动,实现线锯对工件的切割,除此之外,装配在设备上的切割液喷洒装置将冷却水喷洒至切削部位,对工件进行冷却。
4.但是,目前的线切割设备仍然存在不足,在实际加工过程中,切割设备结构比较复杂,切割线的动力不足,使得加工件的切割时间有待提高,且切割过程由于存在线弓等因素,使得崩边率较高,加工件的切割质量较差。
技术实现要素:
5.本实用新型的目的在于提供一种切割机,以解决现有技术中存在的现有切割机结构复杂,切割线的切割动力有待提高,线弓明显,崩边率较高等问题。
6.为实现上述实用新型目的,本实用新型采用下述技术方案予以实现:
7.本实用新型提出了一种切割机,其包括:
8.支撑组件,其包括底座以及可移动连接在所述底座上的机架,所述机架上形成有避让口;
9.机架驱动组件,其包括与所述机架连接的驱动部以及导向装置;
10.切割组件,其包括可转动连接在所述机架一侧的多个切割轮以及支撑在各所述切割轮上的切割线,所述切割轮包括主切割轮以及多个辅助轮,所述主切割轮以及其中一个辅助轮分别位于所述避让口的两侧;
11.切割平台,其包括底部固定在所述底座上的支撑架以及用于支撑待切割件的支撑平台。
12.在本技术的一些实施例中,所述辅助轮包括第一辅助轮和第二辅助轮,所述第一辅助轮位于所述避让口上方,所述主切割轮位于所述避让口下方,所述主切割轮与所述第一辅助轮之间形成有切割位,用于对经过所述避让口的待切割件进行切割。
13.在本技术的一些实施例中,所述第一辅助轮以及所述第二辅助轮分别通过定位部连接在机架上,所述定位部上形成有转动连接孔,所述第一辅助轮以及所述第二辅助轮的转动中心与所述转动连接孔重合。
14.在本技术的一些实施例中,所述定位部为圆盘结构,其通过紧固件固定在所述机架上,所述转动连接孔偏心设置在所述定位部上,使得所述主切割轮与所述第一辅助轮之间的切割线倾斜角度可调。
15.在本技术的一些实施例中,所述驱动部包括驱动电机、减速器以及与所述减速器的输出端连接的进给丝杆,所述机架底部形成有与所述丝杆配合连接的螺纹孔。
16.在本技术的一些实施例中,所述驱动部还包括支撑座,其内形成有连接内腔,所述减速器的输出端以及所述进给丝杆分别从所述支撑座的两端延伸至所述连接内腔中,并通过联轴器连接,所述支撑座上还形成支撑轴端,所述进给丝杆通过轴承与所述支撑轴端连接。
17.在本技术的一些实施例中,所述导向装置包括导轨以及滑块,所述导轨固定在所述底座上且长度方向与所述机架的进给方向一致,所述滑块固定在所述机架的底部,可移动连接在所述导轨上。
18.在本技术的一些实施例中,所述机架的一侧还形成有喷淋组件,所述喷淋组件位于所述避让口及所述第一辅助轮之间,包括沿着所述机架的高度方向分布的至少一个喷淋管;
19.所述喷淋管内形成有喷淋通道,所述喷淋通道的一端形成有进水口,所述喷淋管上形成有与所述喷淋通道连通的喷淋区,所述喷淋区内形成有多个喷淋孔。
20.在本技术的一些实施例中,所述喷淋管沿着高度方向从高到低依次包括第一喷淋管和第二喷淋管,所述第一喷淋管上的喷淋区朝向机架侧,所述第二喷淋管上的喷淋区朝下。
21.在本技术的一些实施例中,所述支撑平台上沿着垂直于所述待切割件的上料方向形成有多个上料工位,所述支撑平台上设置有第一支撑部以及第二支撑部,所述第一支撑部位置固定,所述第二支撑部对应可拆卸连接在所述上料工位上;
22.所述第一支撑部以及所述第二支撑部均包括上料支架以及呈角度可转动连接在所述上料支架上的多个上料滚轮。
23.与现有技术相比,本实用新型的优点和积极效果是:
24.本技术所涉及的切割机,其主切割轮以及其中一个辅助轮分别位于避让口的两侧,随着机架的前后运动,切割平台上的加工件在避让口位置被切割线切割,由于主切割轮对避让口位置的切割线提供直接动力,因此,切割线的切割动力得到有效提高,切割效率也得到明显提升;
25.辅助轮的转动中心的位置可调,进而使得避让口位置的切割线的角度可以相应调整,使得切割线的工作角度按照实际的加工需求进行相应改变,有利于提高切割过程中冷却液的冷却效果,特别是在常发生崩边的出刀过程中,可以减少崩边率,提高加工质量。
26.结合附图阅读本实用新型的具体实施方式后,本实用新型的其他特点和优点将变得更加清楚。
附图说明
27.为了更清楚地说明本实用新型实施例中的技术方案,下面将对实施例中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图是本实用新型的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
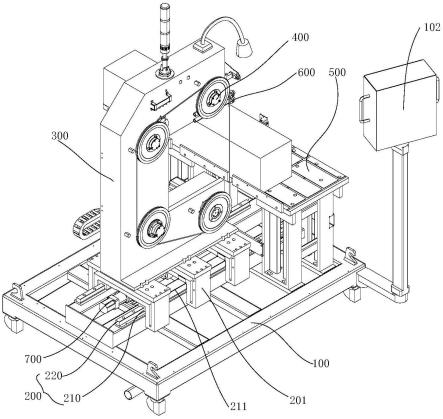
28.图1 是本实用新型所提出的切割机的一种实施例的立体示意图之一;
29.图2是本实用新型所提出的切割机的一种实施例的立体示意图之二;
30.图3是切割组件中各切割轮排布示意图;
31.图4是驱动部结构示意图;
32.图5是驱动部端面示意图;
33.图6是图5中a-a剖切示意图;
34.图7是驱动部拆分结构示意图;
35.图8是张紧调节件以及定位部结构示意图;
36.图9是切割电机与主切割轮结构示意图;
37.图10是图9中的端面示意图;
38.图11是图10中的b-b剖视图;
39.图12是图9拆分结构示意图;
40.图13是切割机侧视图;
41.图14是图13中的c-c剖视图;
42.图15是图14中的a处放大示意图;
43.图16是上料组件示意图;
44.图17是上料组件侧视图;
45.图18是上料区以及加工区示意图;
46.图19是喷淋组件位置示意图;
47.图20是喷淋管结构示意图;
48.图21是喷淋管剖视图;
49.图中,
50.100、底座;101、控制箱;102、操作屏;
51.200、导向装置;201、支撑拱架;
52.210、滑块;211、防护盖板;
53.220、导轨;
54.300、机架;
55.400、切割组件;
56.410、主切割轮;411、切割电机;4111、护板;
57.412、轮轴;4121、连接外沿;4122、限位部;4123、空腔;4124、插接孔;
58.413、轴承箱;
59.414、连接板;
60.415、定位销;
61.416、转动轴承;
62.417、抱块;
63.418、封板;
64.420、第二辅助轮;430、第一辅助轮;
65.431、定位部;4311、转动连接孔;4312、固定孔;
66.440、张紧轮;
67.450、切割线;
下”可以包括第一和第二特征直接接触,也可以包括第一和第二特征不是直接接触而是通过它们之间的另外的特征接触。而且,第一特征在第二特征”之上”、”上方”和”上面”包括第一特征在第二特征正上方和斜上方,或仅仅表示第一特征水平高度高于第二特征。第一特征在第二特征”之下”、”下方”和”下面”包括第一特征在第二特征正下方和斜下方,或仅仅表示第一特征水平高度小于第二特征。
93.下文的公开提供了许多不同的实施方式或例子用来实现本实用新型的不同结构。为了简化本实用新型的公开,下文中对特定例子的部件和设置进行描述。当然,它们仅仅为示例,并且目的不在于限制本实用新型。此外,本实用新型可以在不同例子中重复参考数字和/或参考字母,这种重复是为了简化和清楚的目的,其本身不指示所讨论各种实施方式和/或设置之间的关系。
94.如图1-3、图13、图14所示,本技术提出一种切割机,切割机是用于将单晶硅棒(圆棒或方棒)通过卧式加工而截断成短棒的装置,具体包括支撑组件、机架驱动组件、切割组件400以及切割平台500。
95.支撑组件用于对整个切割机提供支撑,其包括底座100以及可移动连接在底座100上的机架300,机架300上形成有避让口,随着机架300的前后移动,避让口位置沿着垂直于切割平台500的方向移动,进而将位于切割平台500上的待加工件800切割。
96.机架驱动组件包括与机架300连接的驱动部700以及导向装置200,用于控制机架300前后移动,以实现切割过程。
97.切割组件400安装在机架300上,随着机架300相对于切割平台500进行前后移动,进而将安装在切割平台500上的待加工件800切割。
98.切割平台500用于支撑待加工件800,其上设置有上料组件,上料组件有利于待加工件800沿着上料的方向移动,实现对待加工件800的不同位置进行切割。
99.底座100上还固定有操作屏102以及控制箱101,操作屏102与控制箱101电连接,控制箱101与切割组件400以及驱动部700电连接,用于控制驱动部700以及切割组件400的工作。
100.机架300顶部还设置有照明装置,用于提高加工位置的亮度,方便操作人员观察切割状态。
101.下面,将分别对上述工作部件进行展开描述:
102.机架驱动组件上的驱动部700为整个机架300的前后移动提供动力,其可以是液压缸、电动推杆等动力装置。
103.如图4-7所示,在本技术的一种实施例中,为了提高机架300前后移动的稳定性,驱动部700包括驱动电机710、减速器720以及与减速器720的输出端连接的进给丝杆770,机架300底部形成有与丝杆配合连接的螺纹孔。
104.驱动电机710开启后,经过减速器720减速后,带动进给丝杆770转动,底部设置有螺纹孔的机架300,在螺纹孔和进给丝杆770的相互作用下沿着进给丝杆770前后运动。
105.进给丝杆770通过联轴器740与减速器720的输出端连接,以保证连接的同轴度。
106.在本技术的一些实施例中,进给丝杆770与减速器720之间还设置有支撑座730,支撑座730包括第一支撑端731以及第二支撑端732,第一支撑端731以及第二支撑端732之间形成有连接内腔,联轴器740在连接内腔中将进给丝杆770和减速器720的输出端连接。
107.具体的,第一支撑端731和第二支撑端732上分别形成有与进给丝杆770和减速器720的输出端的中心轴重合的贯穿孔,减速器720的输出端以及进给丝杆770的一端分别经过第一支撑端731以及第二支撑端732上的贯穿孔延伸至连接内腔中。
108.第二支撑端732上形成有向外延伸的支撑台750,支撑台750与支撑座730一体成形,支撑台750上形成有圆柱形支撑孔,支撑孔与贯穿孔的轴线相重合,以提高进给丝杆770和减速器720输出端之间的同轴度,提高联轴器740的使用寿命。
109.进给丝杆770与支撑孔之间设置有轴承760,以保证进给丝杆770与支撑孔之间转动平稳。
110.除此之外,为了限制轴承760的位置,支撑台750的两端分别可拆卸连接有内封板761以及外封板762,轴承760安装完成后,在支撑台750的内外两侧分别安装上内封板761和外封板762,将轴承760限制在支撑孔内。
111.具体的,进给丝杆770上形成有用于与减速器720的输出端连接的转接部771以及连接在支撑孔内的定位轴肩772,转接部771位于进给丝杆770的一端,转接部771从支撑孔延伸至安装内腔中与减速器720的输出端连接。
112.连接状态下,定位轴肩772的另一端与支撑台750的外侧接触,起到限位作用。
113.为了方便定位,支撑座730、内封板761以及外封板762的顶部形成有相互平齐的水平切面,机架300底部形成有与水平切面相适配的安装面,安装状态下,水平切面与安装面配合连接,有利于安装过程中定位,且在机架300移动过程中,避免与机架300底部发生干涉。
114.再次参考图1-3,导向装置200有利于进一步提高机架300移动过程中的稳定性,具体的,导向装置200包括导轨220以及滑块210,导轨220固定在底座100上且长度方向与机架300的进给方向一致,导轨220的数量为两个,其分别位于驱动部700的两侧,使得驱动部700两侧的运动平稳。
115.滑块210固定在机架300的底部,沿着导轨220的长度方向,每个导轨220对应的机架300底部间隔设置有多个滑块210,各滑块210随着机架300的移动可移动连接在导轨220上。
116.滑块210上形成有开口方向朝下的导槽,其尺寸与导轨220相适配,导轨220连接在导槽内,导槽以及导轨220的切面形状可以是矩形也可以是 t形或者燕尾形等形状。
117.在本技术的一些实施例中,机架300的底部沿着机架300的移动方向,分散形成有多个支撑拱架201,螺纹孔位于支撑拱架201的底部,滑块210对应设置在支撑拱架201的底部。
118.相邻滑块210之间形成有防护盖板211,防护盖板211为倒u形,其罩设在导轨220上方,其两端分别固定在相邻支撑拱架201之间,将相邻支撑拱架201支架的导轨220遮挡,有利于防止冷却液和切削碎片掉落在导轨220上,对机架300的前后移动产生干涉或腐蚀导轨220,影响导轨220的使用寿命。
119.再次参考图3,切割组件400包括可转动连接在机架300一侧的多个切割轮以及支撑在各切割轮上的切割线450,切割轮包括主切割轮410、张紧轮440以及多个辅助轮,主切割轮410为切割线450的转动提供动力,使之环绕主切割轮410以及各辅助轮高速运转。
120.在本技术的一些实施例中,主切割轮410以及其中一个辅助轮分别位于避让口的
两侧,在避让口位置形成切割位,由于避让口位置对应的是待加工件800的切割位置,因此,主切割轮410为切割线450的工作提供直接动力,保证足够的切割力,切割效率更高,切割力更大。
121.辅助轮包括第一辅助轮430和第二辅助轮420,第一辅助轮430位于避让口上方,主切割轮410位于避让口下方,主切割轮410顺时针转动,带动切割线450在避让口位置自上而下运动,将待加工件800切割。
122.切割线450在避让口处为倾斜布置,自上而下,切割线450逐渐向外倾斜,即,主切割轮410与切割线450连接的外沿相较于第一辅助轮430而言,更靠近切割平台500。
123.在实际加工过程中,随之机架300的移动,避让口靠下位置的切割线450先与待加工件800接触,从待加工件800的下方进行入刀切割,从待加工件800的上方出刀,由于出刀过程中容易出现崩边现象(崩边现象:在切割过程中,因为待加工件800自身的原因以及受切割工具及速度影响,导致待加工件800切割面不平整,出现翻卷、毛边等现象。),倾斜切割可以保证在出刀过程中冷却液及时对切割位置进行冷却,可以有效降低崩边率和切割时间。
124.参考图8,张紧轮440位于第一辅助轮430和第二辅助轮420之间,用于对切割线450进行松紧调整。
125.具体而言,张紧轮440通过摆杆与张紧调节件连接,张紧轮440与张紧调节件分别位于机架300的对侧,张紧调节件包括与摆杆连接的连接臂以及位于连接臂另一端的张紧砝码。
126.摆杆与连接臂之间通过连接轴连接,连接轴穿过机架300,且摆杆和连接臂分别位于连接轴的两侧,当需要安装或者拆卸切割线450的时候,可去掉一部分张紧砝码,操作人员即可轻松拉动切割线450,将切割线450全部挂入或者移出各切割轮的轮槽内;切割线450安装完毕后增加张紧砝码,张紧轮440向上转动,将切割线450张紧。
127.参考图9-12,主切割轮410通过切割电机411驱动,主切割轮410和切割电机411分别位于机架300的对侧,为了提高主切割轮410与切割电机411输出端的同轴端,其中,切割电机411与主切割轮410之间设置有轮轴412以及抱块417。
128.抱块417套接在切割电机411的输出端上,轮轴412固定在主切割轮410上,轮轴412与抱块417之间通过定位销415连接定位。
129.为了提高定位销415连接定位的准确性,抱块417与轮轴412接触连接的一侧沿着圆周方向分散形成有多个第一定位孔,轮轴412上形成有与第一定位孔一一对应的第二定位孔,通过多个定位销415分别将第一定位孔和第二定位孔一一对应连接。
130.轮轴412外还套接有轴承箱413,轴承箱413以及轮轴412之间形成有转动轴承416。
131.由于切割电机411的固定连接孔位于电机的四个角上,轴承箱413的连接孔呈圆周分布,为了实现切割电机411与轴承箱413的连接,在切割电机411与轴承箱413之间设置有连接板414,连接板414的厚度以及其上的连接孔的位置可以根据实际需求进行设计,连接板414作为一种转接件,将轴承箱413与切割电机411固定连接。
132.连接板414上形成有中心孔,用于避让切割电机411的输出端以及抱块417。
133.具体而言,轮轴412包括内端面和外端面,内端面为与抱块417接触连接的一端,外端面为与主切割轮410连接接触的一端。
134.为了减小轮轴412的重量,减小转动负载,内端面和外端面之间形成有贯穿的空腔4123,空腔4123的一端形成有插接孔4124,切割电机411的输出端延伸至插接孔4124内,插接孔4124与切割电机411的输出端同轴。
135.为了方便主切割轮410定位,外端面上形成有向外延伸的连接外沿4121,连接外沿4121的最大外径小于轮轴412的最大外径,其最小外径大于轮轴412的空腔4123外径。
136.主切割轮410上形成有定位孔,定位孔的内径与连接外沿4121的外径相适配,安装状态下,主切割轮410套接在连接外沿4121外,并通过紧固件固定在轮轴412的外端面上。
137.为了将轮轴412的空腔4123端面封堵,轮轴412的外端面还安装有封板418,封板418的外径尺寸与连接外沿4121的内径相适配,也通过紧固件固定在轮轴412的外端面上。
138.为了提高主切割轮410与切割电机411的输出端之间的同轴度,轮轴412与轴承箱413接触的一侧还形成有限位部4122,轴承箱413的对应位置形成有与限位部4122相适配的随形面,安装状态下,限位部4122与随形面接触连接,提高连接的准确性以及同轴度。
139.参考图13-图15,由于主切割轮410位于避让口下方,则存在切割液喷溅到切割电机411上的风险,为了保护切割电机411不受切割液以及切割碎片的影响,在机架300上还设置有护板4111。
140.护板4111罩设在切割电机411上方,用于防止冷却液及切削碎片损坏切割电机411,防护罩900上还形成有向下延伸的导流面,用于将冷却液导流到机架300底部。
141.再次参考图3、图8,在本技术的一些实施例中,第一辅助轮430的转动中心可调,进而实现经过避让口的切削线倾斜,且倾斜的角度可以针对性随着第一辅助轮430的转动中心的改变而改变。
142.为了保证在第一辅助轮430转动中心调整后,切割线450保持张紧,设计第二辅助轮420的转动中心也可以进行相应调整。
143.具体而言,第一辅助轮430和第二辅助轮420分别通过定位部431连接在机架300上,定位部431上形成有转动连接孔4311,第一辅助轮430以及第二辅助轮420的转动中心分别与对应位置的定位部431上的转动连接孔4311重合。
144.在本技术的一些实施例中,定位部431为圆盘结构,其通过紧固件固定在机架300上,转动连接孔4311偏心设置在定位部431上,使得主切割轮410与第一辅助轮430之间的切割线450倾斜角度可调。
145.具体的,定位部431在其周侧圆周均匀分布多个固定孔4312,机架300上对应设置有与各个固定一一对应的连接孔,转动连接孔4311偏心设置,且第一辅助轮430和第二辅助轮420的转动中心与对应位置的定位部431上的转动连接孔4311重合。
146.当需要改变第一辅助轮430的转动中心位置的时候,将定位部431拆卸下来,转动既定角度后重新固定,则转动连接孔4311位置随之改变。
147.再次参考图16-图18,机架300下方对应设置有切割平台500,其包括底部固定在底座100上的支撑架520以及用于支撑待切割件的支撑平台510,支撑平台510上设置有上料组件。
148.底座100以及切割平台500的外周均形成有防护罩900,用于提高操作的安全性,并防止冷却液飞溅。
149.沿着支撑平台510的宽度方向分散形成有多个上料工位511;
150.在加工不同尺寸的圆棒形的待加工件800的时候,由于其固定比较繁琐,在本技术的一些实施例中,将上料组件设计为包括沿着支撑平台510的宽度方向间隔设置的第一支撑部530以及第二支撑部540,第一支撑部530固定在支撑平台510上,第二支撑部540根据待加工件800的实际尺寸可拆卸连接在对应上料工位511上。
151.具体的,第一支撑部530以及第二支撑部540均包括上料支架501以及呈角度可转动连接在上料支架501上的多个上料滚轮502。
152.上料滚轮502沿着上料方向转动灵活,待加工件800支撑在上料混轮上,操作人员可轻松推动待加工件800至加工位置,完成切割。
153.第一支撑部530以及第二支撑部540上的上料滚轮502之间形成外扩的支撑工位,以用于对圆棒性待加工件800进行支撑和限位。
154.上料工位511为形成在支撑平台510上的定位槽,上料支架501插接到定位槽内,并通过紧固件固定。
155.支架的顶部分散形成有多个贯穿的阶梯孔,紧固件穿过阶梯孔,将支架进一步固定在支撑平台510上。
156.第一支撑部530以及第二支撑部540上均分为上料区504以及加工区503,加工区503内相邻上料滚轮502的间距小于上料区504内相邻上料滚轮502的间距。
157.上料区504主要用于辅助将待加工件800移动至加工区503,加工区503对应在机架300的避让口位置,增加对待加工件800的支撑和限位作用,防止在切割过程中产生移位。
158.支撑平台510以及上料组件上形成有切割间隙550,切割间隙550的位置与切割位对应,用于切割过程中,切割线450经过。
159.支撑平台510上可拆卸连接有限位块,限位块位于第二支撑部540的外侧,且分别位于切割间隙550的两侧,限位块进一步将待加工件800限位,防止在切割过程中发生移位。
160.机架300以及操作平台的外周设置有防护罩900,沿着上料组件的上料方向,防护罩900上设置有可上下翻转的活页门910,以方便上料或下料。
161.活页门910外侧还设置有用于输送待加工件800的输出组件810,其包括输送架811以及固定在输送架811上的输送平台812,输送平台812上也设置有上料组件,输送平台812与支撑平台510对接,将待加工件800输送至切割平台500上,输送架811的高度可以调整,以适应不同的切割平台500高度。
162.为了在切割过程中及时降低切割温度,需要给待加工件800表面持续喷淋冷却液,传统的冷却液通过铜管朝向切割位置进行直喷,由于切割过程中切割线450存在线弓,铜管经常会被加工过程中出现的线弓切断,影响喷淋效果。
163.为解决上述问题,参考图19-图21,在本技术的一些实施例中,在机架300的一侧设置喷淋组件600,喷淋组件600位于避让口与第一辅助轮430之间。
164.喷淋组件600包括沿着机架300的高度方向排布的至少两个喷淋管,各喷淋管内形成有喷淋通道602,喷淋通道602的一端对应形成有进水口603,用于输送冷却液的进水管与进水口603连接,向喷淋管内输送冷却液。
165.各喷淋管上形成有与喷淋通道602连通的喷淋区601,喷淋区601内形成有多个喷淋孔,各喷淋管上的喷淋区601之间呈角度布置,即,从不同喷淋管的喷淋区601内喷出的冷却液的方向不同,有利于增大冷却液的喷淋面积,提高冷却效率。
166.各喷淋管通过连接部水平固定在避让口上方,喷淋区601位于靠近支撑平台510的一侧,进水口603位于远离支撑平台510的一端。
167.在本技术的一些实施例中,喷淋组件600包括沿着高度方向从高到低依次排列的第一喷淋管610和第二喷淋管620,第一喷淋管610上的喷淋区601朝向机架300侧,第二喷淋管620上的喷淋区601朝下。
168.从第一喷淋管610输出的冷却液直接喷洒的机架300一侧,并沿着机架300向下滴落到下方的待加工件800上。
169.从第二喷淋管620输出的冷却液直接喷洒到避让口处的待加工件800上,避免了在加工过程中切割线450产生线弓对喷淋管产生影响的问题。
170.为了提高喷淋的面积,各喷淋区601内的各喷淋孔交错布置,冷却液从交错的喷淋孔喷出。
171.在上述实施方式的描述中,具体特征、结构、材料或者特点可以在任何的一个或多个实施例或示例中以合适的方式结合。
172.以上仅为本实用新型的具体实施方式,但本实用新型的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本实用新型揭露的技术范围内,可轻易想到的变化或替换,都应涵盖在本实用新型的保护范围之内,因此,本实用新型的保护范围应以权利要求的保护范围为准。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1